1
Изобретение относится к станкостроению и может найти применение в доводочных и тому подобных станках, в которых прижим деталей к доводочному диску осуществляется посредством пневматического или гид- 5 равлического приводов.
Известны приводы доводочных станков, в которых прижим деталей к доводочному диску осуществляется при помощи пневмоцилиндра прижима 1.10
Разгон доводочного дпска, обладающего большой инерционностью, вследствие его большого диаметра и веса осуществляется с прижатыми к нему деталями, что приводит к значительному повыщению мощности is привода, которая не реализуется при работе станка в установившемся режиме при обработке деталей.
Цель изобретения - снижение установочной мощности привода станка с одно- 20 временным повышением качества обрабатываемых поверхностей.
Эта цель достигается тем, что привод дополнительно снабжен устройством непрерывного изменения усилия прижима, вы- 25 полненным в виде пневмогидравлического цилиндра, щток которого механически связан с регулирующим элементом органа регулирования, и связанного своей гидравлической полостью через дроссель с гидрав- зо
лической емкостью, а пневматической полостью посредством распределителя - с пневмолинией и атмосферой, с которыми также связана посредством этого же распределителя указанная емкость.
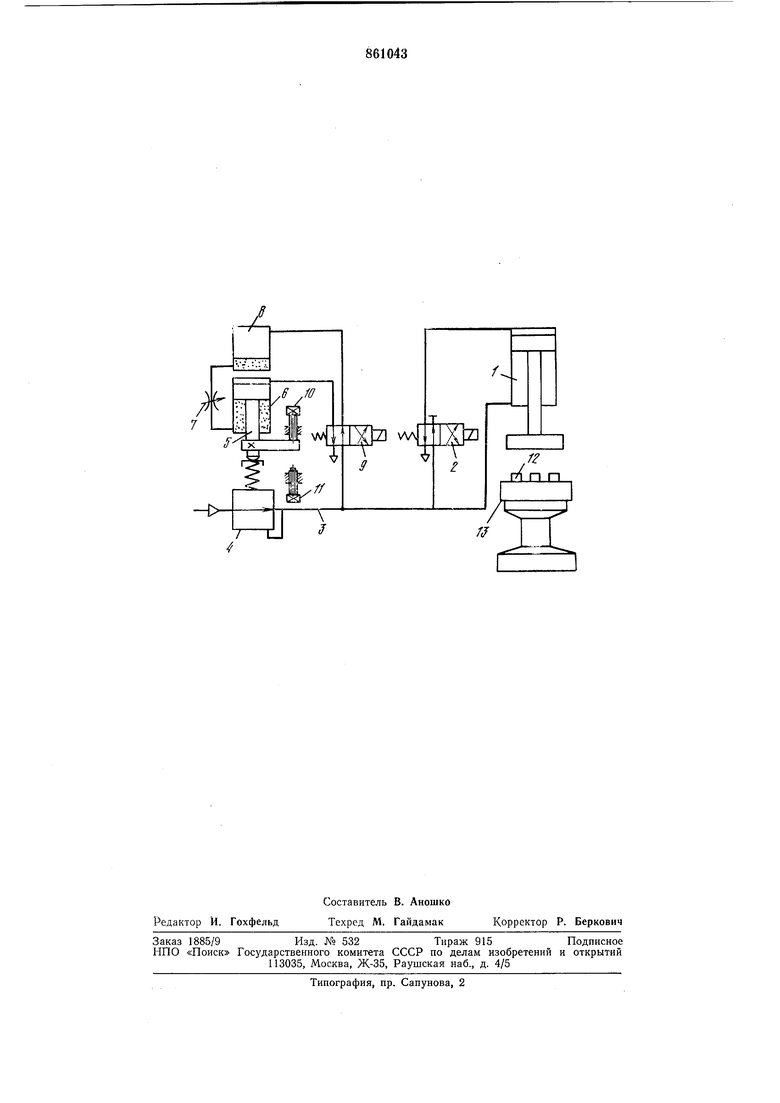
На чертеже приведена пневмогидравлическая схема привода.
Пневмоцилиндр 1 прижимного устройства своей поршневой полостью посредством распределителя 2, а щтоковой - непосредственно связаны с пневмолинией 3 выхода органа 4 регулирования, пружина которого механически связана со штоком 5 пневмогидроцилиндра 6. Гидравлическая полость пневмогидроцилиндра 6 связана при помощи дросселя 7 с гидравлической емкостью 8. Пневматическая полость гидроцилиндра 6, а также емкость 8 связаны посредством распределителя 9 с пневмолинией 3 и атмосферой.
Перемещение штока пневмогидроцилиндра 6 вверх-вниз ограничивается подвил пыми упорами 10 и 11, предназначенными для регулирования предельных значений усилий прижима (давления в пневмолинии выхода 3) обрабатываемых деталей 12 к доводочному диску 13.
В исходном положении оба распределителя выключены, при этом поршневая полость пневмоцилиндра 1 прижимного устроиства и пневматическая полость пневмогидроцилиндра 6 сообщены с атмосферой. Шток пневмоцилиндра 1 под действием давления, постоянно подведенного к его штокоБОЙ полости, а шток пневмогидроцилиндра 6 под действием давления, подведенного через распределитель 9 к емкости 8 (а следовательно, и к гидравлической полости пневмогидроцилиндра 6 через дроссель 7), подняты.
Привод работает следующим образом.
После загрузки станка включается распределитель 2 - происходит опускание прижимного устройства и прижим обрабатываемых деталей 12 к доводочному диску 13 с минимальным усилием, необходимым и достаточным для перемещения прижимного устройства вверх-вниз, аииимальное усилие регулируется подвижным упором 10, задающим верхнее положение щтока 5, а следовательно, и минимальную величину сжатия пружины органа регулирования 4. После прижатия деталей к доводочному диску включается привод вращения доводочного диска и распределитель 9 устройства изменения усилия .
Доводочный диск разгоняется. Под действием давления, подведенного посредством распределителя 9 к пневматической полости пневмогидроцилиндра 6, щток 5 перемещается вниз, воздействуя при этом на пружину органа регулирования 4, сжимая ее, за счет чего происходит плавное повышение давления в пневмолинии выхода 3, а следовательно, и в полостях пневмоцилиндра 1 прижимного устройства. Усилие прижима деталей плавно повыщается. Время, в течение которого осуществляется изменение давления в пневмолинии выхода 3 от минимального до номинального, определяется скоростью перемещения штока 5 и регулируется дросселем 7, ограничивающим расход масла, вытесняемого из гидравлической полости гидроцилиндра 6 в гидравлическую емкость 6, сообщенную при этом через распределитель 9 с атмосферой. Номинальное давление в пневмолинии 3 (усилие прижима деталей) ограничивается величиной перемещения штока о (величиной сжатия пружины редукционного клапана 4) и регулируется положением подвижного упора 11 в соответствии с требуемым по технологии усилием прижима деталей к доводочному диску.
По истечении времени обработки деталей с номинальным усилием прижима выключается распределитель 9. При этом вновь пневматическая полость пневмогидроцилиндра 6 и гидравлическая емкость 8 сообщаются соответственно с атмосферой и пневмолинией. Под действием подведепного давления масло из гидравлической емкости 8 вытесняется через дроссель 7 в гидравлическую полость пневмогидроцилиндра 6, осуществляя перемещение щтока 5 вверх до его останова на подвижном упоре 10, предоставляя тем самым возможность пружине клапапа 4 разжиматься, за счет чего давление на его выходе, а следовательно, и усилие прижима деталей плавно снижается от номинального до минимального в течение времени, примерно равного его повышению.
После завершения обработки деталей с минимальпым усилием прижима (выхал ивания) выключается привод вращения доводочного диска и после его останова осуществляется подъем прижимного устройства. Цикл работы станка повторяется.
Эффект предлагаемого привода заключается в повышении экономичности его эксплуатации и снижения его стоимости, что обеспечивается снижением мощности за счет значительного снижения сил трения прижатых к поверхности доводочного диска деталей в момент его разгона, Дополнительпым эффектом изобретения является снижение изнащиваемости доводочного диска и повышение качества обрабатываемых на станке деталей (поверхностей) за счет изменения усилия прижима деталей к доводочному диску в начале и конце обработки.
Формула изобретения
Привод вертикально-доводочного станка, включающий устройство прижима деталей к доводочному диску, состоящее из пневмоцилиндра, управляемого распределителя и органа регулирования усилия прижима, отличающийся тем, что, с целью снижения потребляемой мощности и повышения качества обработки, введено устройство изменения усилия, прижима, выполненное в виде пневмогидравлического цилиндра и пневмогидравлической емкости, при этом шток пневмогидравлического цилиндра кинематически связан с регулирующим элементом органа регулирования усилия прижима, гидрополости цилиндра и емкости сообщены через дроссель, а пневмополости через распределитель - с пневмолинией и атмосферой.
Источники информации, принятые во внимание при экспертизе 1. Чертеж № 3806Л-ООСХ1, Архив Лен. ОКБ АРС, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПРИЖИМА ДИСКА доводочного СТАНКА | 1968 |
|
SU220710A1 |
| Устройство для распиловки | 1979 |
|
SU787143A1 |
| Пневмогидравлическая система | 1988 |
|
SU1663249A1 |
| ПНЕВМАТИЧЕСКИЙ НАСОС СУДОВОЙ СИСТЕМЫ ПОЖАРОТУШЕНИЯ | 2014 |
|
RU2602471C2 |
| Манипулятор | 1980 |
|
SU872251A1 |
| Рекуперативный гидропривод лесовозного тягача с полуприцепом | 2019 |
|
RU2726987C1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Пневмогидропривод | 1986 |
|
SU1418509A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОЗИЦИОННЫЙ ПОДАЧИ ИНЕРЦИОННЫХ ОБЪЕКТОВПРИВОД | 1973 |
|
SU418639A1 |
| ПНЕВМОГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО К СВЕРЛИЛЬНОМУ СТАНКУ | 1967 |
|
SU205508A1 |