Изобретение относится к автоматизации процессов обработки металлов давлением.
Цель изобретения - повышение надежности.
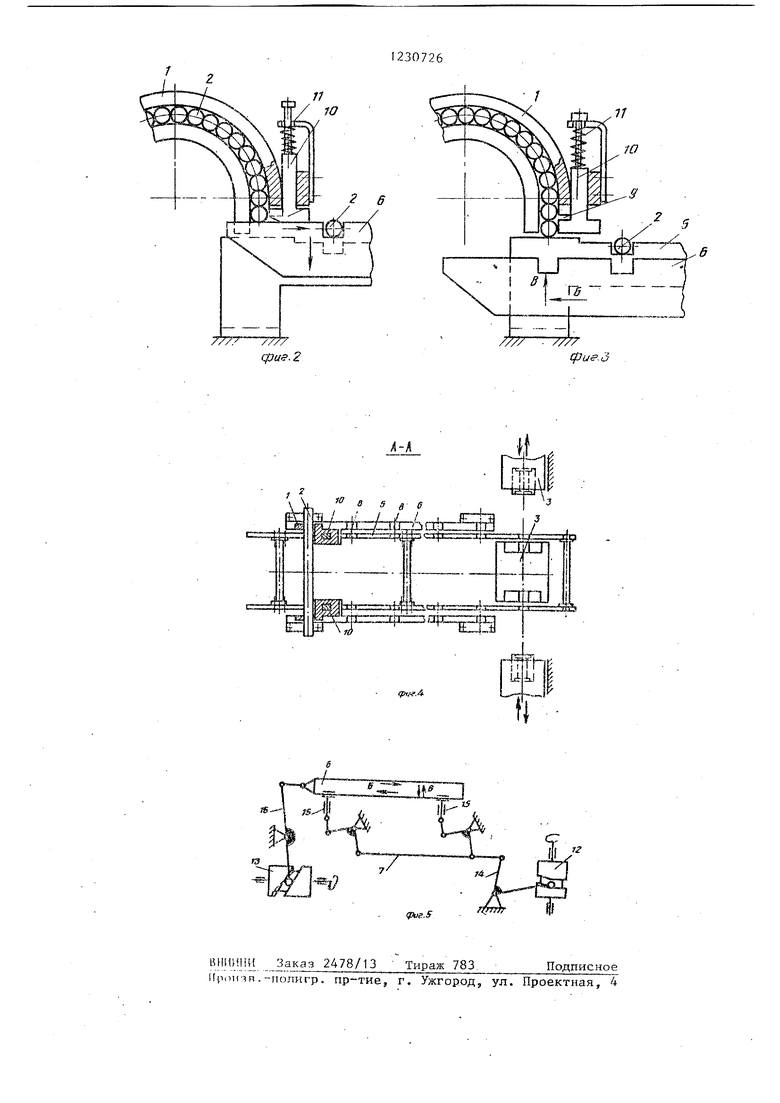
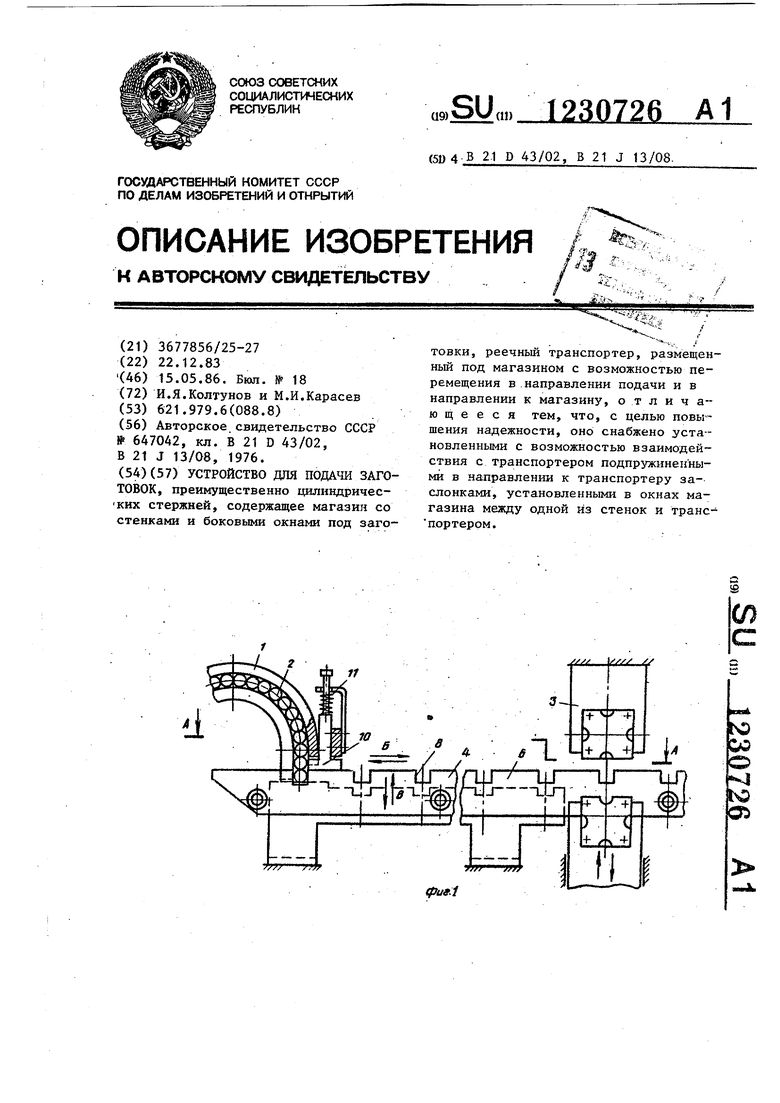
На фиг. 1 изображено устройство в момент захвата детали из магазина, вид сбоку, на фиг. 2 - левая часть устройства с подвижными рейками в верхнем крайнем правом положении, на фиг. 3 - то же, с подвижными рейками в нижнем крайнем левом положении; на фиг. 4 - разрез А-А на фиг, 1{ на фнг. 5 - схема привода подвижных реек
Устройство содержит магазин 1с заготовками 2 в виде тел вращения, в частности цилиндрических, для подачи их в рабочую зону машины 3, расположенный под магазином реечный транспортер 4, снабженный неподвижными рейками 5 и подвижными рейками 6, перемещаемыми от привода 7 в направлении подачи (по стрелке Б) и в направлении к магазину (по стрелке В). Перемещение осуществляется в плоскости, перпендикулярной оси подаваемых деталей 2.
Каждая из реек 5 и 6 имеет гнездо 8 для деталей 2. Неподвижные рейки 5 слу:1кат упором, ограничивающим Д1еремещение деталей 2 -в магазине 1, имеющем боковое окно 9 для удаления из него деталей 2. Окно 9 закрыто заслонками 10 Т-образной формы, нахо дящимися под действием пружин 11 и перемещанщимися по стрелке В при подъеме воздействующих на них подвижных реек 6.
Привод 7 подвижных реек 6. содержит два кулачка 12 и 13. Кулачок 12 обес- печивает их вертикальное перемещение (по стрелке В) через рьмажную передачу 14 и ползуны 15с возможностью горизонтального перемещения (по стрелке Б), осуществляемого от кулач- ка 13 через рычажную передачу 16.
Устройство работает следующим образом.
В исходном положении столб деталей 2, находящихся в магазине 1, опирается на расположенные под ним неподвижные рейки 5, окно 9 для выдачи деталей 2 из магазина закрыто заслонками 10, занимающими крайнее нижнее положение под действием пружин 11, подвижные рейки 6 при этом также занимают крайнее нижнее положение (фиг. 3).
Затем под действием кулачка 12 рейки 6 поднимаются в крайнее верхнее положение, нижняя деталь 2, находящаяся в магазине 1, оказывается в гнезде 8 этих реек. При ходе гверх рейки 6 приподнимают заслонки 10, сжимая пружины 11 (фиг. 1). После этого под действием кулачка 1-3 рейки 6 перемещаются вправо по стрелке Б, удаляя деталь 2, находяющуюся в их гнездах 8, из магазина 1. Столб деталей 2 в магазине 1 и заслонки опираются на подвижные рейки 6 (фиг.2).
i
Под действием кулачка 12 рейки 6 опускаются, оставляя деталь 2 в гнезде 8 неподвижных реек. Столб деталей 2 в магазине 1 опускается на неподвижные рейки 5, а заслонки 10, опускаясь под действием пружин 11, закрывают окно 9 магазина 1, предотвращая самопроизвольное выкатывание из него деталей 2.
Затем под действием кулачка 13 рейки 6 перемещаются влево в исходное положение (фиг. 3), и цикл повторяется.
Пре,длагаемое выполнение устройства для подачи стержневьпс деталей в виде тел вращения из магазина обеспечивает повышение надежности и улучшение условий эксплуатации за счет исключения самопроизвольног о выкатывания подаваемых деталей.
77
Ю
fe
77
2 8
1,
LJ
Гб
//// /77/
Срие,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи стержневых заготовок | 1976 |
|
SU647042A1 |
| Устройство для обработки концов стержневых заготовок | 1976 |
|
SU567538A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Накопитель для цилиндрических деталей | 1981 |
|
SU996164A1 |
| Устройство для укладки ампул в кассету | 1982 |
|
SU1070062A2 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Устройство для сборки амортизаторов | 1984 |
|
SU1177115A1 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
| Реечный транспортер | 1979 |
|
SU861202A1 |
| Устройство для сортировки радиодеталей по электрическим параметрам | 1981 |
|
SU1010736A1 |
i4U
,г4л
)Ci:r:nin:r:3 ап::г:г:з|хп Ш11„.±
1 i ft
iptffA
.s
Заказ 2478/13 Тираж 783.
. -полнгр, пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| Устройство для подачи стержневых заготовок | 1976 |
|
SU647042A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
