20 16 20 I I
(Л
.i
со
ел
оо
Фиг.
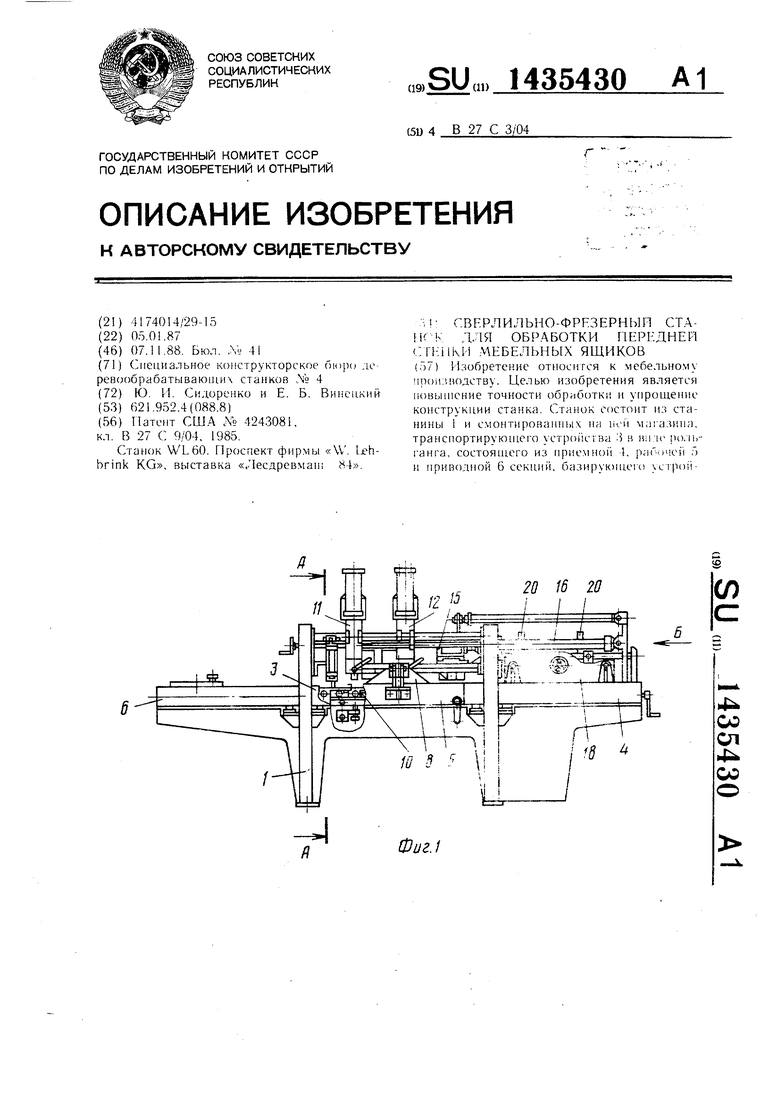
ства, состоящего из поперечного подвижного упора, бокового прижима 8 и опорного стола 10 с окнами, в которых расположены ролики рабочей секции 5. Рабочая секция 5 подпружинена относительно стола 10. В зоне рабочей секции 5 смонтированы сверлильные головки 11, 12 и ojtapHHpHo установленная на каретке 15 фрезерная головка. Магазин снабжен устройством поштучной выдачи, которое, как и магазин, расположено в зоне Приемной секции 4. Магазин имеет вертикальные направляющие планки 20. Из магазина устройством пощтучной выдачи заготовка укладывается на рамки приемной секции 4 и перемещается до поперечного
подвижного упора в зону рабочей секции 5. Привод рольганга отключается, и заготовка прижимается к опорному столу 10, в окна которого на время прижима опускаются ролики рабочей секции 5. Опускается сверлильная головка 11 и производится сверление переднего ряда отверстий. Далее опускается (на шарнире) фрезерная головка и фрезерует продольный паз при перемещении каретки Одновременно с подъемом сверлильной головки 11 опускается сверлильная головка 12 и производится сверление заднего ряда отверстий. Далее процесс зажима пакета и укладки заготовки на ролики приемной секции 4 повторяется. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОЛЬЦЕВЫХ ДЕТАЛЯХ | 1970 |
|
SU282015A1 |
| Многооперационный станок для обработки дверных полотен | 1984 |
|
SU1184674A1 |
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
1
i Изобретение относится к мебельному производству.
i Цель изобретения - повышение точности рбработки заготовки и упрощение конструк- дии станка.
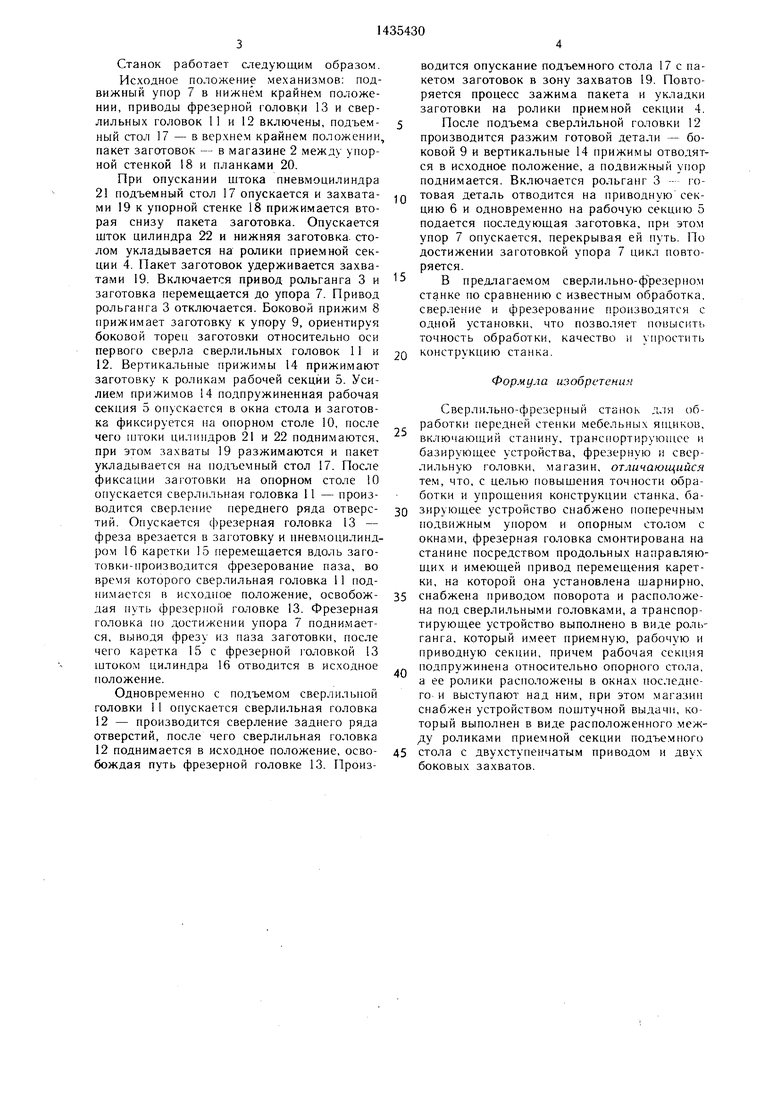
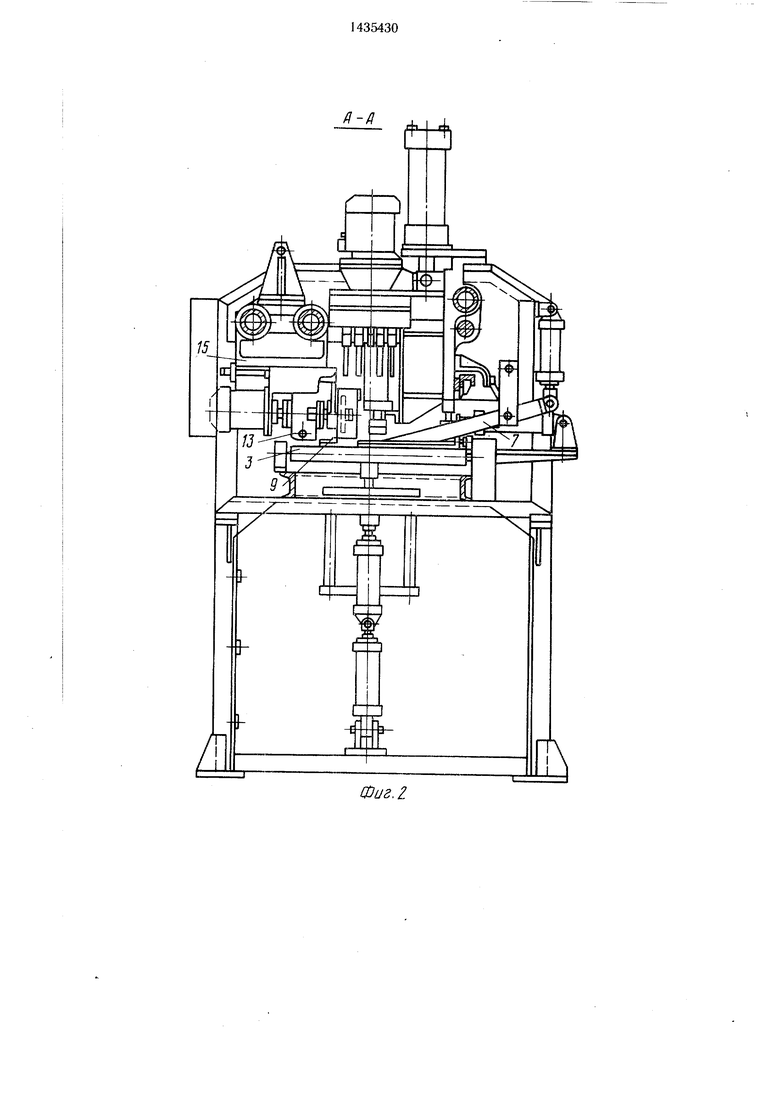
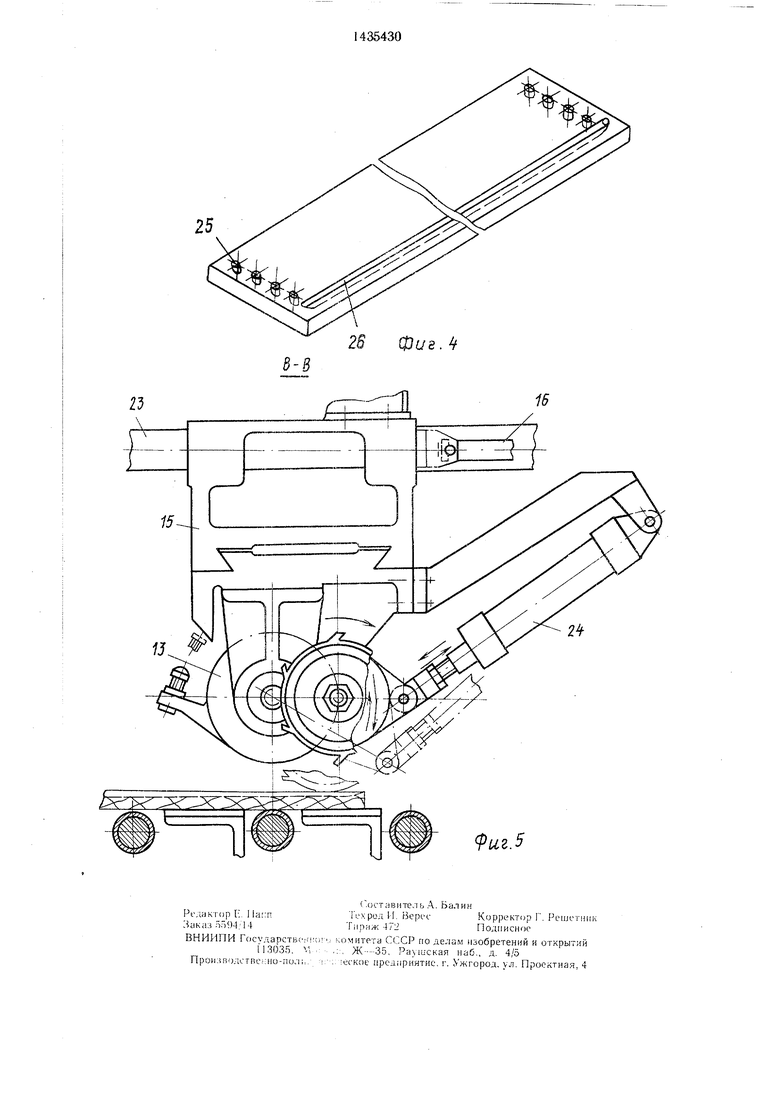
: На фиг. 1 изображен станок, вид сбоку; |на фиг. 2 - разрез А-А на фиг. 1; на 1ФИГ. 3 - вид Б на фиг. 1; на фиг. 4 - обработанная деталь; на фиг. 5 - разрез В-В |на фиг. 3.
i Станок состоит из станины 1 и смонти- |рованных на ней магазина 2, транспортирую- |щего устройства 3, преимущественно роль- |ганга, состоящего из приемной 4, рабочей 5 |И приводной 6 секций, смонтированных в зо- |не рабочей секции 5 базирующего устройст- |ва, состоящего из поперечного подвижного lynopa 7, бокового прижима 8, бокового упо- |ра 9, опорного стола 10, расположенного ни- |же уровня роликов рабочей секции 5, и регулируемых по высоте сверлильных головок Ц и 12 и фрезерной головки 13. Рабочая секция 5 транспортирующего устройства подпружинена относительно стола, имеющего окна для утапливания роликов рабочей секции 5.
Сверлильные головки 11 и 12 смонтиро- ваны вертикально подвижно на каретках, укрепленных на станине 1. Привод их подъема-опускания -. преимущественно пневмо- цилиндры. На каретках сверлильных головок 11 и 12 смонтированы вертикальные прижи- мы 14.
Фрезерная головка 13 щарнирно закреплена на подвижной каретке 15, перемещаемой при фрезеровании и возврате в исходное положение пневмоцилиндром 16 с гидродемпфером. Привод подъема-опускания фрезерной головки 13 - преимущественно
2
пневмоцилиндр. Пневмоцилиндр 16 смонтирован на стойке приемной секции 4.
Магазин 2 снабжен устройством поштучной выдачи, состоящим из подъемного стола 17, упорной стенки 18, закрепленной на приемной секции 4, двух боковых захватов 19 с приводом, закрепленных на приемной секции 4. Магазин 2 снабжен вертикальными направляющи.ми планка.ми 20.
Подъемный стол 17 смонтирован подвижно на раме приемной секции 4 между ее роликами. Привод подъемного стола 17 двухступенчатый и состоит из пневмоцилиндров 21 и 22, смонтированных на станине 1.
Приводы рольганга 3, фрезерной головки 13 и сверлильных головок 12 и 11 - электромеханические, остальных механизмов, совершающих возвратно-поступательное движение - пневматические.
Сверлильные головки расположены выше фрезерной головки, перемещаемой при фрезеровании паза под сверлами. Фрезерная головка расположена на каретке снизу, каретка при фрезеровании паза перемещается по продольным направляющим 23. Шарнирное крепление фрезерной головки 13 предназначено для врезания (ввода и вывода) фрезы в заготовку с помощью цилиндра 24.
Высверливае.мые отверстия 25 предназначены для забивки шкантов, посредством которых передняя стенка соединяется с обечайкой ящика, а фрезеруемый паз 26 - для фиксации днища ящика. Отверстия располагаются от паза на расстоянии 12...30 мм. Это и обуславливает расположение сверлильных и фрезерной головок на двух уровнях.
Станок работает с/тедующим образом.
Исходное положение механизмов: подвижный упор 7 в нижнем крайнем положении, приводы фрезерной головки 13 и сверлильных головок 11 и 12 включены, подъемный стол 17 - в верхнем крайнем положении, пакет заготовок - в магазине 2 между упорной стенкой 18 и планками 20.
При опускании штока пневмоцилиндра 21 подъемный стол 17 опускается и захватами 19 к упорной стенке 18 прижимается вторая снизу пакета заготовка. Опускается шток цилиндра 22 и нижняя заготовка, столом укладывается на ролики приемной секции 4. Пакет заготовок удерживается захватами 19. Включается привод рольганга 3 и заготовка перемещается до упора 7. Привод рольганга 3 отключается. Боковой прижим 8 прижимает заготовку к упору 9, ориентируя боковой торец заготовки относительно оси первого сверла сверлильных головок 11 и 12. Вертикальные прижимы 14 прижи.мают заготовку к роликам рабочей секции 5. Уси- лие.м прижимов 14 подпружиненная рабочая секция 5 опускается в окна стола и заготовка фиксируется на опорном столе 10, после чего штоки цилиндров 21 и 22 поднимаются, при этом захваты 19 разжимаются и пакет укладывается на подъемный стол 17. После фиксации заготовки на опорном столе 10 опускается сверлильная головка 11 - производится сверление переднего ряда отверстий. Опускается фрезерная головка 13 - фреза врезается в заготовку и цневмоцилинд- ром 16 каретки 15 перемещается вдоль заго- товки-производится фрезерование паза, во время которого сверлильная головка 11 поднимается в исходное положение, освобождая путь фрезерной головке 13. Фрезерная головка по достижении упора 7 подни.мает- ся, выводя фрезу из паза заготовки, после чего каретка 15 с фрезерной головкой 13 штоком цилиндра 16 отводится в исходное положение.
Одновременно с подъемом сверлильной головки 1 1 опускается сверлильная головка 12 - производится сверление заднего ряда отверстий, после чего сверлильная головка 12 поднимается в исходное положение, освобождая путь фрезерной головке 13. Производится опускание подъемного стола 17 с пакетом заготовок в зону захватов 19. Повторяется процесс зажима пакета и укладки заготовки на ролики приемной секции 4.
После подъема сверлильной головки 12 производится разжим готовой детали - боковой 9 и вертикальные 14 прижимы отводятся в исходное положение, а подвижн-ый упор поднимается. Включается рольганг 3 готовая деталь отводится на приводную секцию 6 и одновременно на рабочую секцию 5 подается последующая заготовка, при этом упор 7 опускается, перекрывая ей путь. По достижении заготовкой упора 7 цикл повторяется.
В предлагаемом сверлильно-ф резерном
станке по сравнению с известным обработка, сверление и фрезерование производятся с одной установки, что позволяет повысить точность обработки, качество и упростить
конструкцию станка.
Формула изобретения
Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков, включающий станину, транспортирующее и базирующее устройства, фрезерную и сверлильную головки, магазин, отличающийся тем, что, с целью повышения точности обработки и упрошения конструкции станка, базирующее устройство снабжено поперечным подвижны.м упором и опорным столом с окна.ми, фрезерная головка смонтирована на станине посредством продольных направляю- ц;их и имеющей привод перемещения каретки, на которой она установлена шарнирно,
снабжена приводом поворота и расположена под сверлильными головками, а транспортирующее устройство выполнено в виде рольганга, который имеет приемную, рабочую и приводную секции, причем рабочая секция подпружинена относительно опорного стола, а ее ролики расположены в окнах последнего и выступают над ним, при этом магазин снабжен устройством поштучной выдачи, который выполнен в виде расположенного .между роликами приемной секции подъемного
стола с двухступенчатым приводом и двух боковых захватов.
ff-Д
Фиг. г
Bi/д Б
Фиг. 5
26 фиг Л
1Ъ
fj
--п
9и,г.5
| Патент США Л 4243081, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Проспект фир.мы «W | |||
| ish- brink KG, выставка «Лесдревман 84 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целью изобретения является повышение точности обработки и упрощение конструкции станка | |||
| Станок состоит из станины I и смонтироЕкшны.ч на lioii магазина, транснортирующего устроГкчва 3 в иило ю.и,- ганга, состоящего из приемной 4, paT OMcii 5 и приводной 6 секций, базирукицек ycipoii | |||
