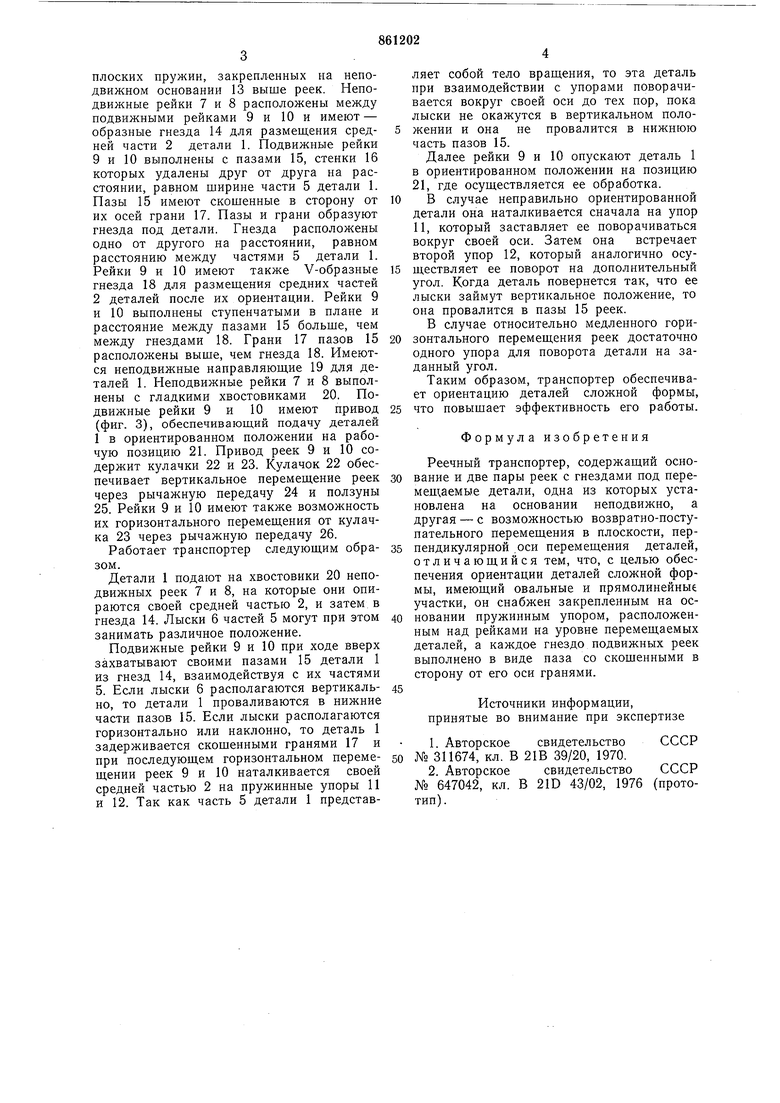
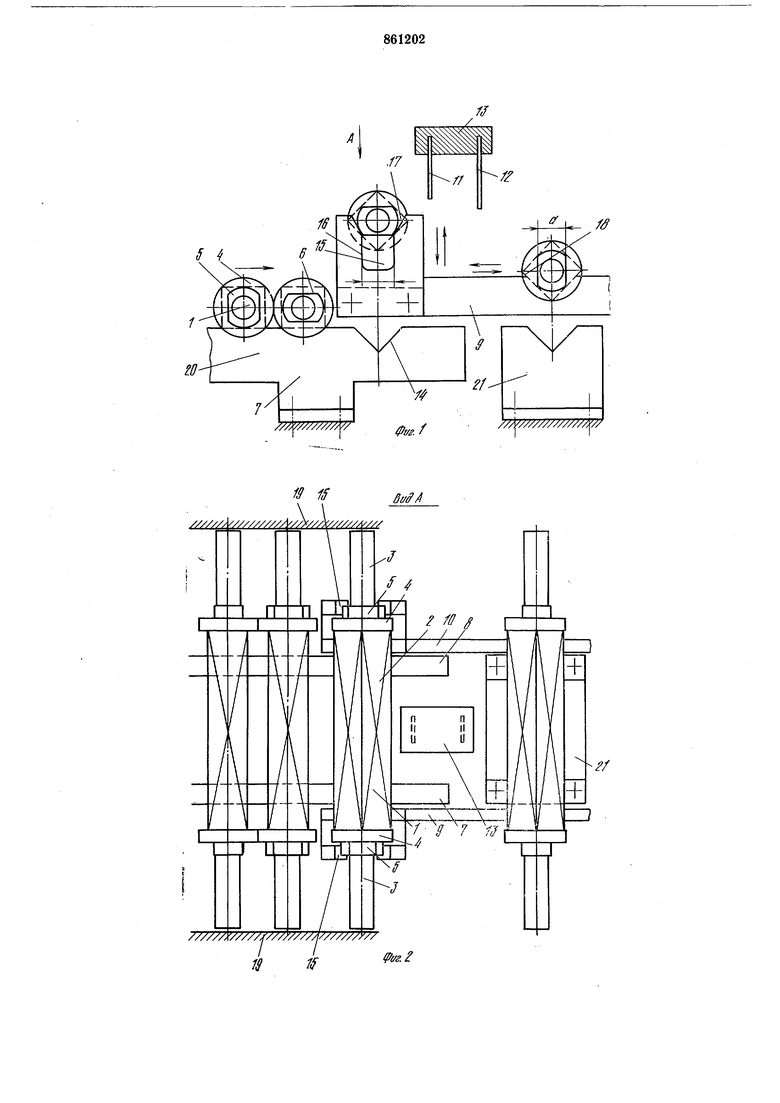
плоских пружин, закрепленных на неподвижном основании 13 выше реек. Неподвижные рейки 7 и 8 расположены между подвижными рейками 9 и 10 и имеют - образные гнезда 14 для размещения средней части 2 детали 1. Подвижные рейки 9 и 10 выполнены с пазами 15, стенки 16 которых удалены друг от друга на расстоянии, равном ширине части 5 детали 1. Пазы 15 имеют скошенные в сторону от их осей грани 17. Пазы и грани образуют гнезда под детали. Гнезда расположены одно от другого на расстоянии, равном расстоянию между частями 5 детали 1. Рейки 9 и 10 имеют также V-образные гнезда 18 для размеш,ения средних частей 2 деталей после их ориентации. Рейки 9 и 10 выполнены ступенчатыми в плане и расстояние между пазами 15 больше, чем между гнездами 18. Грани 17 пазов 15 расположены выше, чем гнезда 18. Имеются неподвижные направляюш,ие 19 для деталей 1. Неподвижные рейки 7 и 8 выполнены с гладкими хвостовиками 20. Подвижные рейки 9 и 10 имеют привод (фиг. 3), обеспечиваюш,ий подачу деталей 1 в ориентированном положении на рабочую позицию 21. Привод реек 9 и 10 содержит кулачки 22 и 23. Кулачок 22 обеспечивает вертикальное перемещение реек через рычажную передачу 24 и ползуны 25. Рейки 9 и 10 имеют также возможность их горизонтального перемещения от кулачка 23 через рычажную передачу 26.
Работает транспортер следующим образом.
Детали 1 подают на хвостовики 20 неподвижных реек 7 и 8, на которые они опираются своей средней частью 2, и затем в гнезда 14. Лыски 6 частей 5 могут при этом занимать различное положение.
Подвижные рейки 9 и 10 при ходе вверх захватывают своими пазами 15 детали 1 из гнезд 14, взаимодействуя с их частями 5. Если ЛЫСКИ 6 располагаются вертикально, то детали 1 проваливаются в нижние части пазов 15. Если лыски располагаются горизонтально или наклонно, то деталь 1 задерживается скошенными гранями 17 и при последующем горизонтальном перемещении реек 9 и 10 наталкивается своей средней частью 2 на пружинные упоры И и 12. Так как часть 5 детали 1 представляет собой тело вращения, то эта деталь при взаимодействии с упорами поворачивается вокруг своей оси до тех пор, пока лыски не окажутся в вертикальном положенин и она не провалится в нижнюю часть пазов 15.
Далее рейки 9 и 10 опускают деталь 1 в ориентированном положении на позицию 21, где осуществляется ее обработка. В случае неправильно ориентированной детали она наталкивается сначала на упор И, который заставляет ее поворачиваться вокруг своей оси. Затем она встречает второй упор 12, который аналогично осуществляет ее поворот на дополнительный угол. Когда деталь повернется так, что ее лыски займут вертикальное положение, то она провалится в пазы 15 реек.
В случае относительно медленного горизонтального перемещения реек достаточно одного упора для поворота детали на заданный угол.
Таким образом, транспортер обеспечивает ориентацию деталей сложной формы, что повышает эффективность его работы.
Формула изобретения
Реечный транспортер, содержащий основание и две пары реек с гнездами под перемед1,аемые детали, одна из которых установлена на основании неподвижно, а другая - с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной .оси перемещения деталей, отличающийся тем, что, с целью обеспечения ориентации деталей сложной формы, имеющий овальные и прямолинейные участки, он снабжен закрепленным на основании пружинным упором, расположенным над рейками на уровне перемещаемых деталей, а каждое гнездо подвижных реек выполнено в виде паза со скощенными в сторону от его оси гранями.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 311674, кл. В 21В 39/20, 1970.
2.Авторское свидетельство СССР № 647042, кл. В 2Ш 43/02, 1976 (прототип).
///)////////Y
fS
//////////////////)(//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки концов стержневых заготовок | 1976 |
|
SU567538A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПАЙКИ ВОЛНОЙ ПРИПОЯ | 1993 |
|
RU2081520C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИРПИЧА НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1972 |
|
SU348457A1 |
| Устройство для подачи заготовок | 1983 |
|
SU1230726A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1328138A1 |
| Устройство для управления бортовыми бесступенчатыми трансмиссиями гусеничной машины | 1989 |
|
SU1689181A1 |
| Устройство для подачи стержневых заготовок | 1976 |
|
SU647042A1 |
3 f M
)//////A
ЙК/
р
,.J
