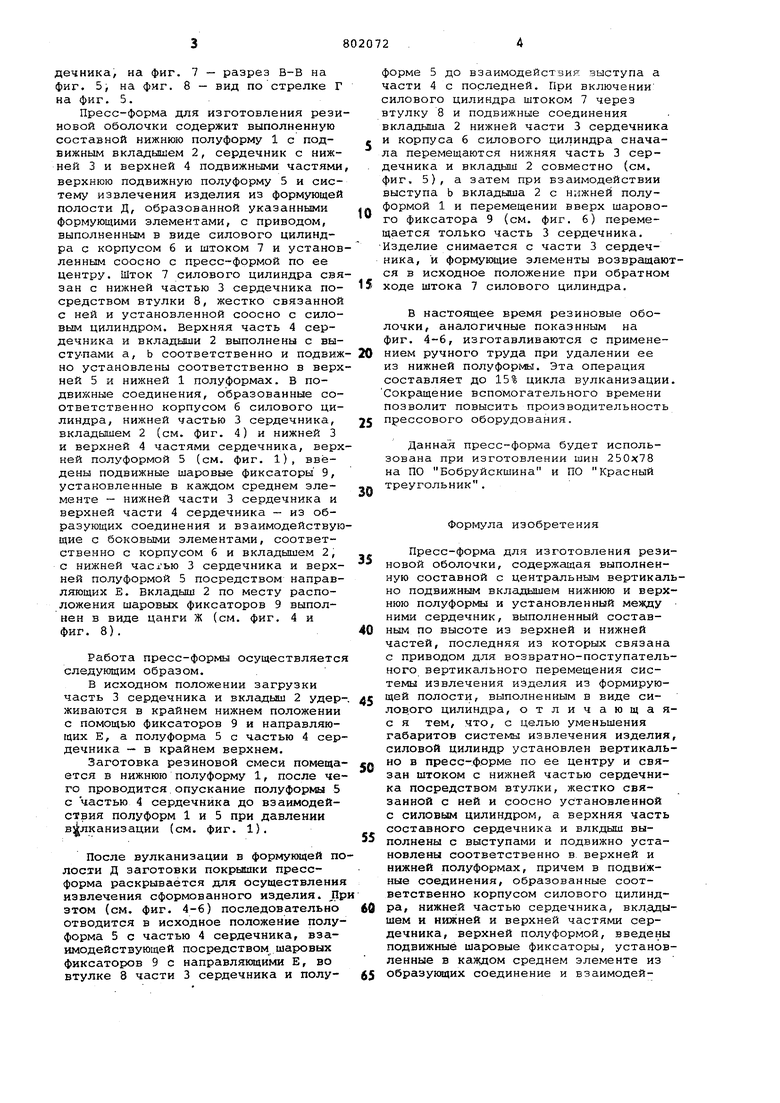
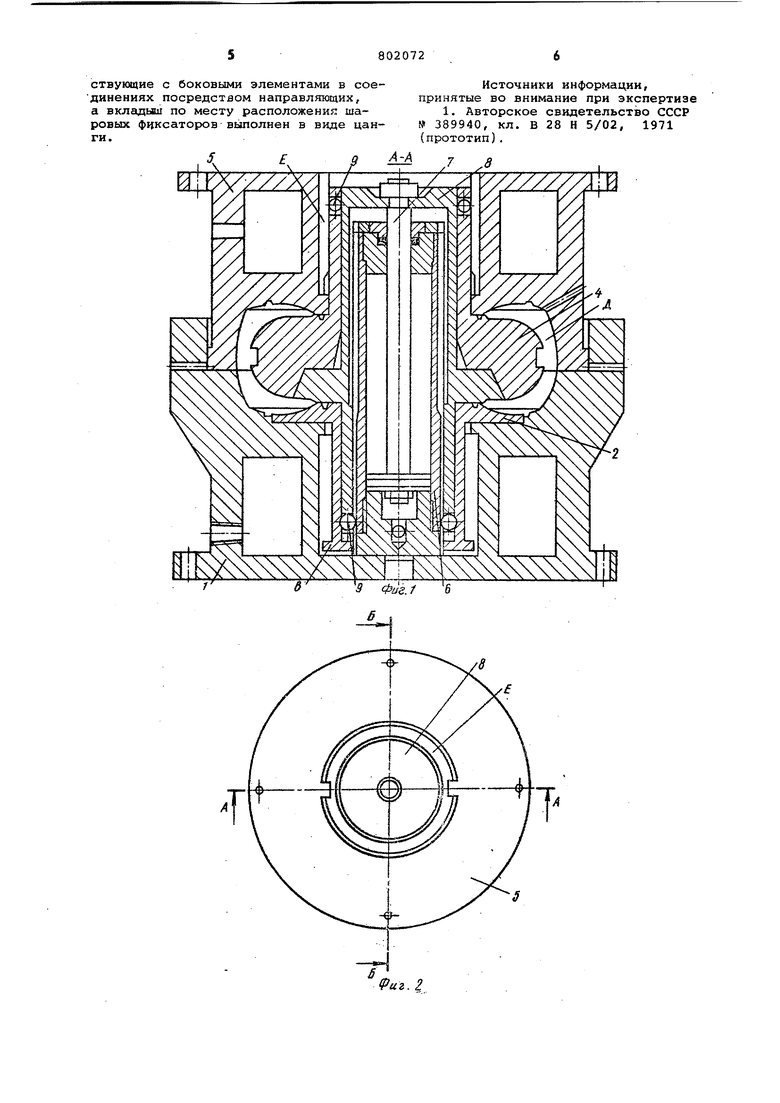
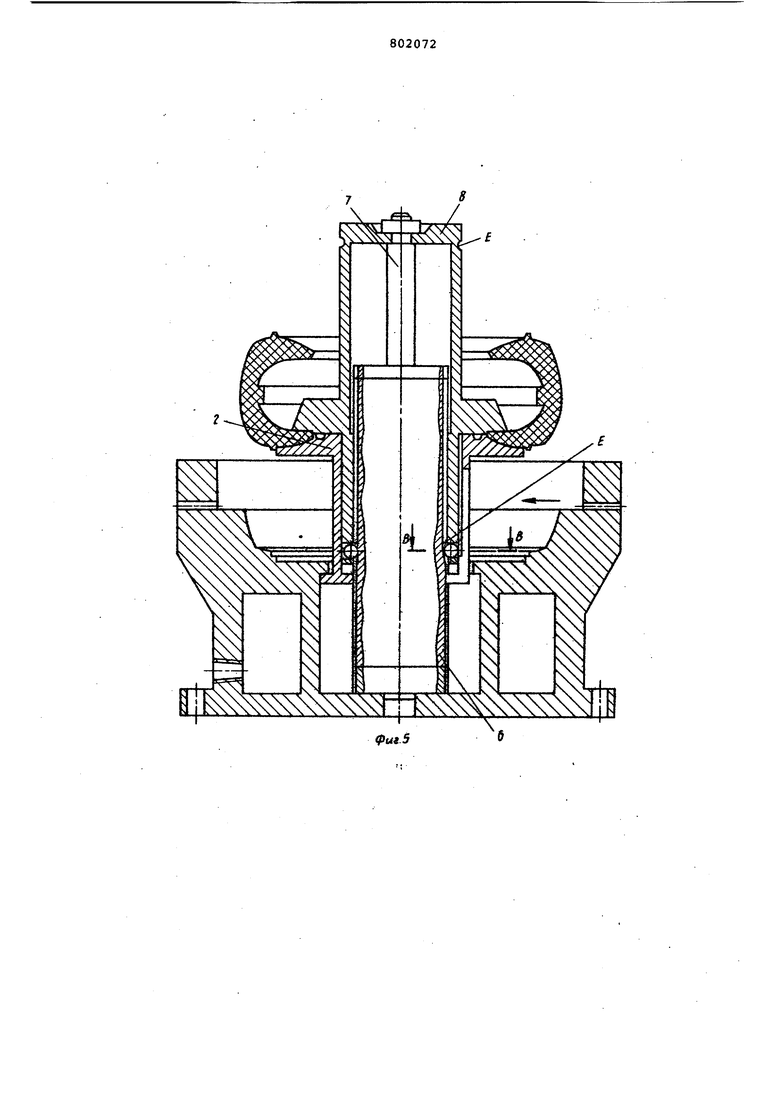
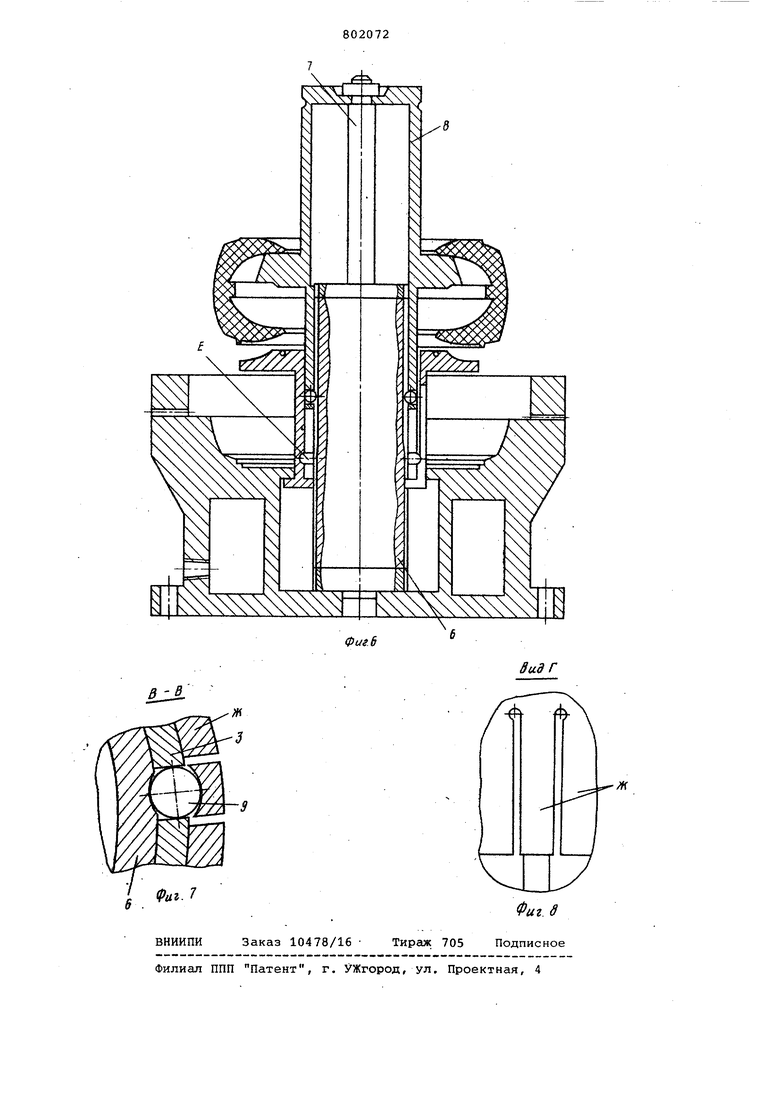
дечника, на фиг. 7 - разрез В-В на фиг. 5, на фиг. 8 - вид по стрелке Г на фиг. 5. Пресс-форма для изготовления рези новой оболочки содержит выполненную составной нижнюю полуформу 1 с подвижным вкладышем 2, сердечник с нижней 3 и верхней 4 подвижными частями верхнюю подвижную полуформу 5 и систему извлечения изделия из формующей полости Д, образованной указанными формующими элементами, с приводом, выполненным в виде силового цилиндра с корпусом б и штоком 7 и установ ленным соосно с пресс-формой по ее центру. Шток 7 силового цилиндра свя зан с нижней частью 3 сердечника посредством втулки 8, жестко связанной с ней и установленной соосно с силовым цилиндром. Верхняя часть 4 сердечника и вкладыши 2 выполнены с выступами а, b соответственно и подвиж но установлены соответственно в верх ней 5 и нижней 1 полуформах. В подвижные соединения, образованные соответственно корпусом 6 силового цилиндра, нижней частью 3 сердечника, вкладышем 2 (см. фиг. 4) и нижней 3 и верхней 4 частями сердечника, верх ней полуформой 5 (см. фиг. 1), введены подвижные шаровые фиксаторы 9, установленные в каждом среднем элементе -- нижней части 3 сердечника и верхней части 4 сердечника - из образующих соединения и взаимодействую щие с боковыми элементами, соответственно с корпусом 6 и вкладышем 2, с нижней частью 3 сердечника и верхней полуформой 5 посредством направляющих Е. Вкладыш 2 по месту расположения шаровых фиксаторов 9 выполнен в виде цанги Ж (см. фиг. 4 и фиг. 8). Работа пресс-формы осуществляется следующим образом. В исходном положении загрузки часть 3 сердечника и вкладьви 2 удерживаются в крайнем нижнем положении с помощью фиксаторов 9 и направляющих Е, а полуформа 5 с частью 4 сердечника - в крайнем верхнем. Заготовка резиновой смеси помещается в нижнюю полуформу 1, после чего проводится опускание полуформл 5 с частью 4 сердечника до взаимодействия полуформ 1 и 5 при давлении вулканизации (см. фиг. 1). После вулканизации в формующей по лости Д заготовки покрышки прессформа раскрывается для осуществления извлечения сформованного изделия. ,Пр этом (см. фиг. 4-6) последовательно отводится в исходное положение полуформа 5 с частью 4 сердечника, взаимодействующе и посредством шаровых фиксаторов 9 с направляклдими Е, во втулке 8 части 3 сердечника и полуформе 5 до взаимодействия выступа а части 4 с последней. При включении илового цилиндра штоком 7 через тулку В и подвижные соединения вкладыша 2 нижней части 3 сердечника и корпуса 6 силового цилиндра сначаа перемещаются нижняя часть 3 серечника и вкладапи 2 совместно (см. фиг. 5), а затем при взаимодействии выступа b вкладыша 2 с нижней полуформой 1 и перемещении вверх шарового фиксатора 9 (см. фиг. 6) перемещается только часть 3 сердечника. Изделие снимается с части 3 сердечника, и формующие элементы возвращаются в исходное положение при обратном ходе штока 7 силового цилиндра. В настоящее время резиновые оболочки, аналогичные показнным на фиг. 4-6, изготавливаются с применением ручного труда при удалении ее из нижней полуфор «к. Эта операция составляет до 15% цикла вулканизации. Сокращение вспомогательного времени позволит повысить производительность прессового оборудования. Данная пресс-форма будет использована при изготовлении шин 250x78 на ПО Бобруйскшина и ПО Красный треугольник. Формула изобретения Пресс-форма для изготовления резиновой оболочки, содержащая выполненную составной с центральным вертикально подвижным вклададием нижнюю и верхнюю полуформы и установленный мемщу ними сердечник, выполненный составным по высоте из верхней и нижней частей, последняя из которых связана с приводом для возвратно-поступательного вертикального перемещения системы извлечения изделия из формирующей полости, выполненным в виде силового цилиндра, отличающаяс я тем, что, с целью уменьшения габаритов системы извлечения изделия, силовой цилиндр установлен вертикально в пресс-форме по ее центру и связан штоком с нижней частью сердечника посредством втулки, жестко связанной с ней и соосно установленной с силовьш цилиндром, а верхняя часть составного сердечника и влкдыгч выполнены с выступами и подвижно установлены соответственно в верхней и нижней полуформах, причем в подвижные соединения, образованные соответственно корпусом силового цилиндра, нижней частью сердечника, вкл.адышем и нижней и верхней частями сердечника, верхней полуформой, введены подвижные шаровые фиксаторы, установленные в каждом среднем элементе из образукнцих соединение и взаимодействующие с боковыми элементами в соединениях посредством направляющих, а вкладыш по месту расположения шаровых Фиксаторов выполнен в виде цанги.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 389940, кл. В 28 Н 5/02, 1971
(прототип),
--4
(Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых оболочек | 1979 |
|
SU856840A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479291A1 |
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Устройство для изготовления открытых с обоих торцов полых резиновых изделий | 1985 |
|
SU1351801A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479290A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Вулканизатор для покрышки пневматической шины | 1977 |
|
SU781080A1 |
фигЛ
фаг. 5
