Известные приспособления ДЛЯ сверлсния без разметки с использованием ходовых или микрометрических винтов не обеспечивают устранения возможных зазоров между опорными поверхностями ходовых винтов и червяков.
Описываемое приспособление отличается повышенной точностью сверления, что обеспечивается применением закрепляющих устройств, которые устраняют возможлые зазоры между опорными поверхностями червяков и ходовых винтов. Приспособление пригодно для серийного производства.
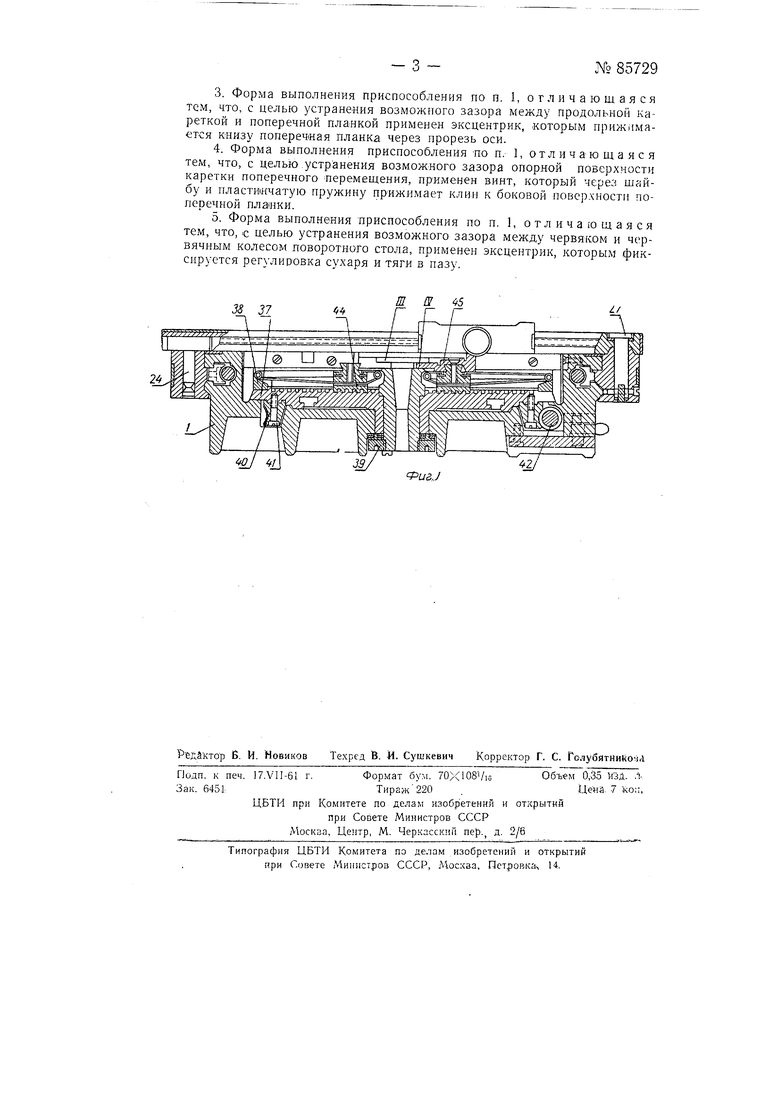
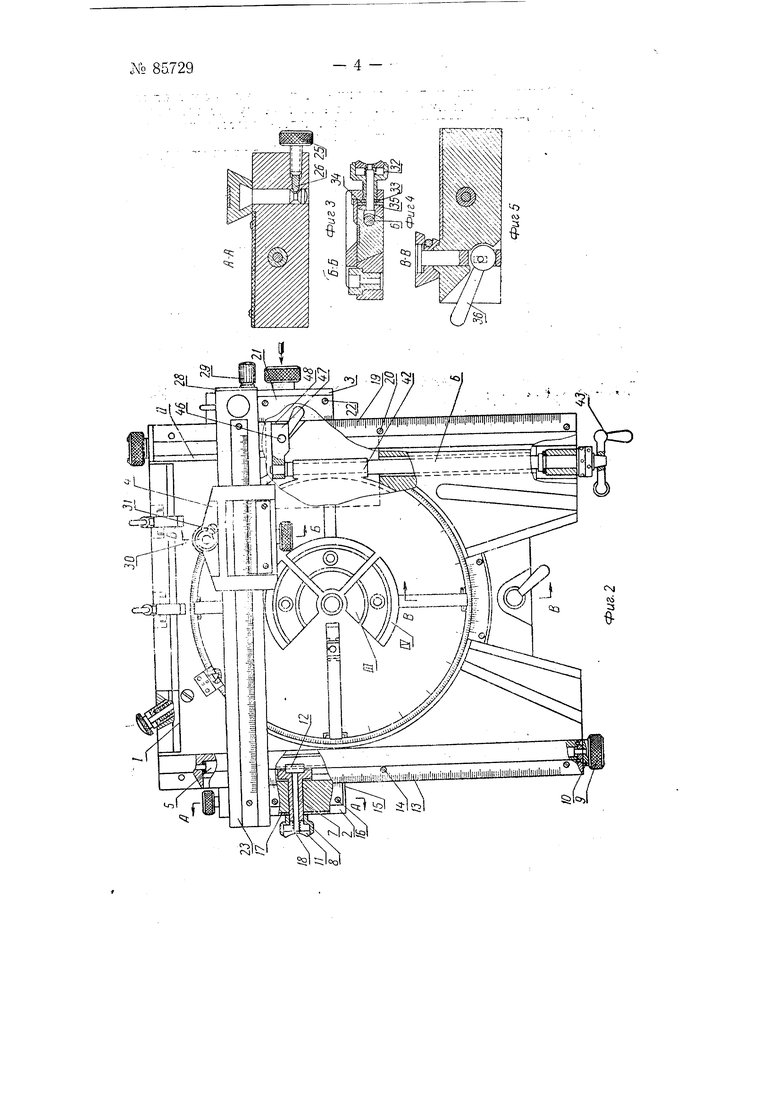
На фиг. 1 приспособление изображено в продольном разрезе; на фиг. 2 - вид его в плане; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 2; на фиг. 5 - разрез по В-В на фиг. 2.
На основании / приспособления в заданном положении крепятся три подвижные каретки 2, 3, 4, перемещаемые по направляющим с помощью ходовых винтов 5 и 6. Каретки 2 и 3 имеют продольное, а каретка 4 поперечное перемещение. Каретка 2 соединяется с ослованиел / с помощью пустотелого болта 7, на резьбовую часть которого навинче,;а гайка 8, крепящая каретку 2 в заданном положении. Каретка 2 устг,на: ливается вначале от руки, а затем доводится ручкой 9, насаженной т;а конец ходового винта 5 и скрепленной с ним посредством вин га ЛО. Нри доводке каретки одновременно с вращением ручки 9 нажимают иа кнопку //, навинченную на прижим 12, который через пустотелый болт 7 поремещается к ходовому винту 5, обеспечивая зацепление с карешой -2 г помощью имеющейся на головке прижима }2 внутренней резьбовой нарезки.
Отсчет при установке и доводке каретки на заданный раз.мер ведется по щкале 13, прикрепленной винтами 14 к оонованию /, и при немо- щи нониуса 15, прикрепленного .винтами 16 к каретке 2.
Для устранения появляющейся слабины в ходе каретки..2 при воз-, можном отвинчивании гайки 8, между торцом этой гайки и каре.гкой ус-, танавлиаается. пластинчатая пружина 17, насаженная на бол г 7. .
3.Форма выполнения приспособления по п. 1, огличаюшаяся тем, что, с целью устранения возможного зазора между продольной кареткой и поперечной планкой применен эксцентрик, которым приЖ|Шается книзу поперечная планка через прорезь оси.
4.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью .устранения возможного зазора опорной поверхности каретки поперечного перемещения, применен винт, который через шайбу и пласти1нчатую пружину прижимает клин к боковой поверхности поперечной планки.
5.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью устранения возможного зазора между червяком и червячным колесом поворотного стола, применен эксцентрик, которым фиксируется регулировка сухаря и тяги в пазу. 3S 37 Ш Ш 5 Г f Г Фиг,. .
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНЫЙ ШТАМП ДЛЯ ОБСЕЧКИ УГЛОВ | 1949 |
|
SU85349A1 |
| Настольные ручные рычажные ножницы | 1949 |
|
SU87535A1 |
| Станок для обмотки якорей электрических машин | 1956 |
|
SU107470A1 |
| Полуавтомат для обработки роторов микроэлектродвигателей | 1960 |
|
SU140906A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Делительная машина | 1928 |
|
SU15016A1 |
| РУБАНОК | 1992 |
|
RU2066632C1 |
| Устройство для репозиции и фиксации костных отломков | 1988 |
|
SU1581301A1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ БОРТОВ ФОРМЫ | 1991 |
|
RU2020062C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |