1
Предлагаемое устройство относится к области сварки и предназначено для сварки неповоротных стыков труб.
Известен автомат 1 для сварки неповоротных стыков труб. Этот автомат обес- 5 печивает сварку стыков неповоротных труб в среде инертного газа на постоянном токе прямой полярности. Он имеет сварочную головку с вращающимся И7-электродом. Головка механически связана с электродвига- ю телем вращения сварочной головки. Имеется основной источник постоянного тока и дополнительный источник питания, осуществляющий зажигание дуги при переходном процессе.15
Электродвигатель вращения сварочной головки, основной и дополнительный источник питания подключены к блоку управления скоростью вращения электродвигателя и регулировки параметров напряжения и go тока дуги. Программное устройство соединено с блоком управления и дает команды в соответствии с предварительно составленной программой сварки кольцевого стыка трубопровода.25
При сварке неповоротных стыков труб сварочная головка автомата движется по контуру трубы. В MOMenl- реверса сварочная головка сначала замедляет движение, потом останавливается и в дальнейшем зо
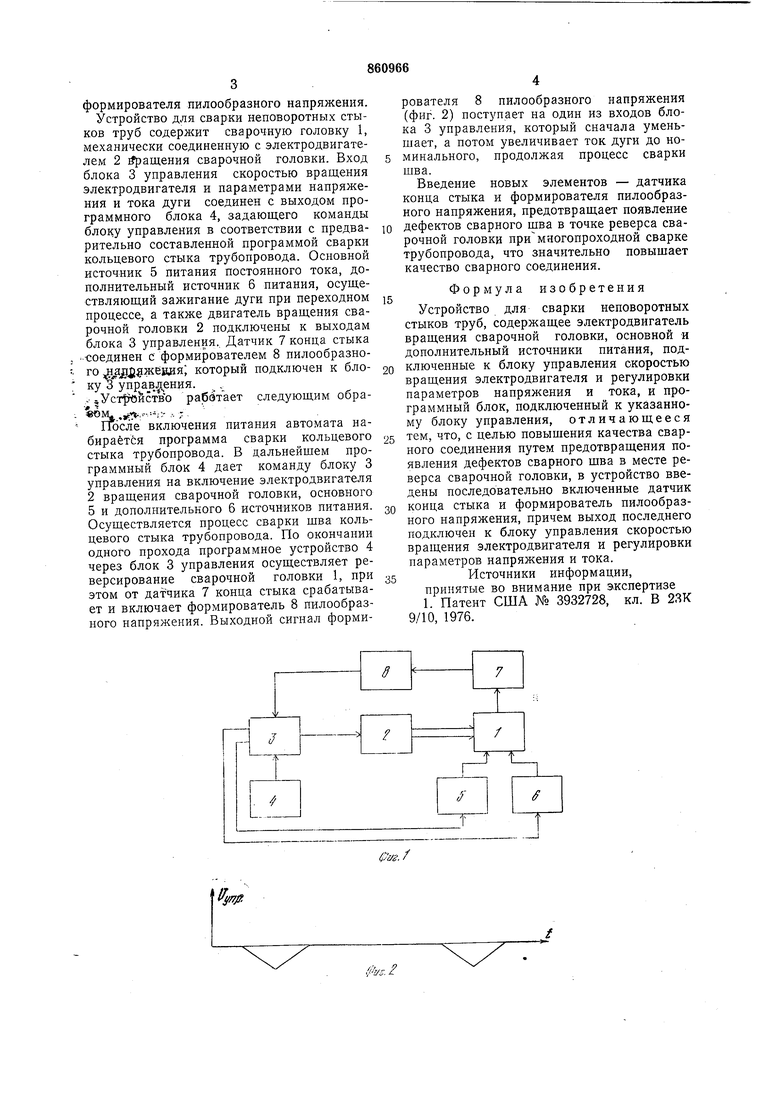
движется в обратную сторону. Если не принять меры, изменяющие ток дуги в момент реверсирования, то качество шва в точке реверса получится неудовлетворительным.
Недостатком этого автомата является ухудшение качества шва при многопроходной сварке труб в точке реверса сварочной головки.
Целью изобретения является повышение качества сварного соединения путем предотвращения появления дефектов сварного шва в месте реверса сварочной головки.
Поставленная цель достигается за счет того, что в устройство, содержащее электродвигатель вращения сварочной головки, основной и дополнительный источники питания, подключенные к блоку управления скоростью вращения электродвигателя и регулировки параметров напряжения и тока, и программный блок, подключенный к указанном блоку управления, введены последовательно включенные датчик конца стыка и формирователь пилообразного напряжения, причем выход последнего подключен к блоку управления скоростью вращения электродвигателя и регулировки параметров напряжения и тока.
На фиг. 1 представлена структурная схема устройства для сварки стыков неповоротных труб; на фиг. 2 - выходной сигнал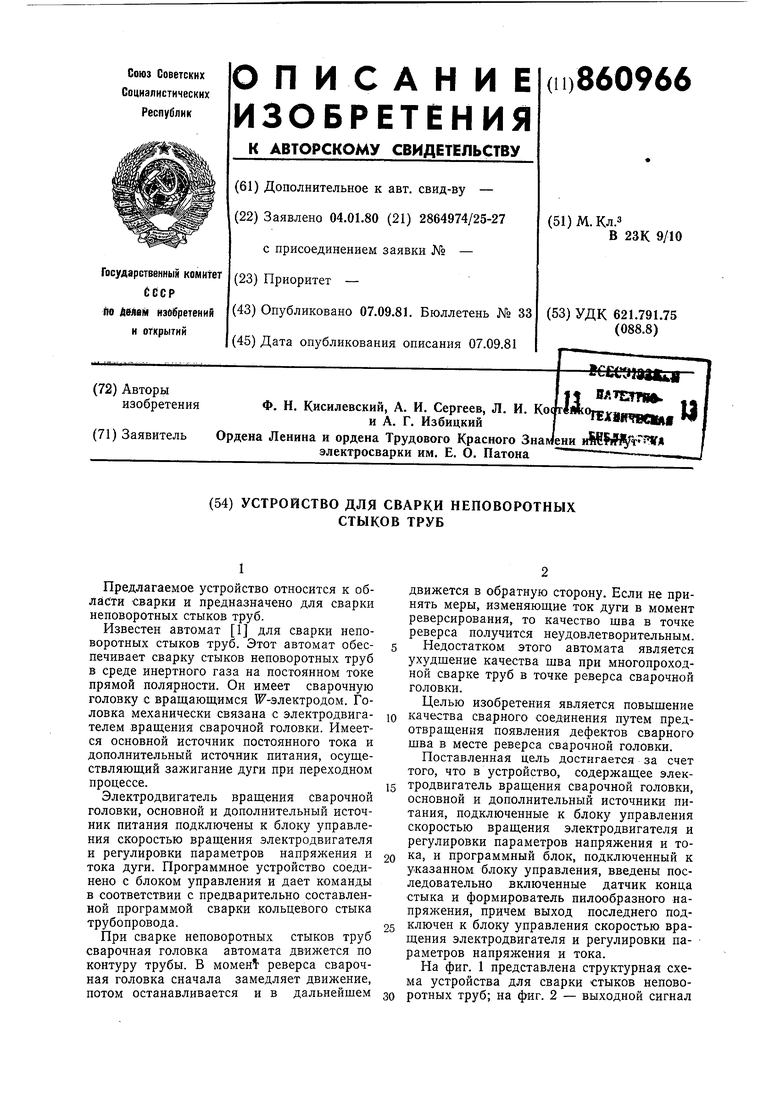
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления режимами сварки неповоротных стыков труб | 1980 |
|
SU903013A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ дуговой сварки | 1977 |
|
SU737171A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
