(54) ХВОСТОВИК ИНСТРУМННТАЛЬНОЙ ОПРАВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима инструментальной оправки | 1977 |
|
SU659294A1 |
| Устройство для зажима инструментальной оправки | 1977 |
|
SU1002106A1 |
| Расточная головка | 1977 |
|
SU689784A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА В ШПИНДЕЛЕ СТАНКА | 1992 |
|
RU2053056C1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1764940A1 |
| ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН | 1973 |
|
SU399343A1 |
| РЕЗЬБОВАЯ ОПРАВКА | 2003 |
|
RU2248862C1 |
| Шпиндель станка с автоматической сменой инструмента | 1982 |
|
SU1093436A1 |
| ОПРАВКА ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 2012 |
|
RU2510681C1 |

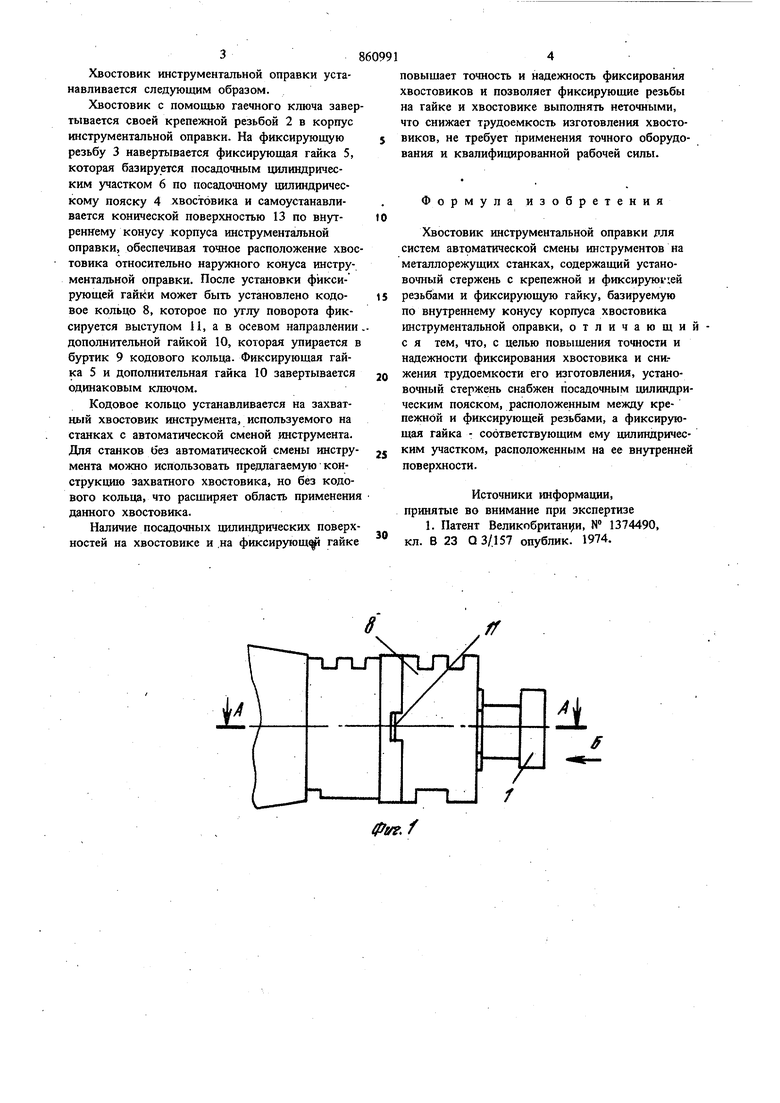
Изобретение относится к станкостроению, а именно к системам автоматической смены инструментов на металлорежущих станках. Известен хвостовик инструментальной опра ки для систем автоматической смены инструментов на металлорежущих станках, содержащий установочный стержень с крепежной и фиксирующей резьбами и фиксирующую гайку базируемую но внутреннему конусу корпуса хвостовика инструментальной оправки 1. Недостатками известного технического решения являются сложность и высокая стоимос точного изготовления крепежной и фиксирующей резьб. Цель изобретения - повыщенне точности и надежности фиксирования хвостовика и сниже ние трудоемкости его изготовления Для достижения указанной цели установочный стержень снабжен посадочным цилиндрическим поясом, расположенным между крепеж ной и фиксирующей резьбами, а фиксирующая гайка - соответствующим ему цилиндрическим участком, расположенным на ее внутренней поверхности. На фиг. 1 представлен общий вид хвостовика инструментальной оправки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Установочный стержень 1 захватного хвостовика инструментальной оправки имеет основную крепежн5то резьбу 2, мелкую фиксирую1дую резьбу 3 и посадочный цилиндрический поясок 4. На захватный хвостовик навинчивается фиксирую.щая гайка 5, имеющая посадочный цилиндрический участок 6, взаимодействующий с посадочным цилиндрическим пояском 4 хвостовика, и резьбовой участок 7, взаимодействующий с фиксирующей резьбой 3 хвостовика. Кодовое кольцо 8 имеет внутренний буртик 9 для упора в него дополнительной гайки 10 и торцевой выступ 11 для фиксации кодового кольца в угловом положении. Шейка 12 установочного стержня 1 снабжена лысками под гаечный ключ для завертывания хвостовика в инструментальную оправк - Фиксирующая гайка 5 имеет наружную коническую поверхность 13. 3 Хвостовик инструментальной оправки устанавливается следующим образом. Хвостовик с помощью гаечного ключа завер тывается своей крепежной резьбой 2 в корпус инструментальной оправки. На фиксирующую резьбу 3 навертывается фиксирующая гайка 5, которая базируется посадочным цилиндрическим участком 6 по посадочному цилиндрическому пояску 4 хвостовика и самоустанавливается конической поверхностью 13 по внутреннему конусу корпуса инструментальной оправки, обеспечивая точное расположение хвос товика относительно наружного конуса инструментальной оправки. После установки фиксирующей raMk« может быть установлено кодовое кольцо 8, которое по углу поворота фиксируется выступом 11, а в осевом направлении дополнительной гайкой 10, которая упирается в буртик 9 кодового кольца. Фиксирующая гайка 5 и дополнительная гайка 10 завертывается одинаковым ключом. Кодовое кольцо устанавливается на захватный хвостовик инструмента, используемого на станках с автоматической сменой инструмента. Для станков без автоматической смены инструмента можно использовать предлагаемую конструкцию захватного хвостовика, но без кодового кольца, что расщиряет область применения данного хвостовика. Наличие посадочных цилиндрических поверх ностей на хвостовике и .на фиксирующ гайке повышает точность и надежность фиксирования хвостовиков и позволяет фиксирующие резьбы на гайке и хвостовике выполнять неточными, что снижает трудоемкость изготовления хвостовиков, не требует применения точного оборудования и квалифицированной рабочей силы. Формула изобретения Хвостовик инструментальной оправки для систем автоматической смены инструментов на металлорежущих станках, содержащий установочный стержень с крепежной и фиксируюу ей резьбами и фиксирующую гайку, базируемую по внутреннему конусу корпуса хвостовика 1шструментальной оправки, отличающий с я тем, что, с целью повышения точности и надежности фиксирования хвостовика и сниг жения трудоемкости его изготовления, установочный стержень снабжен посадочным цилиндрическим пояском, расположенным между крепежной и фиксирующей резьбами, а фиксирующая гайка - соответствующим ему цилиндрическим участком, расположенным на ее внутренней поверхности. Источники информации, принятые во внимание при зкспертизе 1. Патент Великобританией, № 1374490, кл. В 23 Q3/.157 опублик. 1974.
Ф1№, f rj «f
