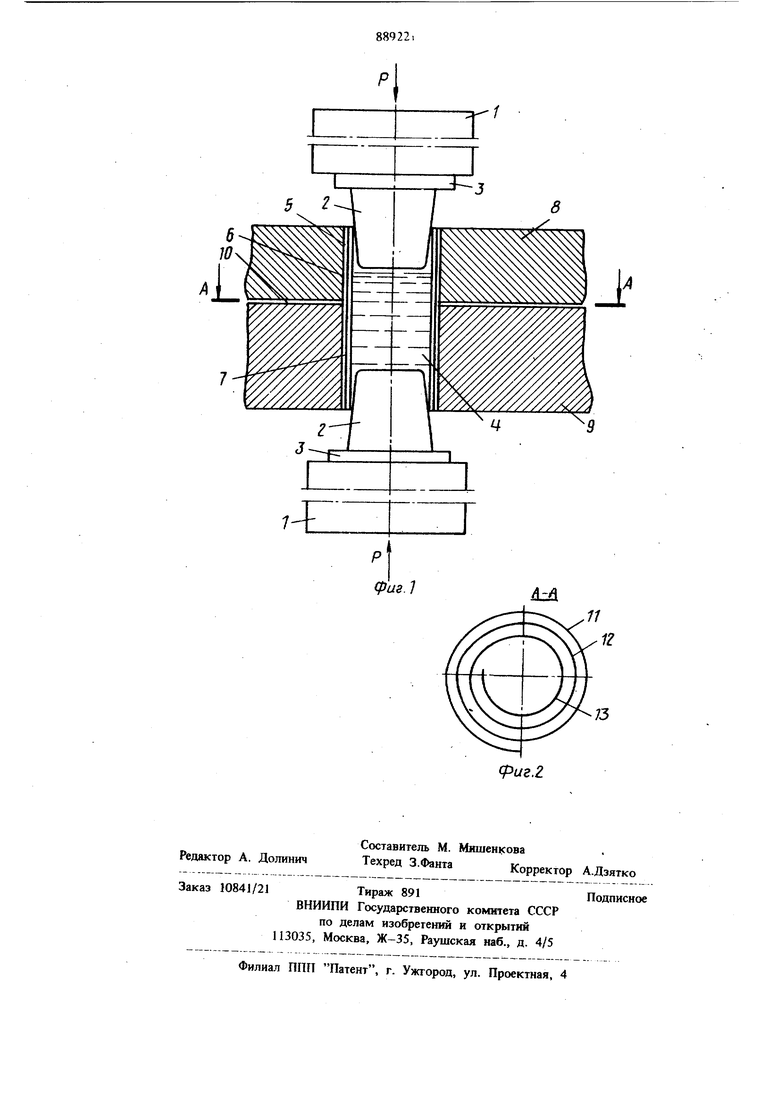
11, 12 и 13 показаны с зазором между ними) Втулка 5 необходима для того, чтобы жидкость не вытекала из упрочняемых отверстий в зазор 10 в процессе упрочнения. Устройство работает следующим образом. В деталях 8 и 9 образуют отверстия 6 и 7 соосно друг относительно друга. После этого в отверстия 6 и 7 вставляют втулку 5, длина которой равна толщине пакета, т.е. суммарной толщине деталей 8 и 9. Снизу во втулку 5 вставляют пуансон 1. После установки нижнего пуансона 1 во втулку 5 помещают заполнитель 4, и втулку 5 закрывают сверху вторым пуансоном 1. Путем приложения к пуансонам 1 двух усилий Р, которые направлены навстречу друг другу, они перемещаются. Объем между рабочими участками 2 уменьщается и жидкость 4 сжимается. Давление жидкости раздает втулку 5, а затем и ма териал деталей 8 и 9 в районе отверстий, что приводит к упрочнению. В конце хода пуансонов 1 выступы, 3 обжимают материал в районе фасок, что обеспечивает упрочнение детали не только по внутренней поверхности отверстия, но и в районе наружных фасок. Упрочнение внутренних фасок происходит путем обжатия их втулкой 5, материал которой затекает в зазор 10. Если зазора нет, то в про цессе раздачи отверстия материал стремится подняться выще контура (плоскости) соприкосновения с контуром противоположной детали, что приводит к взаимному упрочнению BiiyTpcHHHX фасок отверстий 6 и 7 деталей 8 и 9. Выполнив упрочнение, пуансоны 1 извле кают из втулки 5, а втулку 5 удаляют из отверстия путем закручивания полоски внутри образованной ею внутренней полости. В процессе такого закрзчивання втулка 5 уменьщается в диаметре, что обеспечивает свободное удаление ее из отверстия. На зтом процесс 14 упрочнения собранных в пакет деталей 8 и 9 заканчивают. При необходимости отверстия калибруют и в него вводят крепежный элемент. В качестве источника рабочего давления возможно использование не только пуансонов, но и электрогидравлического разряда или взрыва. Пример. Упрочнение вьщолняют на деталях из В93Т толщиной 28 мм. Усилие обжатия Р 25 тс,, в качестве заполнителя ис- , пользуют масло МС-20. Втулка изготовлена из -фольги марки АМТ-2Н толщиной 0,03 мм. Толщина стенки втулки составляет 0,25 мм. Диаметры втулки: наружный 12 мм, внутренНИИ 11,5 мм. В процессе упрочнения диаметр упрочняемого отверстия увеличивается с 12 мм до 12,17-12,19 мм, что достаточно для упрочнения. Эффективность изобретения состоит в возможности выполнения процесса упрочнения поверхности отверстия деталей, собранных в пакет, а также в возможности повторного использования втулки. Формула изобретения Устройство для упрочнения поверхности отверстия в деталях, содержащее втулку с рабочей средой, помещаемую в обрабатываемое отверстие, и источник создания давления в среде, отличающееся тем, что, с целью упрощения извлечения втулки из отверстия готового изделия и повыщения качества последнего, втулка выполнена в виде многослойной спирали. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3566662, кл. В 21 D 39/06, 1971 .(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения отверстий в металлических деталях | 1990 |
|
SU1801050A3 |
| Способ установки втулки в охватывающую деталь | 1991 |
|
SU1773661A1 |
| Способ изготовления комбинированных полусердечников магнитных головок | 1988 |
|
SU1737505A1 |
| Устройство для упрочнения металлических деталей с отверстиями | 1979 |
|
SU859467A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1980 |
|
SU996176A2 |
| Способ клепки | 1990 |
|
SU1766571A1 |