1
Изобретение относится к электрохимическим методам обработки, в частности, к спОСобам электрохимического формообразования полостей прошивания глухих и сквозных отверстий.
Известно устройство, реализующее способ электрохимической обработки с погружением в заготовку детали сборного электрода, которому за счет перемещения в направляющих гнездах универсальных элементов, например трубчатых или стержневых, первоначально придают необходимую форму, а затем ведут формообразование полости 1.
Указанный способ позволяет вести формообразование полостей различной конфигурации одним электродом. Однако в процессе погружения рабочая поверхность электрода не регулируется и в случае неблагоприятных условий протекания процесса, например из-за трудностей удаления продуктов электрохимической реакции из рабочей зоны, производительность обработки падает. .
Целью изобретения является повышение производительности процесса обработки.
Поставленная цель достигается тем, что процесс ведут с регулированием формы рабочей поверхности электрода-инструмента, при этом в начальной стадии обработки рабочей поверхности электрода-инструмента придают форму, обеспечивающую оптимальные условия протекания процесса, а на завершающей стадии электроду-инструмен5 ту придают форму, соответствующую заданной конфигурации полости.
За счет придания электроду рациональной формы можно обеспечить наилучшие условия для удаления образовавшихся газов и шлама в зоне обработки, выравнивать давление электролита, температуру и другие параметры процесса на различных участках обработки, или, наоборот, перераспределить их при обработке неоднородных
115 материалов.
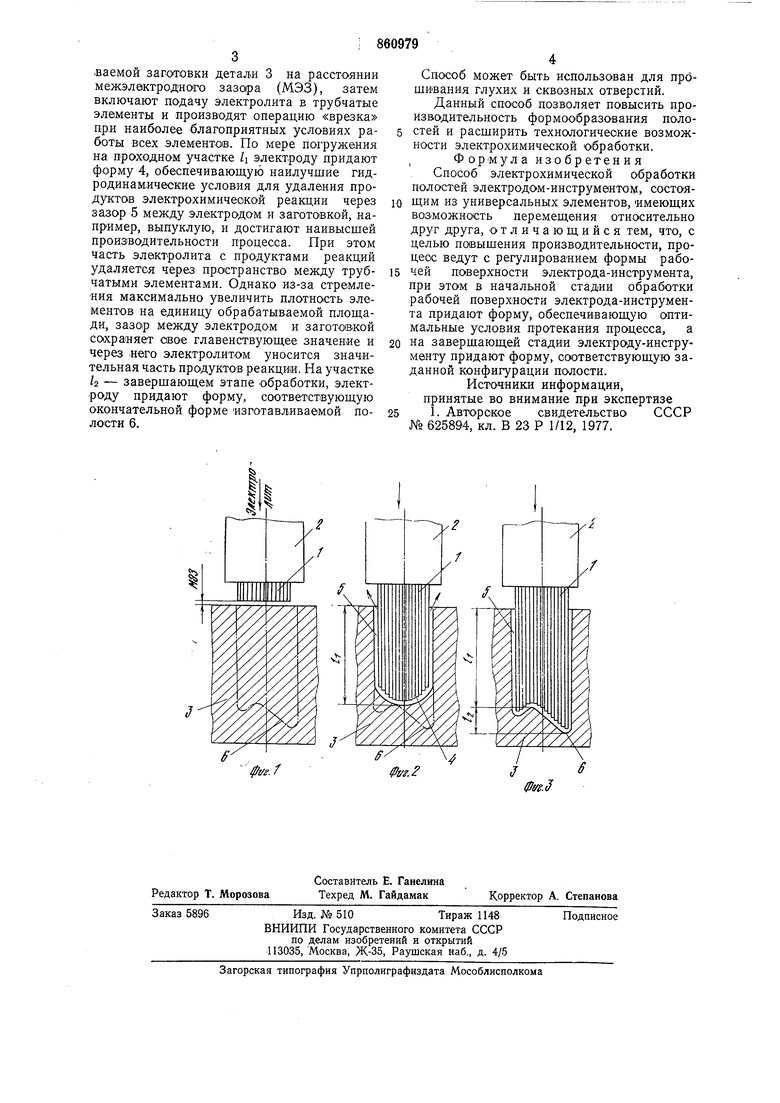
На чертеже показан вариант предлагаемой обработки полости электродом-инструментом с регулированием положения трубчатых элементов:
20 на фиг. 1 схематически изображен электрод-инструмент перед началом обработки полости; на фиг. 2 - то же, в начальной стадии процесса; на фиг. 3 - то же, на завершающей стадии процесса.
25 Способ осуществляется следующим образом.
Перед началом обработки универсальные (трубчатые) элементы 1, сидящие в направляющих гнездах электрода 2, выравнивают относительно поверхности обрабатыааемой заготовки детали 3 на расстоянии межэлектродного зазора (МЭЗ), затем включают подачу электролита в трубчатые элементы и производят операцию «врезка пр,и наиболее благоприятных условиях работы всех элементов. По мере погружения на проходном участке li электроду придают форму 4, обеспечивающую наилучшие гидродинамлческие условия для удаления продуктов электрохимической реакции через зазор 5 между электродом и загото1вкой, например, выпуклую, и достигают наивысшей производительности процесса. При этом часть электролита с продуктами реакций удаляется через пространство между трубчатыми элементами. Однако из-за стремления максимально увеличить плотность элементов на единицу обрабатываемой площади, зазор между электродо-м и заготовкой сохраняет свое главенствующее значение и через -него электролитом уносится значительная часть продуктов реакции. На участке /2 - завершающем этапе обработки, электроду придают форму, соответствующую окончательной форме изготавливаемой полести 6.
Способ может быть использован для про щивания глухих и сквозных отверстий.
Данный способ позволяет повысить производительность формообразования полостей и расширить технологические возможности электрохимической обработки. Формула изобретения
Способ электрохимической обработки полостей электродом-инструментом, состоящим из универсальных элементов, имеющих возможность перемещения относительно друг друга, отличающийся тем, что, с целью повышения производительности, процесс ведут с регулированием формы рабочей поверхности электрода-инструмента, при этом в начальной стадии обработки рабочей поверхности электрода-инструмента придают форму, обеспечивающую оптимальные условия протекания процесса, а на завершающей стадии электроду-инструменту придают форму, соответствующую заданной конфигурации полости.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 625894, кл. В 23 Р 1/12, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный электрод-инструмент для электрохимического формообразования полостей | 1977 |
|
SU625894A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2507042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2283903C1 |
| Сборный электрод-инструмент | 1983 |
|
SU1228988A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2064538C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| Электрод-инструмент | 1986 |
|
SU1364421A1 |
