1
изобретение относится к обработке металлов давлением.
Известно устройство для обработки концов стержневых заготовок, например, для двухсторонней высадки буртов, содержащее узел зажима, рабочие инструменты, расположенные по обе стороны от последнего, и механизм перемещения заготовок ij .
Однако эго устройство не обеснечивает качественного изготовления деталей типа зуба бороны.
Известно устройство для обработки концов стержневых за1-отовок, например, для двухсторонней высадки буртов, содержащее корнус, узел зажима средней части заготов ки, состоящий из подвижной и ненодвижной гшит с (.здами но )илю заготовки, рабочие и})струмонты, уста)ювленные но обе стороны Ог уз.па зажима с возможное; гью перемещения относителыю последнего, а
также нриводнс й узел шагового перемещени заготовки и механизм нередачи ее в узел пяжима 2.
Устройство предназначено /иш обработки иили шричес(их д(.талей, однако оно не может обеспечить их обработку в случае, ког да необходима угловая ориентация деталей. В частности, клещевое подающее устройство не может обеспечить надежной угловой е.риентации заготовок деталей типа зуба бороны, имеющих среднюю призматическую часть квадратного сечения и цилиндрические концы с переходными участками между ними.
В предлагаемом устройстве узел щагового перемещения выпoJшeн в виде жестко связанных между собой двух подвижных от носителыю корпуса ступенчатых реек с V образными гнездами, охватывающих узел зажима и отстоящих друг от друга в этой зоне на расстояние, равное расстоянию между нере одными участками заготовки, а в зоне транспортирования - на расстояние, меньпл длины средней части заготовки, и двух также связанных между собой неподвижных реек, расположенных между подвижными рейками, а механизм передачи заг(гговки в узел зажима выполнен в виде 3aKf eiu OHHoro на подвижной плите кронштейна с V - (.разным гнезЛ11М для заготовки и 11одпружипепно1-о, ycraHorvienHoro
на неподвижной плите над гнездом кронш теина упора, имеющего возможность перемещения в направлении движения подвижной плиты.
Подвижные рейки в зоне, охватывающей узел зажима, снабжены установленными в гнездах подпружиненными фиксирующими заготовку собачками.
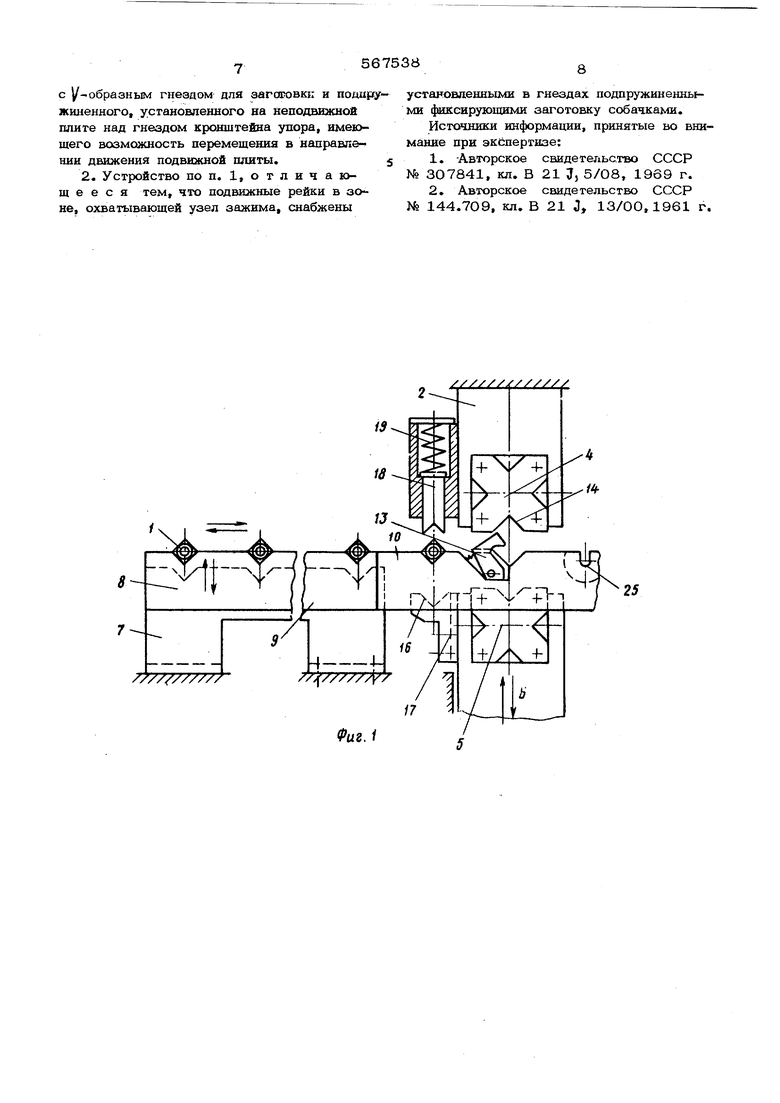
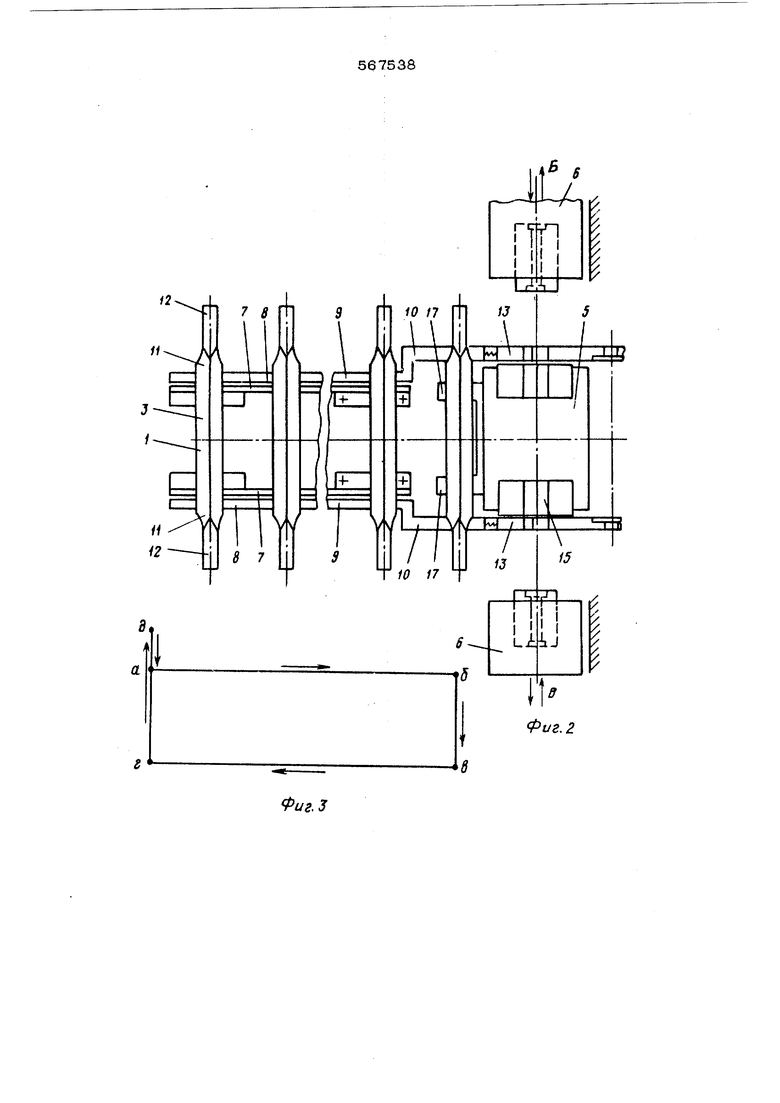
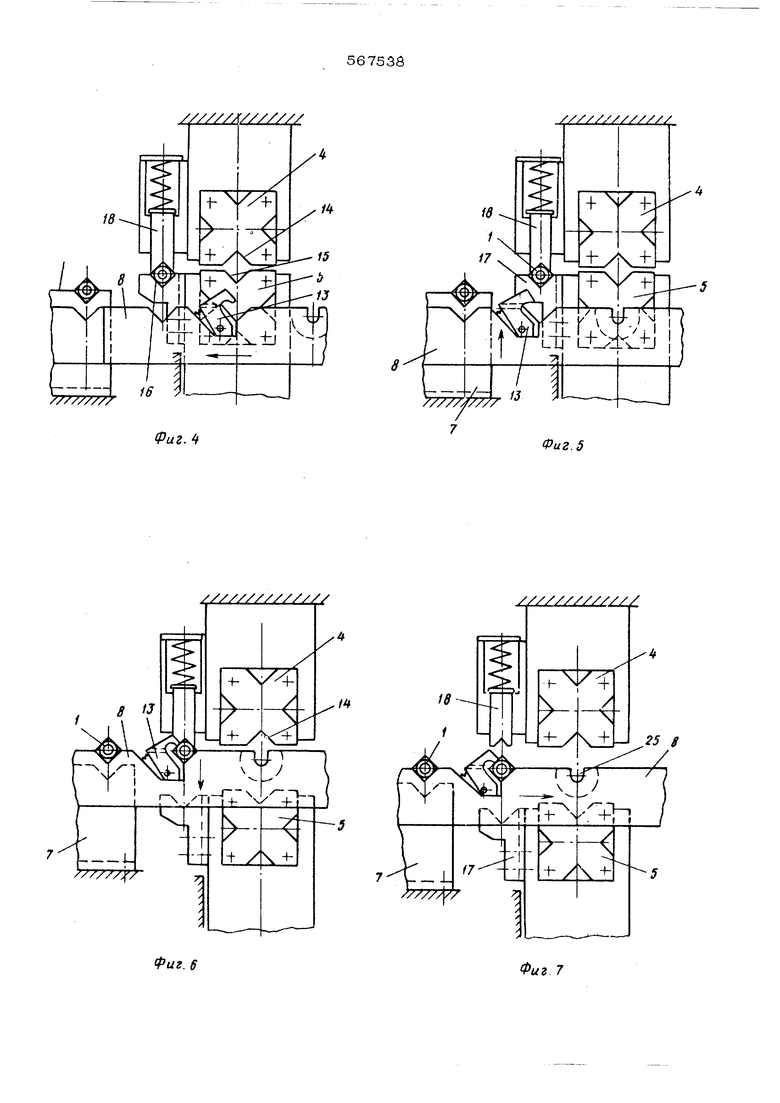
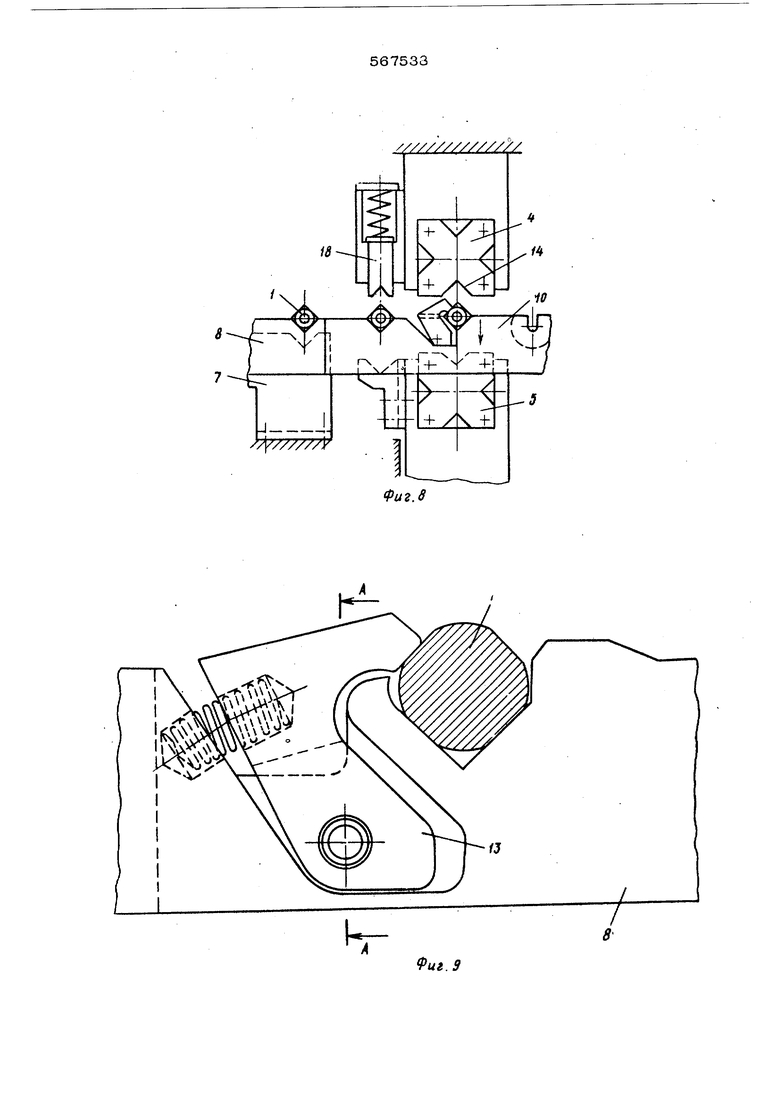
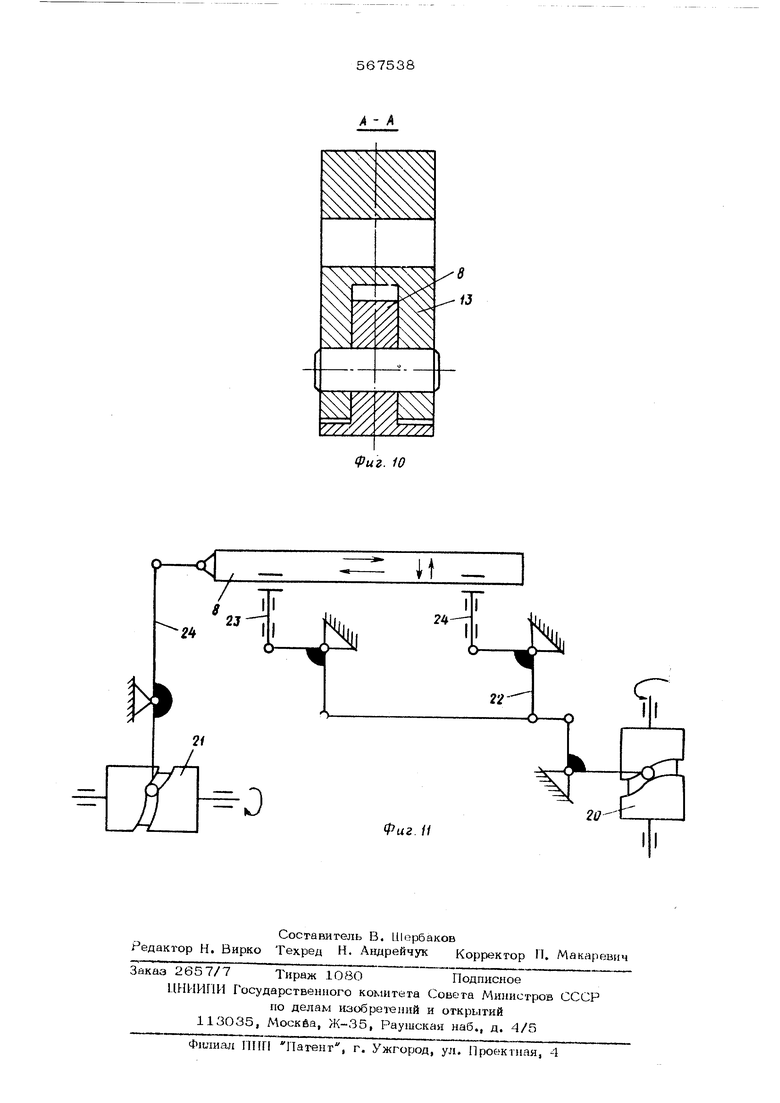
На фиг. 1 схе лагично показано предложенное устройство, вид сбоку; на фиг. 2 уаел зажима, вид сверху; на фиг. 3- схема перекрещения подвижных реек транспортера; на фиг. 4-8 - последовательные положения при вводе заготовки в дополнительное гнездо узла зажима и передаче ее в гнездо обработки; на фиг. 9 - гнездо подвижных реек с .собачкой (масштаб увеличен на фиг. 1О - сечение А-А фиг. 9; на фиг. 11 - схема привода подвижных реек.
Предлагаемое устройство, предназначенное для двухсторонней высадки буртов на заготовке 1 зуба бороны, содержит узел зажима 2 призматической средней части 3 заготовки 1, снабженный неподвижной плитой 4 и подвижной плитой 5, перемещающейся в направлении стрелки Б от привода (на фиг. не показан). Рабочие инструменты 6 установлены по обе стороны от узла зажима 2 с возможностью перемещения в направлении стрелки В от соответствующего привода (на фиг. не показан).
Реечный транспортер (на фиг, не обозначен) используется для одновременного щагового перемещения ряда заготовок 1 в плоскости, перпендикулярной, в частности, их оси и оси инструментов6, и для подачи с предыдущей мащины (на фиг. не показана) на рабочую позицию. Реечный транспортер состоит из неподвижных 7 и подвижных 8 реек. Подвижные рейки 8 жестко связаны между собой охватывают неподвижные рейки 7 и узел зажима заготовки 2 и состоят из двух частей У и 10. Расстояние между частями 9 реек 8 меньше длины npna матической средней части 3 заготовки 1, а расстояние между частями 1О реек 8 соответствует расстоянию между ее переходными зонами 11, находящимися между призматической средней частью 3 и цилиндрическими концами 12 и имеющими форму, близкую к конической, с небольщими плоокими гранями.
Рейки 7 и 8 имеют V - образные гнеэда (на фиг. не обозначены) для размещеНИН заготовок 1. Подвижные рейки 8 снабжены . поворотными подпружиненными собачками 13, предназначенными для фиксации заготовок 1 в V - образных гнездах части 1О этих реек.
Плиты 4, 5 узла зажима 2 имеют V образные гнезда 14 и 15 для зажима заг« готовки- 1 во время ее обработки. Со счгороны подачи заготовок в подвижной плите 5 выполнено дополнительное V - образное гнездо 16, обеспечивающее передачу заготовок 1 в часть 10 реек 8. Ширина участка шшты 5 с гнездом 16 меньще, чем расстояние между частями 9 реек 8.
Гнездо 16 может быть выполнено в кронщтейне 17, жестко связанном с плитой 5. Напротив гнезда 16 в неподвижной плите 4 размещен упор 18, взаимодействующий с пружиной 19. УпЬр подвижен в направлении стрелки Б и предназначен для фиксации заготовок 1 в гнезде 16 при передаче их в снабженные собачками 13 гнезда части 10 реек 8.
Привид реек 8 содержит кулачки 20, 21 Кулачок 20 обеспечивает вертикальное перемещение реек через рычажную передачу 22 к ползуны 23, причем в последних рейки 8 установлены с возможностью горизонтального перемещения, осуществляемого от кулачка 21 через рьпажную передачу 24. Кулачок 20 имеет два рабочих участка профиля, обеспечивающих опускание реек за два приема (см. фиг, 3), участок выстоя между ними и участок подъема (на чертежах не обозначены).
Привод реек 8 может быть также выполнен гидравлическим (на чертеже не показан) с системой управления, обеспечивающей представленную на фиг. 3 схему перемещения реек 8.
Работает устройство следующим образом
Заготовки 1 с предыдущей мащины подаются реечным транспортером в положении ребром вниз . При этом рейки 7 и 8 взаимодействуют со средней призматической частью 3 этих заготовок. Поскольку щирина п узла зажима 2 не меньще длины средней призматической части 3 заготовок 1, последние нельзя ввести в узел 2 при захвате их за среднюю часть 3. Поэтому заготовки 1 частями 9 реек 8 укладываются в дополнительное гнездо 16 при ходе плйты 5 вверх и опускании реек 8.
Зятем плита 5 с заготошсами поднимается. Пружина 19 обеспечивает через упор 18 зажим заготовок в гнезде 16 (см, фиг, 4), Подвижные рейки 8 перемещаются влево (см. фиг. 5). При их последующем подъеме (см. фиг, 6) из гнезда 16 заготовки 1 захватываются частями 10 реек 8, охватывающими узел зажима 2. В гнездах частей 1О размещаются переходные зоны 11 заготовок, небольшие грани которых не могут обеспечить их надежной угловой ориентации. Дополнительная фиксация осуществляется подпружиненными собачками 13, прижимающими заготовки 1 ко дну гнезда реек 8 и отводимыми при подъеме этих реек под действием самих заготовок, зажатых 18 в гнезде 16 и заскакивающих под эти собачки (см. фиг. б)« Затем подвижная плита 5 и рейки 8 опу каются (см. фиг, 7) на расстояние, достаточное для того, чтобы осуществить последующее горизонтальное перемещение реек с заготовкой 1. После захвата заготовки 1 из гнезда 16 это расстояние зависит от величины деформации пружины 19 при зажи ме заготовки, глубины Y -образного гнез да упора 18 и конструктивных размеров собачки и узла зажима. После этого рейки 8 перемещаются впра ъо и вниз. При ходе вниз заготовки 1, находящиеся в гнездах части 9 подвижных ре ек 8, вводятся в гнезда неподвижных реек 7и гнездо 16, а заготовки, находящиеся в гнездах части 1О реек 8, вводятся в гне да 14, 15 (при одновременном подъеме пли ты 5) и зажимаются в узле зажима 2. При сближении инструментов 6, имеющих рабочие полости (на чертежах не обозначе ны) для высаживаемых буртов, происходит их формование , Зажим заготовки 1 в гнез дах 14, 15 происходит одновременно с зажимом следующей заготовки в гнезде 16, После высадки плита 5 и рейки 8 опускаются и обработанные детали захватываюч ся гнездом 25 реек 8 за их цили1адрически KOHUbf 12 и удаляются из мащины при ходе юек 8 вправо. При удалении высаженные бурты размешаются в выемках (на чертежах не обозна чены) реек 8. Фиксация заготовок 1 в гнездах части 1О реек 8 при помощи собачек 13 и вызываемая этим необходимость в зажиме заготовок 1 в гнезде 16 приводят к изменению траектории перемеще}шя подвижных реек 8 транспортера по сравнению с их обычной прямоугольной траекторией. Траектория перемещения подвижных реек 8показана на фиг. 3. Из точки о рейки 8 перемещаются вправо на щаг в точку б перенося находящиеся в их гнездах заготов ки 1 к следующим гнездам неподвижных реек 7, и к гнездам 14, 15 и 16. Из точки S рейки 8 перемещаются вниз в точку 6, укладывая заготовки в гнезда неподвижных peek 7 и в хнезда 15 и 16 узла з.ажима 2 при опускании ниже уровня этих гнезд (при опускании реек 8 плита 5 поднимается). При подъеме плиты 5 заготОв ки, находшцкеся в гнездах 15 - 16 выводят ся из гнезд реек 8. Первая из них зажимается в гнезде плиты 4 а вторая прижимается к упору 18. Затем рейки 8 движутся влево из точки & в точку 2 (холостой ход) и поднимаются в точку Э. При подъеме происходит захват заготовок 1 из гнезд реек 7, захват заготбвок из гнезда 16, и обработанных деталей из гнезда 15. Величина этого подъема пре- вьпнает величину, необходимую для захвата заготовок из гнезд неподвижных реек 7. Она должна обеспечить после опускания реек 8 из точки д fe точку а и опускания пли горизонтальное перемещение реек 8 с заготовками и обработанной деталью (из точки а в точку S}. Затем цикл повторяется. Предлагаемое устройство обеспечивает заданную угловую ориентацию заготовок деталей типа зуба бороны при их транспортировании и при передаче в V - образные гнезда узла зажима для обработки их концов (высадки буртов в переходных зонах между призматической средней частью и цилиндрическими концакш). Благодаря этому качество обработки повышается. Формула изобретения 1. Устройство для обработки концов стержневых заготовок,например, для двухсторонней высадки буртов, содержаще,: корпус, узел зажима средней части заготовки, состоящий из подв11жной и неподвижной плит с гнездами по профилю заготовки, рабочие инструменты, установленные по обе стороны от узла зажима с возможностью перемещения относительно последнего, а также приводной узел щагового перемещения заготовки и механизм передачи ее в узел зажима, отличающееся тем, что, с целью обеспечения обработки заготовок типа зуба бороны, имеющих среднюю призматическую часть, цилиндрические концы и переходные участки, узел щагового перемещения выполнен в виде жестко связанных между собой двух подвижных относительно корпуса ступенчатых реек с V - образными гнездами, охватывающих узел зажима и отстоящих друг от друга в этой зоне на расстояние, равное расстоянию между переходными участками заготовки, а в зоне транспортирования - на расстояние, еньще длины средней части заготовки, и двух талже жестко связанных между собой неподвижных реек, расположенных между подвижными рейками, а механизм передачи заготовки в узел зажима выполнен в виде закрепленного на подвижной плите кронштейна
с -образным гнездом для загсяювкк и поддружш1енного, установленного на неподвнжно2 плиге над гнездом кронштейна упора, имеющего возможность перемещения в направпеНИИ движения подвижной шшты.5
2. Устройство по п. 1, отличающее с я тем, что подвижные рейки в зоне, охватывающей узел зажима, снабжены
установленными в гнездах подпружинеш1Ь{ми фиксирующими заготовку собачками.
Источники информации, принятые во внимание при экспертизе:
1.-Авторское свидетельство СССР № 307841, кл. В 21 J, 5/О8, 1969 г.
2.Авторское свидетельство СССР
МЬ 144.7О9, кл. В 21 J, 13/00,1961 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи стержневых заготовок | 1976 |
|
SU647042A1 |
| Автомат для двустороннего накатывания резьбы | 1980 |
|
SU940969A1 |
| Устройство для шаговой подачиСТЕРжНЕВыХ зАгОТОВОК B зОНу ОбРАбОТКи | 1979 |
|
SU837504A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Станок для гибки штучных заготовок | 1988 |
|
SU1538951A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
777/777777 (Риг. i
//////Л///////
Фиг. Ц
//////
Фиг. 5
j1.
Л| Х/Х//Г
///////////// /
/4
Фиг.8
Риг.З
9-
24
.а
