А-А
/J
ел
о
UD ND
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU856841A1 |
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1171328A2 |
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU910451A1 |
| Устройство для местной вулкани-зАции | 1978 |
|
SU818894A1 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Устройство для местной вулканизации конвейерных лент | 1988 |
|
SU1551557A1 |
| Вулканизационное устройство для ремонта конвейерных лент | 1973 |
|
SU464453A1 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1502401A2 |
| Устройство для местной вулканизации конвейерных лент | 1981 |
|
SU1034600A3 |
| Устройство для местной вулканизации конвейерных лент | 1982 |
|
SU1052415A1 |
Изобретение касается изготовления резиновых технических изделий и может быть использовано для вулканизации стыков и ремонтируемых участков конвейерных лент. Цель изобретения - повышение надежности устройства в работе при упрощении его изготовления. Для этого металлический сильфон выполнен в виде пластин 11 и 12 с круглыми отверстиями 13 и 14 в центре. По периметру отверстий пластины соединены между собой. По периферии пластины соединены со стенками 8 и 9 плиты через металлические прокладки 15. Отверстия 13 и 14 выполнены с поперечным сечением, не превышающим по площади 0,1% площади упругого элемента. Такая конструкция металлического сильфона обеспечивает значительное расхождение стенок 8 и 9 плиты в процессе опрессовки конвейерной ленты при сохранении их параллельности. 1 з.п.ф-лы, 5 ил.
{( f И
7 2
574
Фиг. 5
т}$
ГО
Изобретение относится к изготовлению резиновых технических изделий, может быть использовано для вулканизации стыков и ремонтируе а к участко конвейерных лент и является усовершенствованием устройства по авт. св. 856841.
Целью изобретения является повышение надежности устройства в работе при упрощении его изготовления.
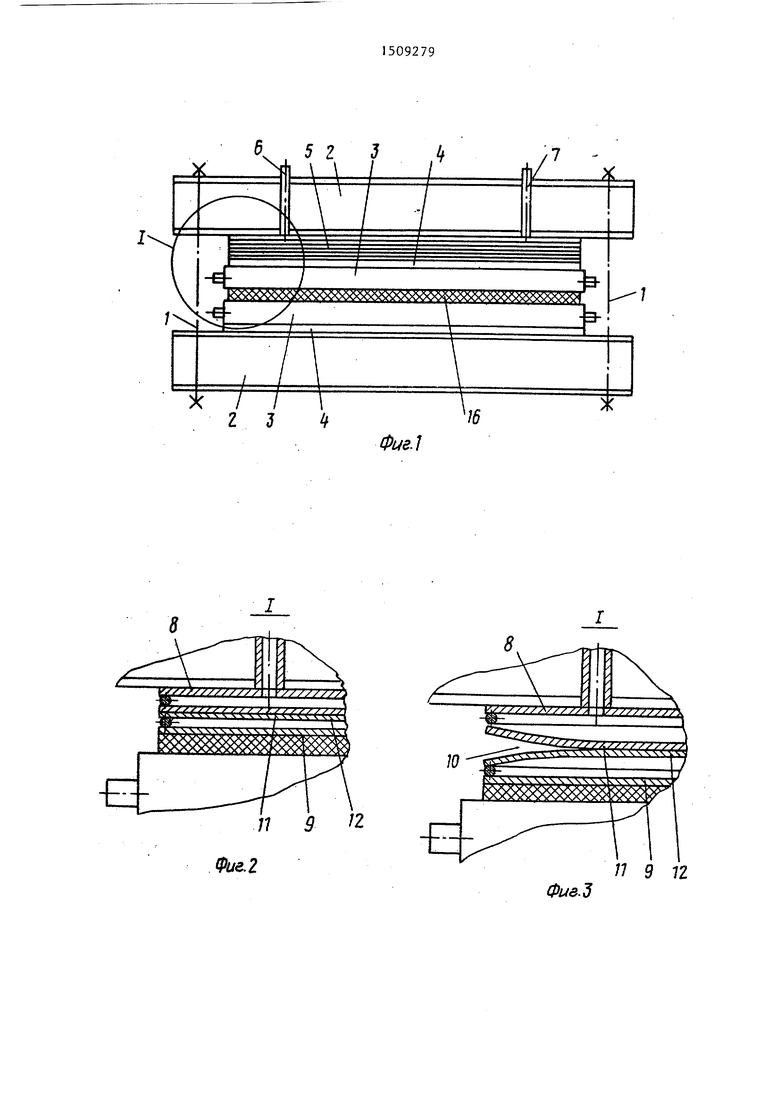
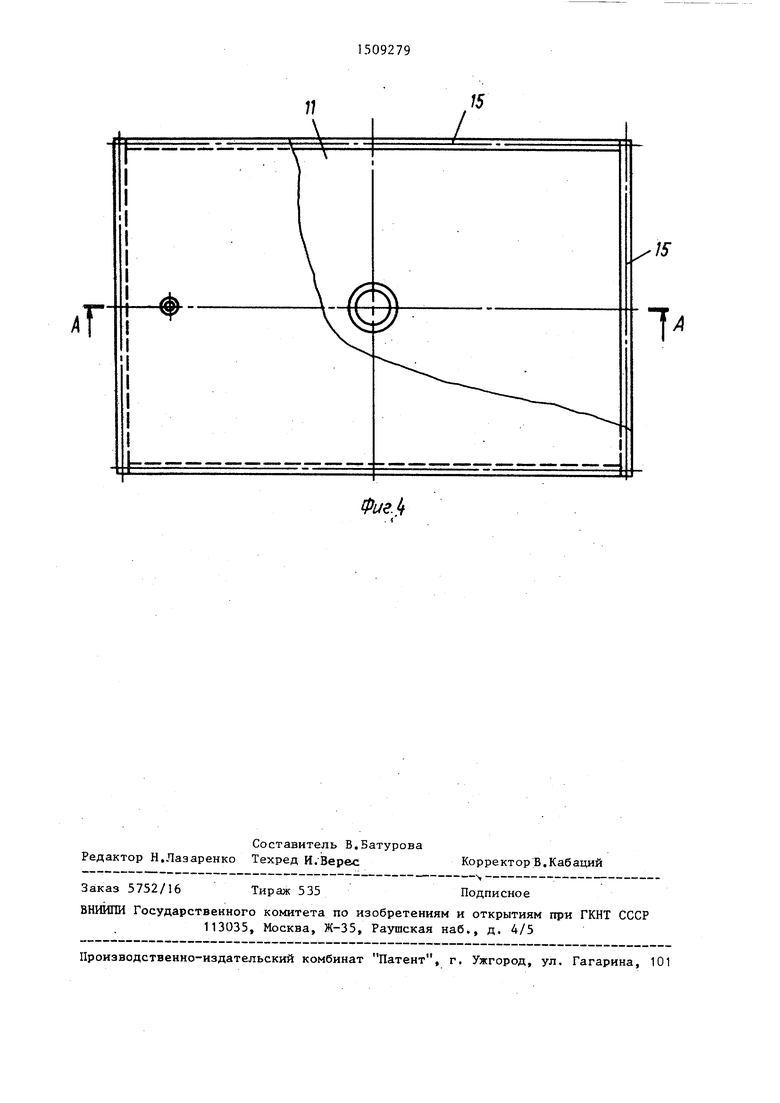
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. I, исходное положение} на фиг. 3 - то же, рабочее по- ложение; на фиг. 4 - прессующая плита, план; на фиг. 5 - разрез А-А на фиг. 4, исходное положение.
Устройство для местной вулканизации дсонвейерных лент содержит соеди- ненные между собой пальцами 1 силовые балки 2, расположенные между ними нагревательные элементы 3, элементы 4 термоизоляции и пресйующую плиту 5, выполненную из тонколисто- вого металла и именицую средства для подачи в ее полость рабочей среды, например патрубки 6 и 7.
Плита 5 имеет верхнюю 8 и нижнюю 9 стенки, связанные между собой по периметру упругим элементом 10 в виде металлического сильфона, направленным вершиной к центру плиты.
Металлический сильфон состоит из пластин 11 и 12 с круглыми отверсти- ями 13 и 14 в центре, соединенных между собой по периметру отверстий, например, сваркой. По периферии пластины 11 и 12 соединены соответственно со стенками 8 и 9 плиты. Круглые отверстия 13 и 14 выполнены с поперечным сечением, не превьшающим по площади 0,1% площади упругого элемента.
Пластины 11 и 12 соединены (сва- рёны) со-стенками плиты через металлические прокладки 15.
Устройство работает следуилцим образом.
Подготовленная к вулканизации кон вейерная лента 16 располагается между нагревательными элементами 3, Балки 2 соединяются пальцами 1 и в полость прессующей плиты 5 через патрубок 6 нагнетается рабочая среда
Наличие прокладок 15 обеспечивает беспрепятственно наполнение рабочей средой внутренней полости прессующей плиты 5. При заполнении полости плиты рабочей средой верхняя 8 и ниняя 9 стенки плоско-параллельно перемещаются друг относительно друга за счет разжатия упругого элемента 1C и через нагревательные плиты 3 оп- рессовывают конвейерную ленту 16.
Рабочая среда при нагнетании оказывает давление на внутреннюю поверхность прессующей плиты. Выполнение упругого элемента 10 из двух пластин с небольшими круглыми отверстиями 12 и 13 в центре обеспечивает значительное расхождение верхней 8 и нижней 9 стенок относительно друг друга (до 30 мм) при сохранении их параллельности. Диаметр меньшего отверстия 14 должен быть не меньше диаметра патрубка 6 для обеспечения нормального заполнения нижней части полости прессующей плиты 5.
Формула изобр.етения
ч/
11 9 /2
Фие.2
Фие.1
Фиа-Ъ
/7 9 и
Фие.
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU856841A1 |
| Солесос | 1922 |
|
SU29A1 |
