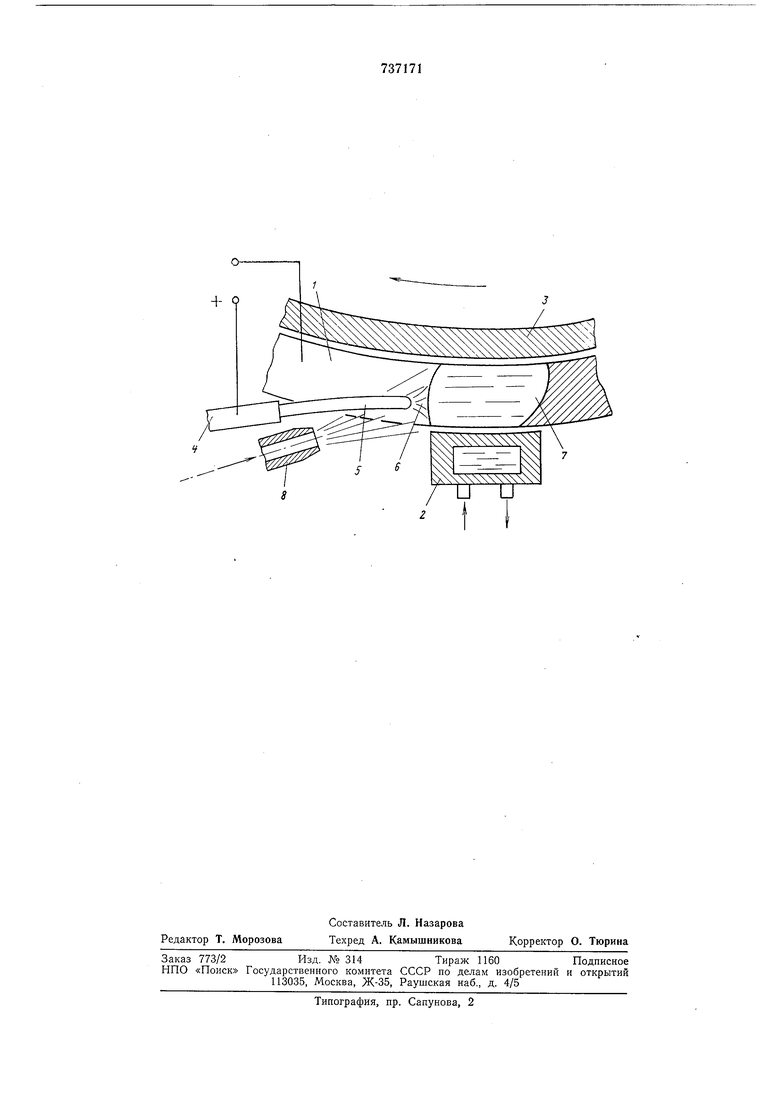
иое кромками труб 1, водоохлаждаемым ползуном 2 и медной формирующей подкладкой 3 через мундштук 4 подается электрод 5 в виде порошковой проволоки. Сварочная дуга 6 горит между концом электрода 5 и ванной 7 жидкого металла. При этом расплавленный металл сварочной ванны заш,иш,ен от влияния атмосферы шлаком или газом, или тем и другим одновременно, Для воздействия на расплав ванны газовой струей из аргона или углекислого газа используется специальное сопло 8, через которое газ подается в направлении передней поверхности сварочной ванны 7 под давлением, требуемым для уравновешивания гидростатического давления расплавленного металла вапны высотой, необходимой для заполнения формируемого пространства.
Сварка кольцевого стыка производится посредством двух или большего количества автоматов, перемещаюш,ихся по специальному устройству, например ленте, или цепи от надира стыка к зениту с двух стороп навстречу друг другу. Процесс сварки начинается с момента зажигания дуги в потолочном положении иа специальной графитовой вставке, и с момента наведения сварочной ваннь включается ход двигателя одногоиз сварочных автоматов, который в дальнейшем перемещается синхронно со скоростью сварки. Одновременно с моментом зажигания дуги через сопло в направлении передней поверхности расплава ванны подается струя газа, давление которой вместе с газодинамическим напором дуги составляет суммарную силу, уравновешивающую гидростатическое давление по высоте сварочной ваииы. По истечении некоторого времени другая сварочная головка иодходит к началу шва в том же потолочном положении, но уже с иротивоположной стороны, и начинает вести процесс в той же последовательности. Сварка вертикальных и прилегающих к ним участков стыка может осуществляться обычным способом без подачи дополнительной струи газа. Замыкание стыка производится в нижнем положении с воздействием газовой струи аналогично описанному случаю.
Пример, Процесс сварки неповоротного стыка осуществлялся при следующих сварочных параметрах:
сварочный ток 700 А, напряжение дуги 32 В, скорость сварки 20 м/ч, расход домзполнительной струи газа 0,0007
, что
сек
соответствует скорости
истечения газа 40 м/ч.
При толщине свариваемого металла 17 мм с прямоугольной разделкой и зазором между кромками 9 мм процесс сварки стыка осуществлялся в один проход. Применение данного способа при сварке
пеповоротных стыков труб путем принудительного формирования расплава ванны в зазоре между кромками металла и формирующими устройствами с помощью газодинамического давления дуги и дополнительного напора струи газа в потолочном и нижием положениях позволило увеличить высоту заполняемого слоя с одновременным повышением его качества.
Формула изобретения
Способ дуговой сварки с принудительным формированием сварного шва, при котором сварку ведут порошковой проволокой, отличающийся тем, что, с целью обеспечения возможности высококачественной сварки неповоротных стыков труб и получения заполнения разделки за один
проход, при сварке в потолочном и нижнем положениях в направлении передней поверхности сварочной ванны подают струю газа, давление которой в сумме с газодинамическим давлением дуги выбирают равпым гидростатическому давлепию сварочной ваины.
Источники информации, иринятые во внимание при экспертизе 1. Таран В. Д. Сварка магистральных трубопроводов и конструкций, «Педра, М,, 1970.
2. Походня И. К, и др. Сварка порошковой проволокой. Киев, «Наукова думка, 1972, с. 146, 168,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ СО СКВОЗНЫМ ПРОПЛАВЛЕНИЕМ | 1988 |
|
SU1582479A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ дуговой многопроходной сварки неповоротных стыков труб | 1983 |
|
SU1143547A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ автоматической сварки углового соединения трубы с фланцем | 1988 |
|
SU1627354A1 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |