(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (ЖРД) | 2019 |
|
RU2731688C1 |
| Способ пайки титановых сплавов | 1981 |
|
SU1013074A1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Способ контактно-реактивной пайки титановых сплавов | 1986 |
|
SU1368122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки деталей из титана и егоСплАВОВ | 1978 |
|
SU804268A1 |
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
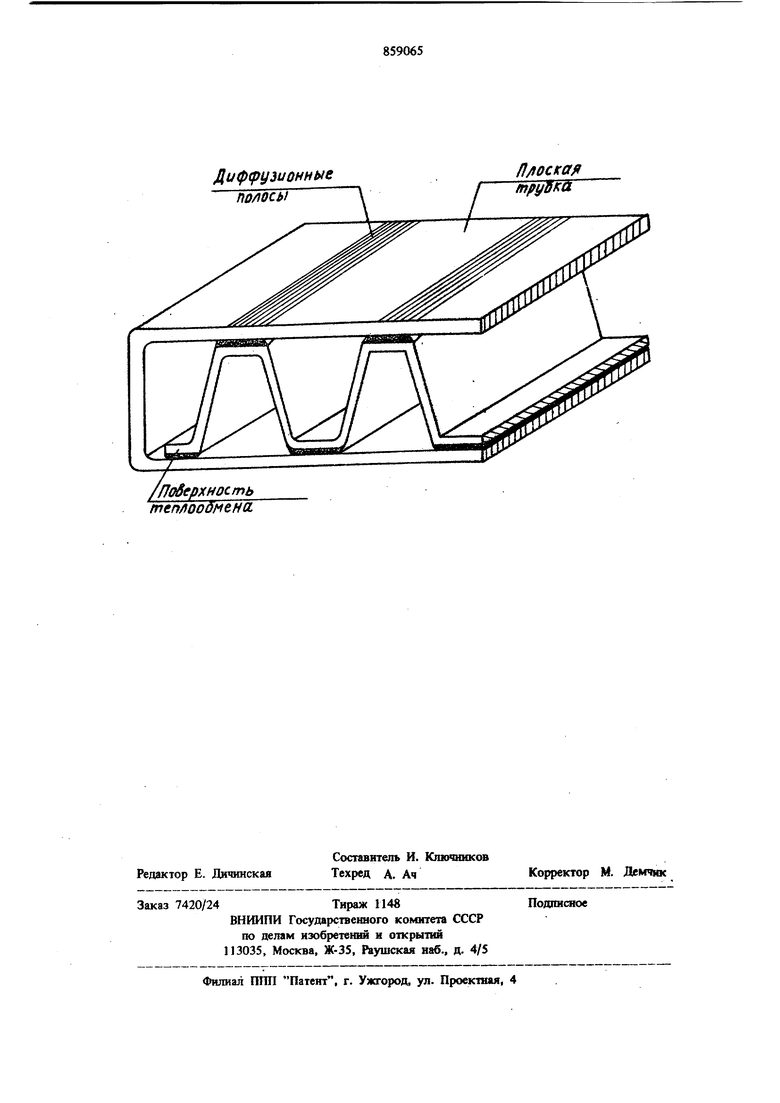
Изобретение относится к изготовлению паяных тонкостенных титановых изделий, преймущественно теплоо6меш«.1Х аппаратов, применяемых в машиностроении, авиацнонной промы ленности , радиопромышленности и лр. В настоящее время изготовление многосж |Ь{ых пластинчаторебристых тешюобменников иэ различных материалов производится за один Щ1КЛ нагрева f1. Известен также способ изготовления мно гослсжных тонкостенных изделий из титановых сплавов. Преимущественно пластинчаторебристых теплообменников, при котором осуществляют предварительную контактно-реактивi ro пайку гофрированных пластин к внутренним стенкам трубок, сборку полученных элемен тов с ДРУ1-НМИ деталями теплообменника с последующим их соединением 2. Контроль качества паяных соединений осуществляется путем гидроиспытаннй за счет создания избыточного давления в одной из полостей теплообменника. Наличие непропаев в одной из полостей приводит к раздутию теплообменника и он становится непригодным для эксплуатации. Небольщие непропаи в процессе гидронспытаний не выявляются и могут вскрыться в процессе эксплуатагшн, приводя к нежелательным последсгм1ям. Все это зна«1тельно снижает надежность изделия, особенно при работе в условиях тряски, урлроя, вибрашш и др. Цель изобретеюм - повыщение качества паяного соединения и обеспечение его контроля. Поставленная цель достигается тем, что в . способе изготовления многослойных тонкостенных изделий из титановых сплавов, преимуществеию пластинчато-ребристых теплообменников, контактно-реактивную пайку прово дят до получения диффузиоиных зон на обратной стороне щва. На первом зтапе изготовления татанового пластинчато-ребристого теплообмеиника с плоскими трубками введена операция гарантированного контроля одних полостей за счет выполнения их методом контактно-реактивной диффузионной пайки, например через медное покрытие. Контроль непропаев осуществляется по диффузионным полосам, образуемым в месте контакта трубки с поверхностью теплообменной на обратной от паяного шва стороне. В результате этого фактора устанавливается вазможность контроля непропаев полостей до пайки в собранном виде, что значительно повышает надежность изделий. Возникновение диффузионных полос объясня ется выбором режимов контактно-реактивной диффузионной пайки, обеспечивающих сквозную диффузию, например меди, входящей в припой, который образуется при контактном плавлении. Введение контроля качества пайки по диффу зионным полосам разделяет технологический про цесс пайки на два зтапа. Более простая форма отдельных деталей позволяет применять для их изготовле1шя групповую пайку, что повышает производительность. На чертеже показан спаянный элемент много слойного пластинчато-ребристого теплообменника на котором видны диффузионные полосы. Способ изготовления титанового пластинчато ребристого теплообменника состоит из следующ операций. Этап I. Обезжиривание паяных изделий с пр тиркой. Нанесение медного покрытия на вершины гофр жидкостной полости методом термовакуумного испарения и конденсации меди на вершины гофр. .Впадины гофр экранируются от напыле1шя мепи. Сборка одних полостей, например жидкостных, в специальном приспособлении. Соединение одних полостей, например жидкостных, методом контактно-реактивной диффузионной пайки в приспособлении, обеспечивающем сжимающее давление 0,4 кгсм/см в вакуумной печи при остаточном давлении не выше 5-10 мм рт. ст. При пайке используются защитные экраны в виде негерметнзированных коробок из титана. Режим пайки для сплава BTl-0:t 9504 10C, вьщержка 1 ч. Этап II. Визуальный контроль одних полостей, например, жидкостных, по диффузионным полосам. Полости, в которых имеются нарушения диффузионных полос отбраковьшаются. В сопоставлении с известным способом изготовления в данном случае исключается брак по непропаям. Соединение изготовленных полостей и остальiftix элементов между собой, например капиллярной пайкой, с использованием припоя ВПр16. Режим пайки для титана ВТ 1-0 и сплава OT-4:t 920±10°C, время выдержки 15-30 мин. Использование предлагаемого способа изготовления тонкостенных титановых изделий обеотечивает надежный контроль паяных соединений, что повышает надежность и долговечность изделий, а также способствует интенсификации теплообмена многослойных пластинчаторебристых теплообменников. , Предлагаемый способ позволяет исключить брак готовых изделий, вьивленный гидроиспытаниями. Формула изобретения Способ изготовления многослойных тонкостенных изделий из титановых сплавов, преимущественно пластинчато-ребристых теплообменш ков, при котором осуществляют предварительную контактно-реактивную пайку гофрирсжанных пластин к внутренним стенкам трубок, сборку полученных элементов с другими деталями теплообменника с последующим их соединением, отличающийся тем, что, с целью повыше1шя качества паяного соединения и обеспечения его контроля, контактно-реактивную пайку проводят до получения диффузионных зон на обрц-тоК стороне шва. Источники информации, принятые во внимание при экспертизе 1.Metal Progress, 1972, 102, № 3, P. 61,64. 2.Исследование возможности применения титана в паяных конструк10{ях и разработка рекомендаций по изготовлению пластинчаторебристых теплообменников. - Технический отчет Тольяттинского политехнического института, 1975 (прототип). Дифд узионн1 1е /По6ер)(ность теплооймена. n/iocKafi m/fyOKu
