(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЖИМАМИ СВАРКИ Н-ЕПОВОРОТНЫХ СТЬЖОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU860966A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для сварки неповоротных стыков труб | 1986 |
|
SU1371822A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1988 |
|
SU1611627A1 |
Предлагаемое устройство относится к области автоматики и предназначено для использования в автоматизированных системах управления процессом сварки неповоротных стыков труб.
Известно устройство 1 для управления режимами сварки, содержащее сварочную головку.-с вращающимся электродом, головка механически связана с электродвигателем вращения сварочной головки. Электродвигатель .Вращения сварочной головки и источник питания подключены к блоку управления скоростью вращения электродвигателя и параметрами напряжения и тока дуги.Программный блок соединен с блоком управления и дает команды в соответствии с предварительно сос,тавленной программой кольцевого стыка трубопровода.
Недостаток этого устройства в сложности программирования режимов при многопроходной сварке ввиду необходимости задания временной последовательности технологических параметров для каждого момента сварки.
Целью изобретения является упрощение программирования режимов при многопроходной сварке неповоротных стыков труб.
Поставленная цель достигается тем, Что в устройство, содержащее программный блок, блок управления :электродвигателем и параметрами на пряжения и тока дуги, введен блок функционального изменяющегося напряжения, при этом его вход подключен к программному блоку, а выход - к блоку управления электродвигателем
10 и параметрами напряжения и тока дуги.
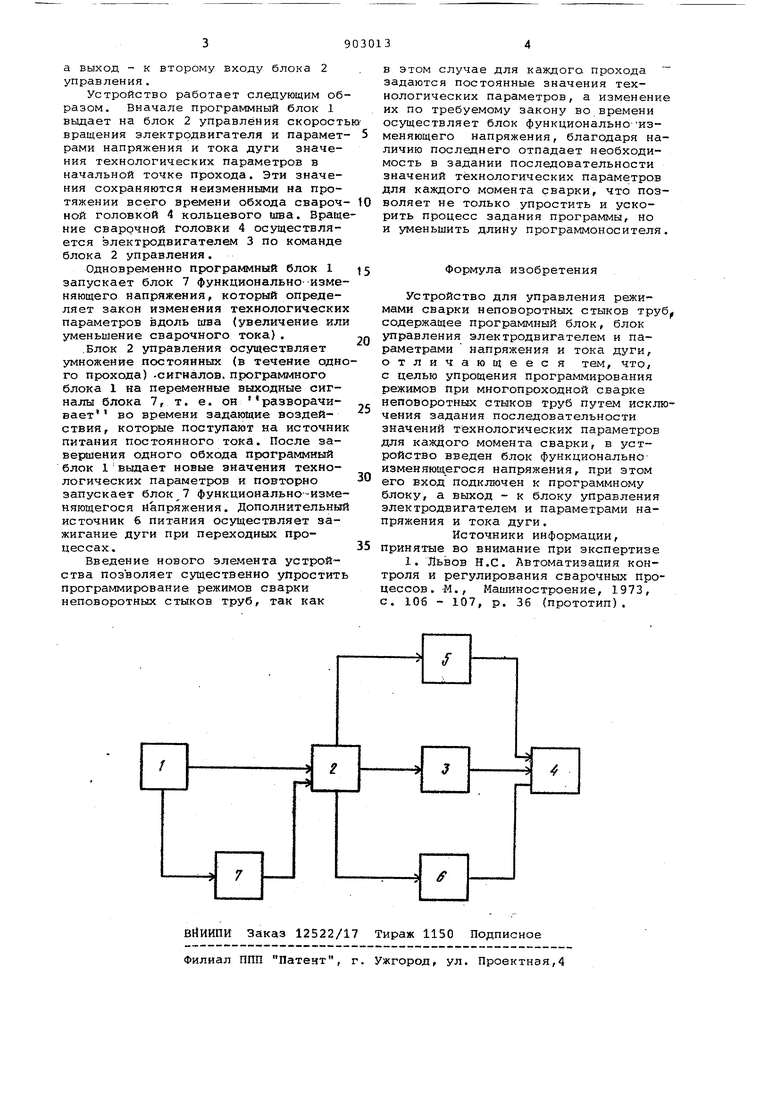
На чертеже представлена блок-схе ма устройства для управления режимами сварки неповоротных стыков труб.
Устройство для управления режиt5мами сварки неповоротных стыков труб содержит программный блок 1, первый выход которого поДк-Лючен к блоку 2 управления скор1Остьювращения электродвигателя и параметрами напряжения
20 и тока дуги. Первый выход блока 2 управления подключе1э к электродвигателю 3, который механически связан со сварочной головкой 4 и осуществляет ее вращение по контуру стыка тру25бопровода. К выходам блока 2 управления подключены также основной 5 и дополнительный ;6 источники питания.
Вход блока 7, функциональноизменяющегося напряжения подк.лючен к
30 второму выходу программного блока 1, а выход - к второму входу блока 2 управления, Устройство работает следующим об разом. Вначале программный блок 1 выдает на блок 2 управления скорост вращения электродвигателя и парамет рами напряжения и тока дуги значения технологических параметров в начальной точке прохода. Эти значения сохраняются неизменными на протяжении всего времени обхода свароч ной головкой 4 кольцевого шва. Вращ ние сварочной головки 4 осуществляется электродвигателем 3 по команде блока 2 управления. Одновременно програгФ1ный блок 1 запускает блок 7 функционально- изме няющего напряжения, который определяет закон изменения технологически параметров вдоль шва (увеличение ил уменьшение сварочного тока). .Блок 2 управления осуществляет умножение постоянных (в течение одн го прохода) -сигналов, программного блока 1 на переменные выходные сигналы блока 7, т. е. он разворачивает во времени задающие воздействия, которые поступают на источни питания постоянного тока. После завершения одного обхода программный блок 1 выдает новые значения технологических параметров и повторно запускает функционально-изме няющегося напряжения. Дополнительны источник 6 питания осуществляет зажигание дуги при переходных про цессах. Введение нового элемента устройства позволяет существенно упростит программирование режимов сварки неповоротных стыков труб, так как в этом случае для каждого прохода задаются постоянные значения технологических параметров, а изменение их по требуемому закону во времени осуществляет блок функционально-изменяющего напряжения, благодаря наличию последнего отпадает необходимость в задании последовательности значений технологических параметров для каждого момента сварки, что позволяет не только упростить и ускорить процесс задания программы, но и уменьшить длину программоносителя. Формула изобретения Устройство для управления режимами сварки неповоротных стыков труб содержащее программный блок, блок управления электродвигателем и параметрами напряжения и тока дуги, отличающееся тем, что, с целью упрощения программирования режимов При многопроходной сварке неповоротных стыков труб путем исключения задания последовательности значений технологических параметров для каждого момента сварки, в устройство введен блок функциональноизменяющегося напряжения, при этом его вход подключен к программному блоку, а выход - к блоку управления электродвигателем и параметрами напряжения и тока дуги. Источники информации, принятые во внимание при экспертизе 1. Львов Н.С. Автоматизация контроля и регулирования сварочных процессов. -М., Машиностроение, 1973, с. 106 - 107, р. 36 (прототип).
