1
Изобретение относится к переработке пластмасс.
Известен универсальный блок для изготовления изделий из пластмасс, содержащий подвижную и неподвижную плиты, опорную плиту и шпиндель 1.
В известном блоке выталкиватель выталкивает литниковую систему вместе с,изделием.
Наиболее близким к предлагаемому блоку является универсальный блок для изготовления изделий из пластмасс, содержащий подвижную и неподвижную плиты, промежуточную плиту с брусьями, шпиндель, установленный на подвижной плите 2.
В известном блоке центральный литник извлекается держателем, являющимся элементом пресс-формы, устанавливаемой в блоке, а затем вместе с разводящими литниками отделяется вручную вне блока, что снижает производительность.
Цель изобретения - повышение производительности за счет автоматического отделения литниковой системы от изделий.
Цель достигается тем, что универсальный блок для изготовления изделий из пластмасс, содержащий подвижную и неподвижную плиты, промежуточную плиту с брусьями, шпиндель, установленный на подвижной плите, согласно изобретению снабл ен держателем литниковой системы, выполненным с размещенным в шпинделе хвостовиком, на котором закреплен штифт, упорами, один из которых установлен в подвижной плите, а другой - в промежуточной, и двуплечим рычагом, шарнирно закрепленным на брусьях промежуточной илиты, взаимодействующим одним концом
10 с упорами, а на другом его конце выполнен продольный паз, в котором размещен штифт хвостовика держателя.
Контактирующие с двуплечим рычагом поверхности упоров могут быть выполнены
15 сферическими.
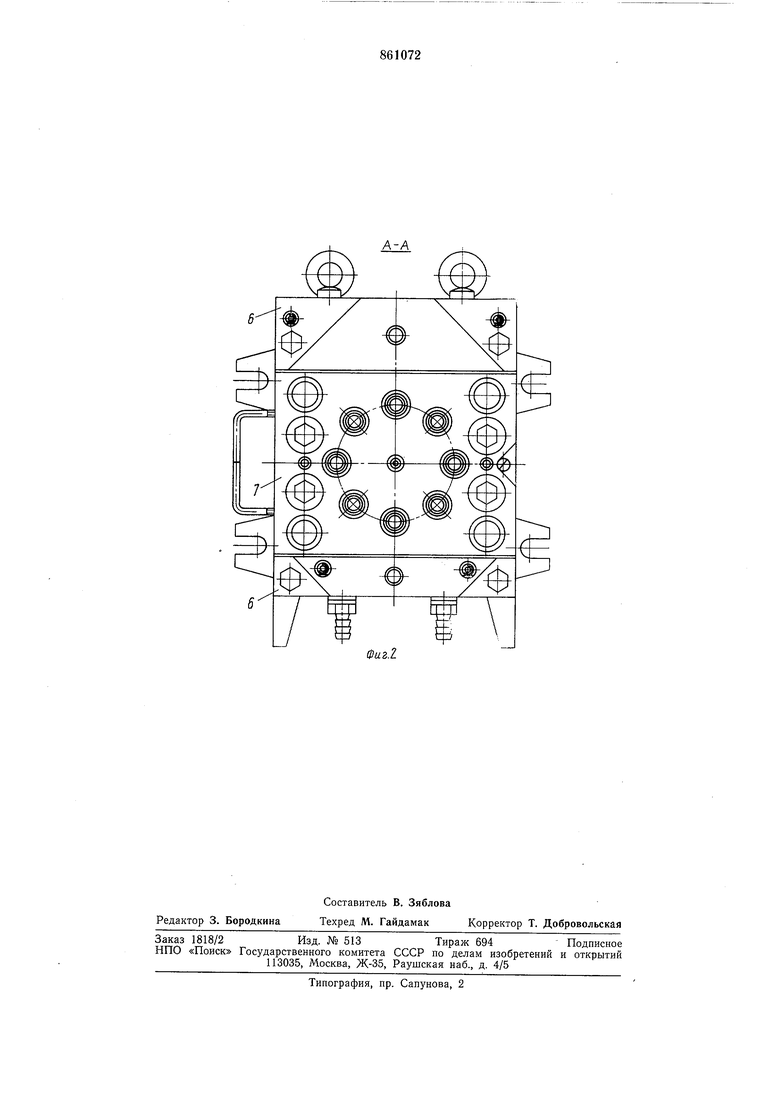
Шпиндель может быть выполнен полым. На фиг. 1 изображен блок с установленным в нем пакетом формы кассетного типа, продольный разрез; на фиг. 2 - разрез
20 А-А на фиг. 1.
Универсальный блок содержит неподвим ную плиту 1, на которой крепится несъемная часть 2 пакета формы, подвил ную плиту 3, промежуточную плиту 4 с брусьями 5, на которую в направляющих 6 устанавливается съемная часть 7 пакета формы, дерл атель 8 литниковой системы, выполненный с хвостовиком, 9 на котором за30 креплен штифт 10.
Хвостовик 9 держателя 8 входит в шпиндель 11, установленный в плите 3. На брусьях 5 шарнирио закренлен двуилечий рычаг 12, на одиом конце которого вьшолиеи продольный паз, в который входит игтифт 10 хвостовика 9, а другой конец рычага 12 расположен между сферическими (шверхиостями упора 13, закреиленного на Плите 3, и упора 14, устаиовленного в нлите 4. В плите 3 размещены толкатель 15, ио которому перемеш,ается плита 4, и шпонка 16, входящая в наз хвостовика 9.
Предлагаемый блок работает следующим образом.
После впрыска материала и соответствующей выдерлски блок раскрывают. При неремещении нодвижной части блока держатель 8 выдергивает центральный литник из втулки и отрывает туннельные впуски 17 от изделий. При дальнейшем движении подвижной части блока шпиндель 11 входит в соприкосновепие с неподвижным упором машииы и плита 3 останавливается, а илита 4 со съемной частью пакета формы продолжает перемещаться, при этом упор 13 поворачивает рычаг 12, который в свою очередь через штифт 10 перемещает держатель 8 в крайнее левое положение.
При движении держателя 8 влево Л1ггниковая система сбрасывается с него и падает в бункер машины.
Перемещение держателя 8 происходит до тех нор, иока опорные поверхности 18 брусьев 5 не соприкоснутся с илитой 3. К этому моменту штифт 10 пройдет путь а больший толщины кассеты. Толкатель 15 и унор 14 выйдут из направляющих 6 и займут крайнее правое ноложение, а хвостовик 9 утапливается в полый шпиндель. Затем кассету извлекают из блока и на отдельном нриснособлении выкручивают отливки из резьбооформляющих гнезд. Освобожденную от отливок кассету устанавливают в блок. Упор 14 и толкатель 15 уиираются в плиту 1 и неремещ,ают плиту 3 Б крайнее левое положение. Упор 14 поворачивает рычаг 12, а он через штифт 10 перемещает дерлсатель 8 во втулку кассеты. Далее цикл повторяется.
Такая конструкция универсального блока позволяет повысить производительность труда в два раза путем обеспечения автоматического отделения центрального и разводящих литников от кассеты и может быть использована при отливке различных деталей, например резьбовых пробок, колпачков и т. и.
Формула изобретения
1. Универсальный блок для изготовления изделий из пластмасс, содержащий подвижную и неподвижную плиты, промежуточную плиту с брусьями, шпиндель,
установленный на подвижной нлите, отл и чающийся тем, что, с целью повышения производительности за счет автоматического отделения литниковой системы от изделий, он снабжен держателем литниковой системы, вынолненным с размещенным в шнинделе хвостовиком, накотором закреплен штифт, упорами, один из которых установлен в подвижной плите, а другой - в промежуточной, и двуплечим рычагом,
шарнирно закрепленным на брусьях промежуточной плиты, взаимодействующим одним концом с упорами, а на другом его конце выполнен продольный наз, в котором размещен штифт хвостовика держателя.
2. Блок но п. 1, отличающийся тем, что контактирующие с двуплечим рычагом поверхности упоров выполнены сферическими.
3. Блок но н. I, отличающийся тем,
что шпиндель выполпен полым.
Источники информации, принятые во внимание при экспертизе
1.Выбор и проектирование технологической оснастки для изготовления изделий
из пластмасс методом нрессования и литья под давлением, РТМ 27-00-458-76, Министерство машиностроения для легкой и пищевой промышленности и бытовых нриборов, ВПО «Союзоргтехавтоматизация, М.,
с. 123, рис. 142.
2.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением, каталог-справочник, ПИИМАШ, 1967, с. 140, рис. 118 (нрототин).
7 .2
/
Фиг.
А-А
Фиг2

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |