1
Изобретение относитея к ередетвам абразивоструйной обработки иоверхиоети деталей и может найти применение в машиностроении, станкостроении и т. д.
Известно сопло для абразивоструйной обработки деталей, содержащее корпус с центральным каиалом для разгона рабочей смеси и боковым каналом для подачи дополнительного энергоносителя 1.
Недостаток сопла состоит в повышенном абразивном нзносе корпуса сопла и его цептральиого канала, повреждаемых рабочей смесью, что изменяет рабочую зону факела, снижает производительиость, прпводит к перерасходу энергоносителя и увеличивает простои на ремонт, тем самым снижая эффективность ироцесса обработки.
Целью изобретения является новышение эффективности обработки.
Это достигается тем, что в иредложенном соиле в корпусе выполнен накопитель дополннтельного энергоносителя в виде камеры, сообщенной е боковым каналом для подачи доиолнительного энергоноснтеля и выходным каналом корпуса.
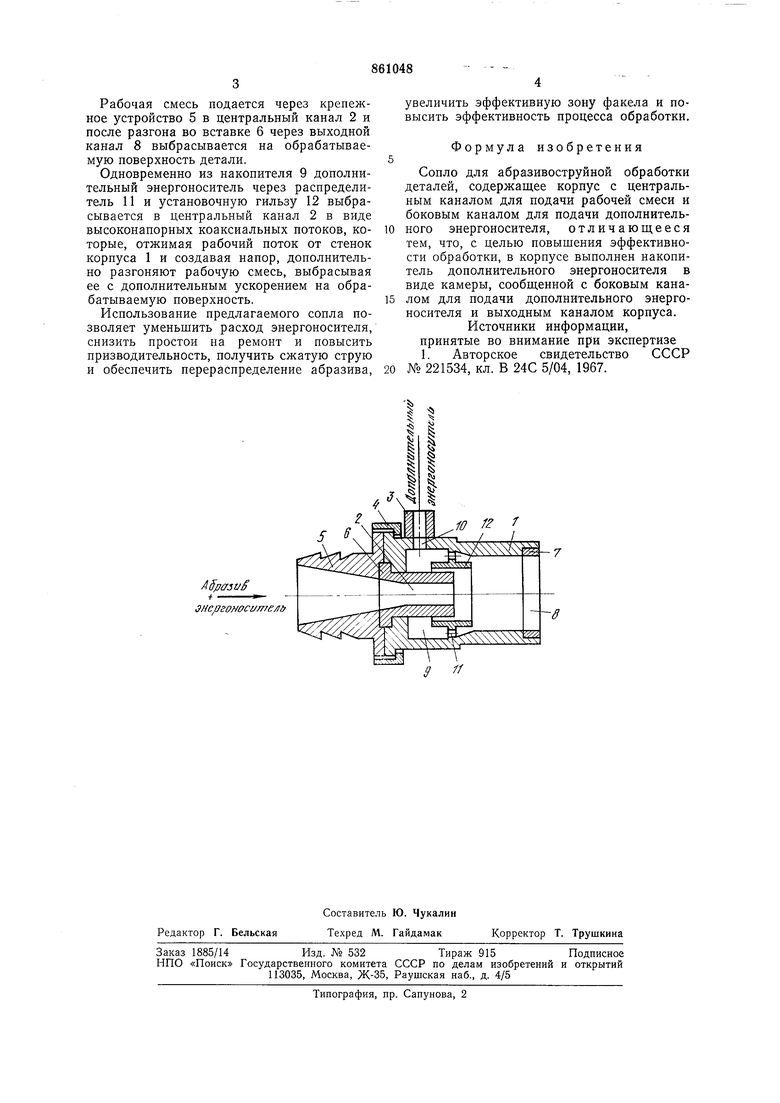
На чертеже схематично показано предложенное сонло для абразивоструйиой обработки деталей.
Соило содержит корпус 1 с центральным каналом 2 для иодачи рабочей смеси и боковым каналом 3 для нодачи дополнительного энергоносителя, крепежной гайкой 4 5 соеднненный с крепежным устройством 5 для нодвода рабочей смеси, состоящей из абразива и основного энергоноснтеля.
Центральный канал 2 на входе армирован нрофильной вставкой 6 из нзиосостой10 кого твердосплавного материала, а на выходе - твердосплавной вставкой 7 в выходно1М канале 8 корпуса 1.
В корпусе выполнен накопитель 9 дополпительиого эпергопосителя в виде камеры, 15 сообщенной отверстием 10 с боковым каналом 3 для подачп дополнительного энергоносителя н выходным каиалом 8 корпуса 1 посредством распределителя И и установочной гильзы 12, расиоложенных в кор20 Hjce 1 с образованнем коаксиальных каналов для истечения дополнительного энергоносителя в осевой канал.
Распределитель 11 может быть выполнен в виде сквозных отверстий в стенке кориу25 са 1. Установочная гнльза 12 закреплена в етеике корпуса 1 вставкой либо выполнена совместно с корпусом 1.
Дополпительным энергоносптелем является газ или жидкость.
Рабочая смесь подается через крепежное устройство 5 в центральный канал 2 и после разгона во вставке 6 через выходной канал 8 выбрасывается на обрабатываемую поверхность детали.
Одновременно нз накопителя 9 дополнительный энергоноситель через распределитель 11 и установочную гильзу 12 выбрасывается в центральный канал 2 в виде высоконапорных коаксиальных потоков, которые, отжимая рабочий поток от стенок корпуса 1 и создавая напор, дополнительно разгоняют рабочую смесь, выбрасывая ее с дополнительным ускорением на обрабатываемую поверхность.
Использование предлагаемого сопла позволяет уменьшить расход энергоносителя, снизить простои на ремонт и повысить призводительность, получить сжатую струю и обеспечить перераспределение абразива,
увеличить эффективную зону факела и повысить эффективность процесса обработки.
Формула изобретения
Сопло для абразивоструйной обработки деталей, содержащее корпус с центральным каналом для подачи рабочей смеси и боковым каналом для подачи дополнительного энергоносителя, отличающееся тем, что, с целью повышения эффективности обработки, в корпусе выполнен накопитель дополнительного энергоносителя в виде камеры, сообщенной с боковым каналом для подачи дополнительного энергоносителя и выходным каналом корпуса.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 221534, кл. В 24С 5/04, 1967.
Adflffsvff
ij
SHc/jzoHOct/Trfe ti
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивоструйное сопло | 1972 |
|
SU589112A1 |
| Установка для абразивоструйной обработкииздЕлий | 1973 |
|
SU852520A1 |
| Струйный аппарат для обработки внутренней поверхности деталей типа труб | 1973 |
|
SU861049A1 |
| Пневматический инструмент ударного действия | 1976 |
|
SU682363A1 |
| Способ контроля и управленияпРОцЕССОМ АбРАзиВОСТРуйНОйОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1972 |
|
SU852517A1 |
| Насадка гидромонитора | 1983 |
|
SU1244319A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1996 |
|
RU2108903C1 |
| Пневматический молоток | 1979 |
|
SU841958A1 |
| Насадка гидромонитора | 1976 |
|
SU648734A1 |
