Предполагаемое изобретение относится к области машиностроения и может быть использовано при разработке технологических процессов и проектировании технологической оснастки для электроэрозионного формообразования прецизионных сферических поверхностей в виде шаровых сегментов или шаровых поясов.
Известен способ образования сферической поверхности при помощи трубчатого цилиндрического инструмента. Обработка выполняется тремя простейшими движениями, в число которых входят вращательные движения заготовки и инструмента вокруг своих пересекающихся осей, и осевая подача инструмента в сторону заготовки. Ось вращения инструмента располагается под заданным углом к оси вращения заготовки. Способ применяется при абразивной механической обработке, главным образом, при окончательной доводке сферических поверхностей. Известен также способ электроэрозионной обработки (ЭЭО) сферических поверхностей, в котором используются трубчатые цилиндрические электроды-инструменты (ЭИ), работающие внутренней или наружной кромкой при обработке выпуклых или вогнутых сферических поверхностей соответственно [а.с. №442909 СССР, приоритет от 10.07.1972, опубликовано 15.09.1974 г., В23Р 1/00]. ЭЭО основана на удалении припуска за счет эрозии металла под воздействием последовательных электрических импульсов, возникающих в межэлектродном промежутке (МЭИ) -пространстве между электродом-инструментом (ЭИ) и заготовкой. Для формирования необходимого МЭП и для удаления из зоны обработки продуктов эрозии электроэрозионную обработку обычно ведут в среде диэлектрической жидкости, в которую погружаются заготовка и ЭИ. Использование трубчатого ЭИ позволяет отказаться от погружения в жидкость и ограничиться ее прокачкой через полость ЭИ и межэлектродный промежуток.
ЭЭО может производиться как в режиме грубой, но высокопроизводительной черновой обработки, так и в режиме прецизионной доводки. Необходимый режим обработки устанавливается изменением мощности и частоты следования электрических импульсов. Благодаря отсутствию при ЭЭО механических усилий, погрешность сферообразования определяется лишь отклонениями от кинематической точности, которые при тщательной настройке технологической системы могут быть сведены до сколь угодно малых значений. Недостатком данного технического решения является нестабильность формы инструмента, кромка которого вследствие эрозии ЭИ теряет первоначальную форму, и в обработку вступает прилегающая часть сечения ЭИ, что приводит отступлению от заявленного авторами принципа.
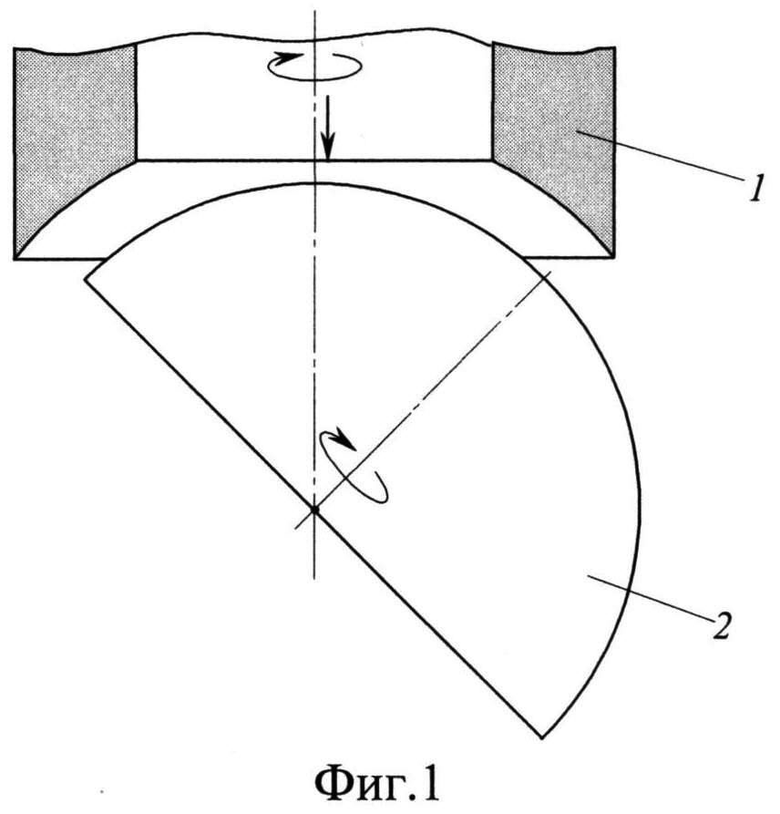
Наиболее близким к предлагаемому является выбранный в качестве прототипа способ электроэрозионной обработки сферических поверхностей трубчатым ЭИ, при котором в процессе эрозии ЭИ происходит его самопрофилирование [Халдеев В.Н., Иванов А.А., Завалишин Ю.К. Электроэрозионное формообразование прецизионных оболочек сферической формы. - Саров, 2011, стр.15-18, рис.2.4]. Торец самопрофилирующегося электрода-инструмента в процессе эрозии также принимает сферическую форму, эквидистантную обрабатываемой поверхности (фиг.1). В результате рабочая поверхность ЭИ достигает больших размеров, что приводит к существенному повышению производительности. Это особенно важно на этапе предварительной обработки, заключающейся в удалении с исходной заготовки больших припусков. Помимо увеличения площади рабочей поверхности, для достижения высокой производительности устанавливают повышенную мощность единичных электрических импульсов, что отрицательно сказывается на качестве обрабатываемой поверхности. При окончательной обработке прецизионных деталей также желательна высокая производительность, но приоритетной задачей является выполнение требований к форме, размеру и шероховатости поверхности. Эту задачу решают уменьшением мощности единичных импульсов. Однако изменение режима обработки приводит к изменению МЭП между ЭИ и заготовкой. В результате нарушается достигнутое на этапе предварительной обработки эквидистантное взаимное положение торца ЭИ и обрабатываемой сферической поверхности. Наиболее близкой к поверхности заготовки оказывается одна из кромок кромка ЭИ, например, внутренняя (фиг.2), которая в течение определенного времени и ведет обработку. Рабочая поверхность ЭИ при обработке кромкой очень мала, соответственно производительность обработки низкая. При этом правильное сферообразование происходит лишь на части поверхности, охватываемой данной кромкой, в полярной и экваториальной же частях заготовки возникают соответствующие остальной части торца несферичные элементы П и Э (фиг.2). В процессе дальнейшей обработки происходит эрозия ЭИ, формируется новая поверхность торца, эквидистантная поверхности заготовки, но расположенная уже на расстоянии изменившегося межэлектродного промежутка. Полное перепрофилирование по всему сечению ЭИ достигается путем удаления с его торца некоторого объема материала И, ограниченного в сечении на фиг.2 пунктирной линией. Для этого с поверхности заготовки должен быть удален значительный припуск, что приводит к увеличению трудоемкости обработки, расхода материала и энергии. Уменьшить рассмотренные затраты на перепрофилирование ЭИ можно применением тонкостенного ЭИ, но в таком случае из-за малой площади торца существенно уменьшится производительность предварительной обработки. Возможен вариант применения на этапе предварительной обработки толстостенного ЭИ, а при окончательной доводке сменного, тонкостенного ЭИ, но это также не приводит к решению задачи, поскольку при смене ЭИ устанавливается с неизбежной погрешностью, требующей продолжительной приработки, также связанной со снятием припуска и рассмотренными затратами.
Техническим результатом предлагаемого технического решения является достижение высокой производительности электрооэрозионного формообразования прецизионных сферических поверхностей в течение всего цикла изготовления, включая этапы предварительной обработки и окончательной доводки, при помощи специального трубчатого электрода-инструмента.
Технический результат достигается тем, что для обработки прецизионных сферических поверхностей используют электрод-инструмент трубчатой формы, совершающий продольную подачу вдоль оси, пересекающейся с осью вращающейся заготовки в центре сферической поверхности. Электрод-инструмент образуют из двух соосных частей, каждую из которых разделяют на равное, не меньшее трех, число сегментов, равномерно распределенных по окружности и обеспечивают возможность осевого смещения одной части относительно другой. Обработку производят с изменением участвующей в обработке площади торца электрода-инструмента, для чего на этапе предварительной обработки рабочую площадь торца увеличивают приведением в рабочее положение обеих частей электрода-инструмента, а на этапе окончательной доводки уменьшают площадь рабочего торца электрода-инструмента путем относительного осевого смещения частей электрода- инструмента, после чего обработку ведут только одной из них.
Соотношение между шириной сегментов в каждой из двух частей электрода-инструмента определяют из условия, чтобы перепрофилирование сегментов части электрода-инструмента, совершающей окончательную доводку сферической поверхности с измененным межэлектродным промежутком, завершалось к моменту удаления с поверхности припуска на ее доводку.
Через полость электрода-инструмента прокачивают диэлектрическую рабочую жидкость, обеспечивая ее расход и давление, достаточные для заполнения межэлектродного промежутка по всему периметру электрода-инструмента при отводе от заготовки одной из его частей.
После электроэрозионной доводки производят притирку сферической поверхности, для чего приводят в непосредственный контакт с нею ту часть электрода-инструмента, которая использовалась при доводке, и наносят на соприкасающиеся поверхности дисперсный абразивный материал.
На фиг.1 показана схема электроэрозионного формообразования сферического сегмента в стадии полного самопрофилирования рабочей поверхности ЭИ относительно обрабатываемой сферической поверхности;
на фиг.2 показана схема электроэрозионной обработки заготовки в начальной стадии доводки при измененном межэлектродном промежутке;
на фиг.3 показан вид торца универсального ЭИ для обработки сферических поверхностей, состоящего из двух частей с распределенными по окружности сегментами;
на фиг.4 показана схема настройки универсального ЭИ для предварительной обработки сферической поверхности с одновременным участием обеих частей;
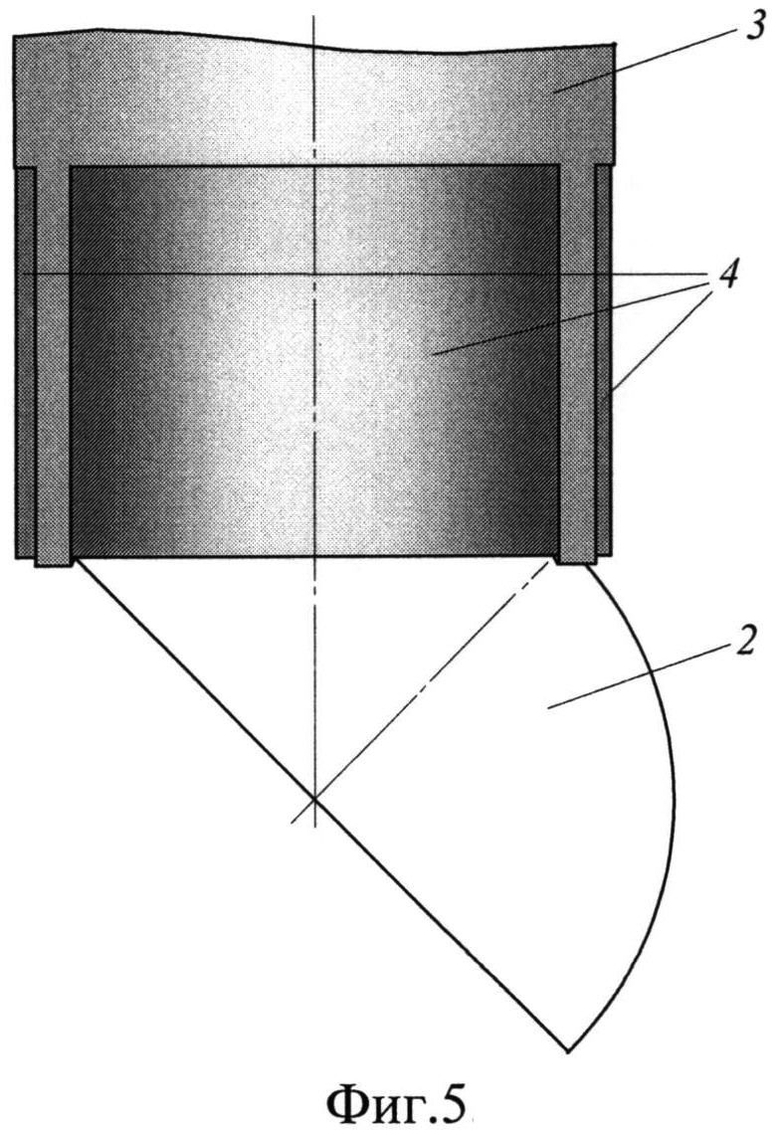
на фиг.5 показана схема настройки универсального ЭИ для доводки сферической поверхности одной частью, где:
1 - электрод-инструмент (ЭИ);
2 - заготовка;
3 - неподвижная часть ЭИ;
4 - подвижная часть ЭИ.
Процесс получения прецизионной сферической поверхности из исходной заготовки 2 заключается в следующем. Обе части ЭИ 3 и 4 приводят в положение, при котором их сегменты образуют общий торец и участвуют в работе совместно, после чего выполняют предварительную обработку заготовки. Завершают ее с оставлением на обрабатываемой поверхности заготовки слоя материала - припуска для окончательной доводки. Величину этого припуска принимают достаточной для полного устранения дефектов, возникших на поверхности в процессе грубой предварительной обработки, а вместе с этим достаточной для полного перепрофилирования торца ЭИ в процессе последующей доводки. Для выполнения окончательной доводки смещают подвижную часть ЭИ вдоль его оси на некоторую величину, достаточную для того, чтобы в доводке поверхности участвовала только одна часть ЭИ, например, часть 3. Так как площадь рабочей поверхности сегментов одной части ЭИ существенно меньше суммарной рабочей площади ЭИ, продолжительность перепрофилирования рабочей поверхности, обусловленного изменением межэлектродного промежутка, сокращается в такой же пропорции. Для достижения оптимального соотношения качества поверхности и производительности обработки при проектировании ЭИ устанавливают такое соотношение площадей в каждой из его частей, при котором за время полного перепрофилирования ЭИ в процессе доводки с поверхности заготовки снимается весь припуск, достаточный для удаления дефектов материала и выступов микронеровностей, возникающих на стадии предварительной обработки. Оптимальное соотношение площадей поперечных сечений сегментов, зависящее от многих факторов технологического процесса, определяют экспериментально при отладке технологического процесса на пробных заготовках.
Величину смещения в осевом направлении подвижной части ЭИ 4. принимают такой, чтобы она превышала величину осевой эрозии сегментов части 3 в процессе доводки заготовки. Но отвод одной из частей ЭИ от заготовки увеличивает зазор между ЭИ и обрабатываемой поверхностью, что сопровождается падением давления рабочей жидкости в полости ЭИ. Негативным следствием этого может стать неполное заполнение рабочей жидкостью межэлектродного промежутка и снижение эффективности ЭЭО. Во избежание этого, давление и расход рабочей жидкости согласуют с величиной осевого смещения подвижной части ЭИ и принимают такое сочетание этих параметров, чтобы обеспечить заполнение жидкостью межэлектродного промежутка по всему периметру рабочей поверхности электрода-инструмента.
После завершения доводки подвижную часть ЭИ 4 возвращают в рабочее положение для совместной предварительной обработки следующей заготовки.
Рассмотренный способ может использоваться и в тех случаях, когда технические возможности электроэрозионной обработки не позволяют достичь наивысшего качества поверхности, и на окончательном этапе обработки используется абразивная доводка. Абразивная доводка производится мелкозернистым абразивным материалом, который помещают между ЭИ и сферической поверхностью. Для этого сегменты подвижной группы вводят в контакт с заготовкой, уменьшая межэлектродный промежуток до нуля. При абразивной обработке возникают механические нагрузки, поэтому для сохранения наилучших условий центрирования электрода-инструмента его сегменты должны быть равномерно распределены по его окружности, а число сегментов в любой из частей электрода-инструмента не должно быть менее трех.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2639201C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 2017 |
|
RU2653041C1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| Способ электроэрозионного формообразования | 1980 |
|
SU956211A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423209C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |



Изобретение относится к электроэрозионному формообразованию прецизионных сферических поверхностей. Электроэрозионную обработку осуществляют вращающимся электрод-инструментом, подаваемым продольно вдоль оси, пересекающейся с осью вращающейся заготовки в центре сферической поверхности, причем используют трубчатый электрод-инструмент, выполненный из двух соосных частей, каждая из которых разделена на равное, не менее трех, число сегментов, равномерно распределенных по окружности, обеспечивающий возможность осевого смещения одной части относительно другой. При этом обработку производят с изменением участвующей в обработке площади торца электрода-инструмента, для чего на этапе предварительной обработки рабочую площадь торца увеличивают приведением в рабочее положение обеих частей электрода-инструмента, а на этапе окончательной доводки уменьшают площадь рабочего торца электрода-инструмента путем относительного осевого смещения частей электрода-инструмента, после чего обработку ведут только одной из них. Изобретение позволяет повысить качество электроэрозионной обработки на всех этапах формообразования прецизионных сферических поверхностей. 3 з.п. ф-лы, 5 ил.
1. Способ электроэрозионной обработки прецизионных сферических поверхностей с использованием вращающегося электрода-инструмента трубчатой формы, совершающего продольную подачу вдоль оси, пересекающейся с осью вращающейся заготовки в центре сферической поверхности, отличающийся тем, что используют трубчатый электрод-инструмент, выполненный из двух соосных частей, каждая из которых разделена на равное, не менее трех, число сегментов, равномерно распределенных по окружности, обеспечивающий возможность осевого смещения одной части относительно другой, а обработку производят с изменением участвующей в обработке площади торца электрода-инструмента, при этом на этапе предварительной обработки рабочую площадь торца увеличивают приведением в рабочее положение обеих частей электрода-инструмента, а на этапе окончательной доводки уменьшают площадь рабочего торца электрода-инструмента путем относительного осевого смещения частей электрода-инструмента, после чего обработку ведут только одной из них.
2. Способ по п.1, отличающийся тем, что используют электрод-инструмент, соотношение между шириной сегментов в каждой из двух частей которого определяют из условия, чтобы перепрофилирование сегментов части электрода-инструмента, совершающей окончательную доводку сферической поверхности с измененным межэлектродным промежутком, завершалось к моменту удаления с поверхности припуска на ее доводку.
3. Способ по п.1, отличающийся тем, что через полость электрода-инструмента прокачивают диэлектрическую рабочую жидкость, обеспечивая ее расход и давление, достаточные для заполнения межэлектродного промежутка по всему периметру электрода-инструмента при отводе от заготовки одной из его частей.
4. Способ по п.1, отличающийся тем, что после электроэрозионной доводки производят притирку сферической поверхности, для чего приводят в непосредственный контакт с ней ту часть электрода-инструмента, которая использовалась при доводке, и наносят на соприкасающиеся поверхности дисперсный абразивный материал.
| Способ электроэрозионной обработки сферических поверхностей | 1972 |
|
SU442909A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU370002A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2175281C2 |
| US 6410877 B1, 25.06.2002 | |||
| СПОСОБ ВЫТЕСНЕНИЯ ПРОДУКТОВ ИЗ ТРУБОПРОВОДА | 2004 |
|
RU2274800C1 |

