(54) УСТЮЙСТВО ДЛЯ УПЮЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ С ОТВЕРСТИЯМИ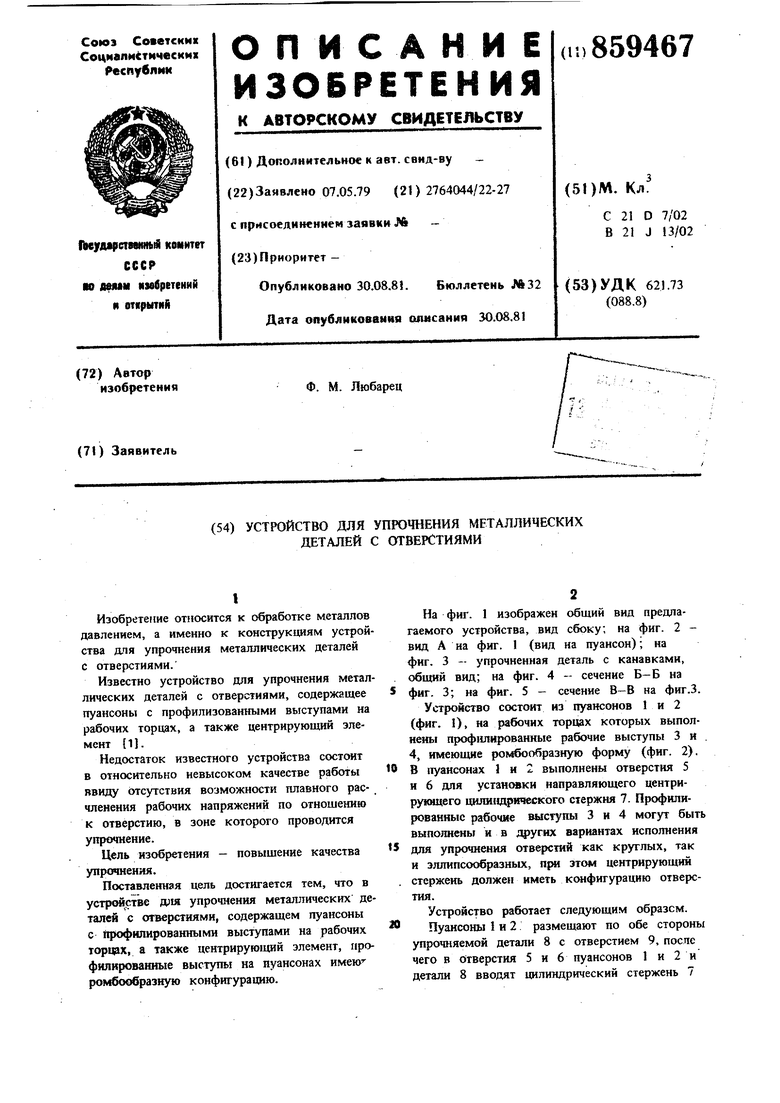
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ получения соединения детали со стержнем | 1991 |
|
SU1812345A1 |
| Способ соединения деталей | 1988 |
|
SU1715468A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| Устройство для упрочнения поверхности отверстия в деталях | 1979 |
|
SU889221A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| Устройство для упрочняющей обработки деталей с отверстиями | 1979 |
|
SU899686A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
I
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройства для упрочнения металлических деталей с отверстиями.
Известно устройство для упрочнения металлических деталей с отверстиями, содержащее пуансоны с профилизованными выступами на рабочих торцах, а также центрирующий элемент {1 .
Недостаток известного устройства состоит в относительно невысоком качестве работы ввиду отсутствия возможности плавного расчленения рабочих напряжений по отношению к отверстию, в зоне которого проводится упрочнение.
Цель изобретения - повышение качества упрочнения.
Поставленная цель достигается тем, что в устройстве для упрочнения металлических деталей с отверстиями, содержащем пуансоны с профилированными выступами на рабочих торцах, а также центрирующий элемент, профилированные выступы на пуансонах имею ромбообразную конфигурацию.
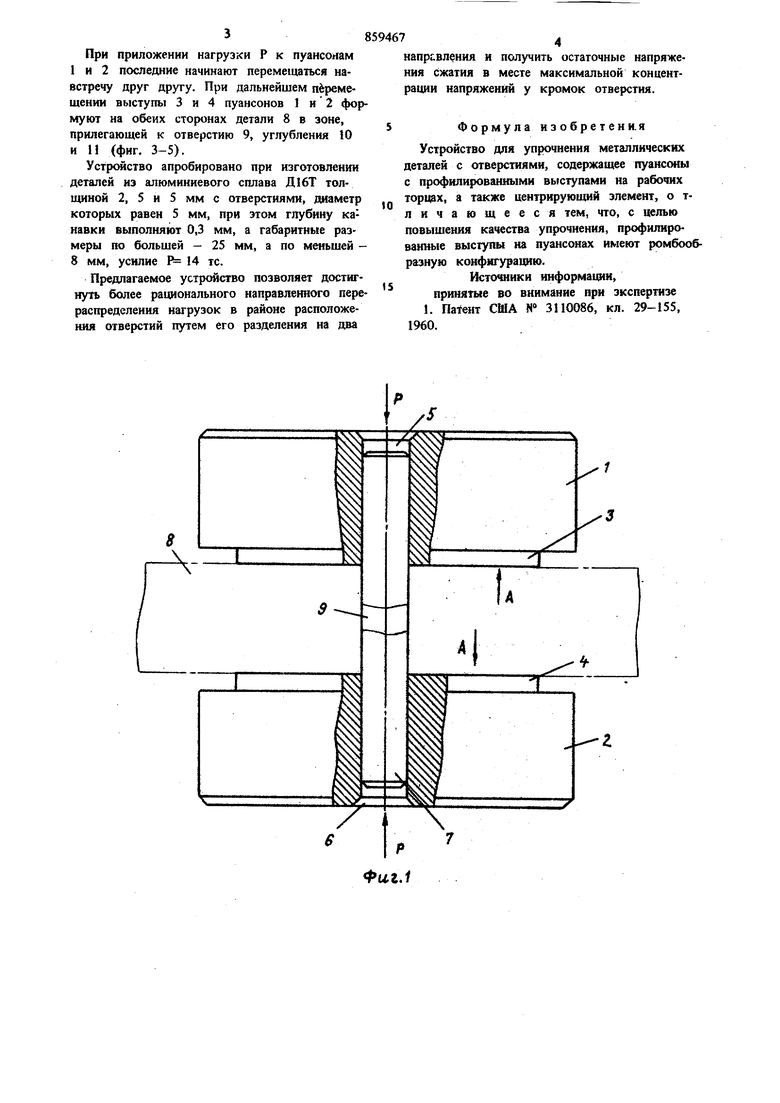
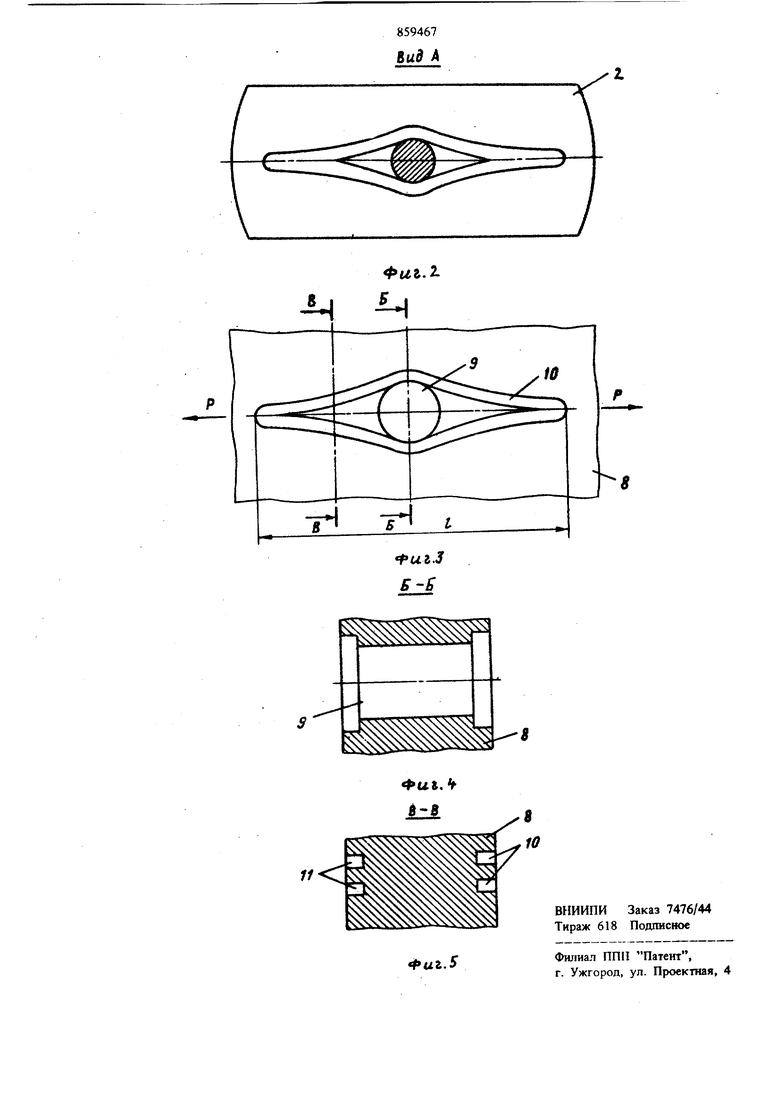
На фиг. 1 изображен общий вид предлагаемого устройства, вид сбоку; на фиг. 2 вид А на фиг. 1 (вид на пуансон); на фиг. 3 - упрочненная деталь с канавками, общий вид; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг.З.
Устройство состоит из пуансонов 1 и 2 (фиг. 1), на рабочих торцах которых выполнены профилированные рабочие выступы 3 и 4, имеющие ромбообразную форму (фиг. 2). В пуансонах и 2 выполнены отверстия 5 и 6 для устансжки направляющего центрирующего цилкндрического стержня 7. Профилированные рабочие выступы 3 и 4 могут быть выполнены и в щ)угих вариантах исполнення для упрочнения отверстий как круглых, так и эллипсообразных, п{ж этом центрирующий . стержень должен иметь ксжфигурацию отверстия.
Устройство работает следующим образсм.
Пуансоны 1 и 2 размещают по обе стороны упрочняемой детали 8 с отверстием 9, после чего в отверстия 5 и 6 пуансонов 1 и 2 и детали 8 вводят цилиндрический стержень 7
При приложении нагрузки Р к пуаисонам 1 и 2 последиие начинают перемещаться навстречу друг другу. При дальнейшем пёремешении выступы 3 и 4 пуансонов 1 и 2 формуют на обеих сторонах детали 8 в зоне, прилегающей к отверстию 9, углубления 10 и П (фиг. 3-5).
Устройство апробировано при изготовлении деталей из алюминиевого сплава Д16Т толщиной 2, 5 и 5 мм с отверстиями, диаметр которых равен 5 мм, при этом глубину канавки выполняют 0,3 мм, а габаритные размеры по большей - 25 мм, а по меньшей 8 мм, усилие Р 4 тс.
Предлагаемое устройство позволяет достигнуть более рационального направленного перераспределения нагрузок в районе расположения отверстий путем его разделения на два
направления и получить остаточные напряжения сжатия в месте максимальной концентраш1И напряжений у кромок отверстия.
Формула изобретен и. я
Устройство для упрочнения металлических деталей с отверстиями, содержащее пуансоны с профилированными выступами на рабочих торцах, а также центрирующий злемент, о тличающееся тем, что, с целью повышения качества упрочнения, профилированные выступы на пуансонах имеют ромбооразную конфигурацию.
Источники информадаи, принятые во внимание при зкспертизе . Патент США N 3110086, кл. 29-155, 1960.
