Изобретение относится к обработке металлов давлением и может быть использовано во всех отраслях народного хозяйства, где требуется обеспечить соединение цилиндрического стержня с деталью произвольного поперечного сечения.
Целью изобретения является повышение надежности и качества крепления стрежней из пластичного материала.
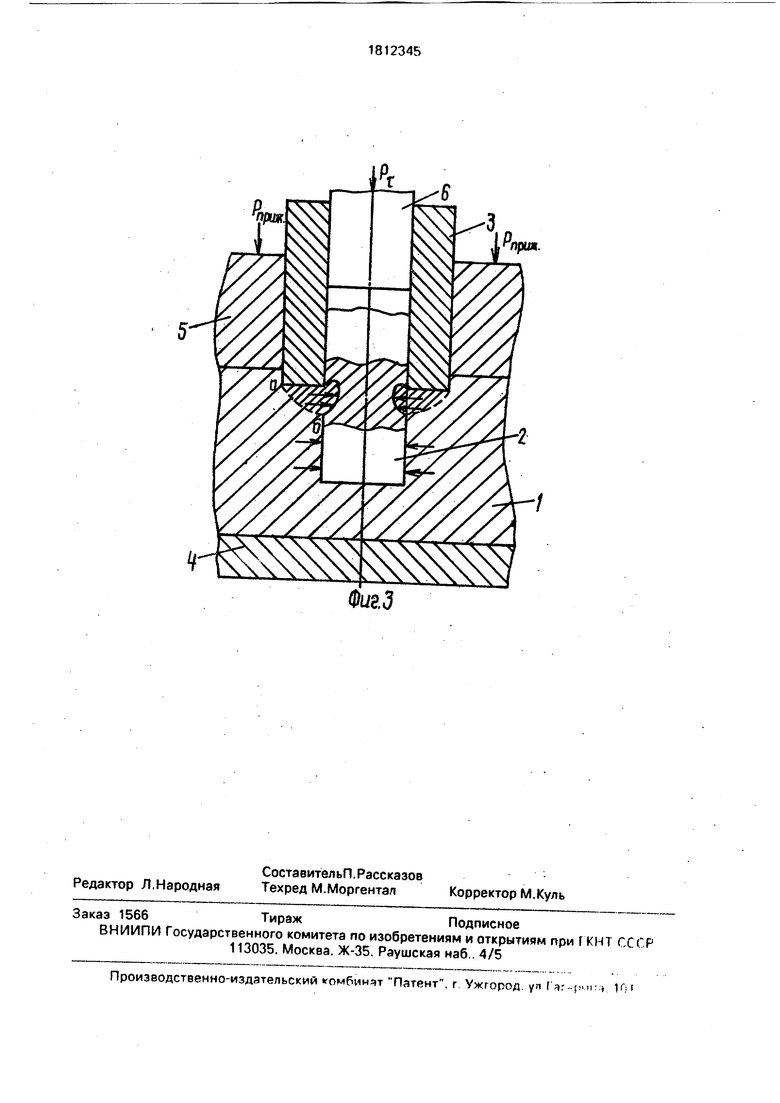
На фиг. 1 гхэказанц исходное положение штамповой оснастки перед осуществлением процесса соединения детали со стержнем; на фиг. 2 - стадия заполнения канавки материалом детали; на фиг. 3 - стадия приложения к стержню осевого усилия до пластического деформирования его материала в зоне канавки.
В металлической детали 1 посредством сверления выполняют глухую полость геометрическими размерами: глубиной h, диаметром do. далее в глухую полость детали с минимальным зазором устанавливают цилиндрический стержень 2 с кольцевой канавкой.
Цилиндрический стержень имеет следующие геометрические размеры: длину Н, диаметр do. радиус кольцевой канавки г. Причем кольцевая канавка расположена на расстоянии hi от заглубляемого торца цилиндрического стержня 2. Следует подчеркнуть, что глубина глухой полости h превышает расстояние hi. Затем на выступающую часть стержня 2 размещают втулочный пуансон 3 с внешним диаметром D и
00
ю ы
ел
производят фиксацию детали 1 на плите 4 с усилием Рприж с помощью прижима 5 (фиг,
1)
Реализация способа получения соединения детали со стержнем осуществляется следующим образом.
При воздействии импульсным усилием Ргна втулочный пуансон 3 имеет место пластическое сжатие материала детали 1. В результате обеспечивается пластическое течение материала детали 1 в свободный объем кольцевой канавки цилиндрического стержня 2 (фиг. 2). На завершающей стадии заполнения свободного объема кольцевой канавки формируется упрочненная поверхность с образующей аб, Причем объем материала детали 1- на толщине (h - hi) и диаметром D в пределе равен половине свободного объема кольцевой канавки на цилиндрическом стержне 2. Из последнего условия и определяется глубина глухой полости в детали:
h hi +
0.58 -Л( г)2 п2 - н2
U , Go
Таким образом, на завершающей стадии пластического сжатия материала детали на контактируемых поверхностях цилиндрического стержня с деталью будут имеет место контактные давления, что и обеспечит повышение надежности и качество крепления. Степень же заполнения .свободного объема кольцевой канавки легко контролируется.
Затем производят упрочнение материала цилиндрического стержня по местоположению кольцевой канавки.
Для этого в отверстие втулочного пуансона 3 устанавливают цилиндрический пуансон б.
Воздействуя импульсным усилием Ргна торец цилиндрического пуансона 6 обеспечивают его перемещение в направлении детали 1 (фиг. 3). В результате имеет место пластическое сжатие материала цилиндрического стержня 2, что, с одной стороны, приводит к увеличению его поперечного сечения в области кольцевой канавки и упрочнению материала стержня 2, а, с другой стороны, вызывает увеличение толщины выдавленного слоя материала детали 1. Последнее обуславливает полное гарантированное заполнение свободного объема кольцевой канавки цилиндрического стержня 2 (фиг. 3).
Способ прошел опытно-промышленную проверку при получении соединения цилиндрического стержня из стали 12Х18Н10Т с деталью из стали 12Х18НЮТ. Глухая полость имела глубину - 2,0 мм, диаметр - J.O мм. Цилиндрический стержень имел диаметр - 3,0 мм, длину - 4,0 мм; диаметр кольцевой канавки -.1,0 мм. Ось кольцевой
канавки отстояла от заглубляемого торца Стержня на расстоянии - 1,72 мм.
Технологическая оснастка изготавливалась из стали У8А по 7-му квалитету точности.
В качестве энергопривода использовалась установка МИУ-10 с метаемым ударником массой 450 г при энергии разряда установки в 2,0 кДж.
Характер заполнения свободного объема кольцевой канавки на цилиндрическом стержне материалом детали изучался на металлографических шлифах. А наличиеупроч- нения материалов детали и стержня исследовали замерами ммкротвердости на
приборе ПМТ-3. Повышение микротвердости в исследуемых областях составляло в среднем 18-23%;
Способ получения соединения детали со стрежнем по сравнению с прототипом
эффективен поскольку обеспечивает качественное заполнение свободного объема кольцевой канавки на цилиндрическом стержне, причем легко контролируемое; повышает прочностные характеристики цилиндрического Стрежня по местоположению кольцевой канавкиготсутствуют какие- либо растягивающие усилия на поверхности кольцевой канавки цилиндрического стержня, что устраняет его нерегламентируемое
растяжение; имеет место упрочнение материала детали по периметру цилиндрического стержня, что повышает, надежность и качество крепления стержней из пластичного материала при относительно неглубоких
глухих полостях.
Формула изобретения
Способ получения соединения детали со стержнем, при котором в детали выполняют полость, в которую устанавливают цилиндрический стержень с кольцевой канавкой и осуществляют фиксацию последнего путем приложения осевого усилия к детали по периметру глухой полости до пластического деформирования ее материала и заполнения им кольцевой канавки стержня, отличающийся тем, что, с целью повышения надежности и качества крепления стержней из пластичного материала, полость в детали выполняют глухой, стержень устанавливаютс упором в его дно, заполнение канавки материалом детали осуществляют не более, чем на половину его объема, после чего к стержню прм -лядыг-а, ™
j
no
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования заклепочного соединения | 1990 |
|
SU1712055A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| Способ соединения листов | 1989 |
|
SU1696080A1 |
| Способ изготовления полутрубчатых заклепок | 1991 |
|
SU1787645A1 |
| Способ изготовления заклепок | 1991 |
|
SU1780916A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ получения отверстий | 1991 |
|
SU1784361A1 |

Использование: в отраслях народного хозяйства, где требуется обеспечить соединение цилиндрического стрежня с деталью произвольного сечения. Сущность изобретения: в детали образуют глухую полость, устанавливают в нее цилиндрический стержень с кольцевой канавкой. Фиксацию цилиндрического стержня в глухой полости осуществляют путем осевого пластического сжатия материала детали по периметру глухой полости с обеспечением заполнения им кольцевой канавки. При этом производят заполнение не более половины объема кольцевой канавки цилиндрического стержня. Затем осуществляют пластическое деформирование материала цилиндрического стержня до полного контакта с деформированной поверхностью детали путем приложения осевого усилия к стержню. 3 ил.
&ve.Z
Фиг,3
| Абибов А.А | |||
| и др | |||
| Технология самолетостроения | |||
| М.: Машиностроение, 1982, с | |||
| Рабочее колесо паровой турбины | 1922 |
|
SU551A1 |
| Орлов П.И | |||
| Основы конструирования | |||
| М.: Машиностроение, 1972, с 210, рис | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
