Известны установки для изготовления вальцованной резины н каландрированного резиноЕого полотна.
Отличительная особенность предлагаемой установки заключается в том, что в ней применены автоматические объемные дозировочные весы для одновременной загрузки сыпучих компонентов резиновых смесей, иожи для подреза и среза резины с вальцев и барабан-механизм с заправочным устройством для автоматической обрезки, заправки и приема на ролики готового каландрированного полотна. Такая установка обеспечивает правильность ведения технологического процесса, улучшает качество готовой продукции, повышает производительность механизмов, улучшает условия труда н позн.оляет сократить количество обслуживающего персонала.
Предлагаемая установка состоит из двух отдельных поточных линий.
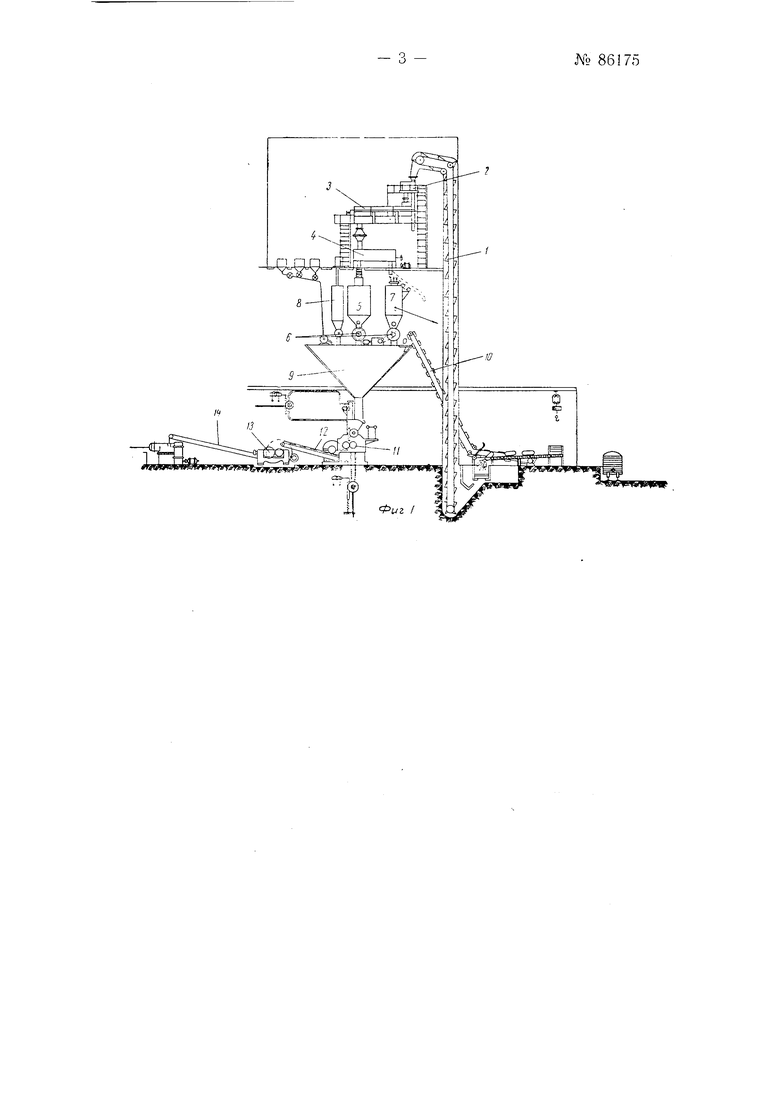
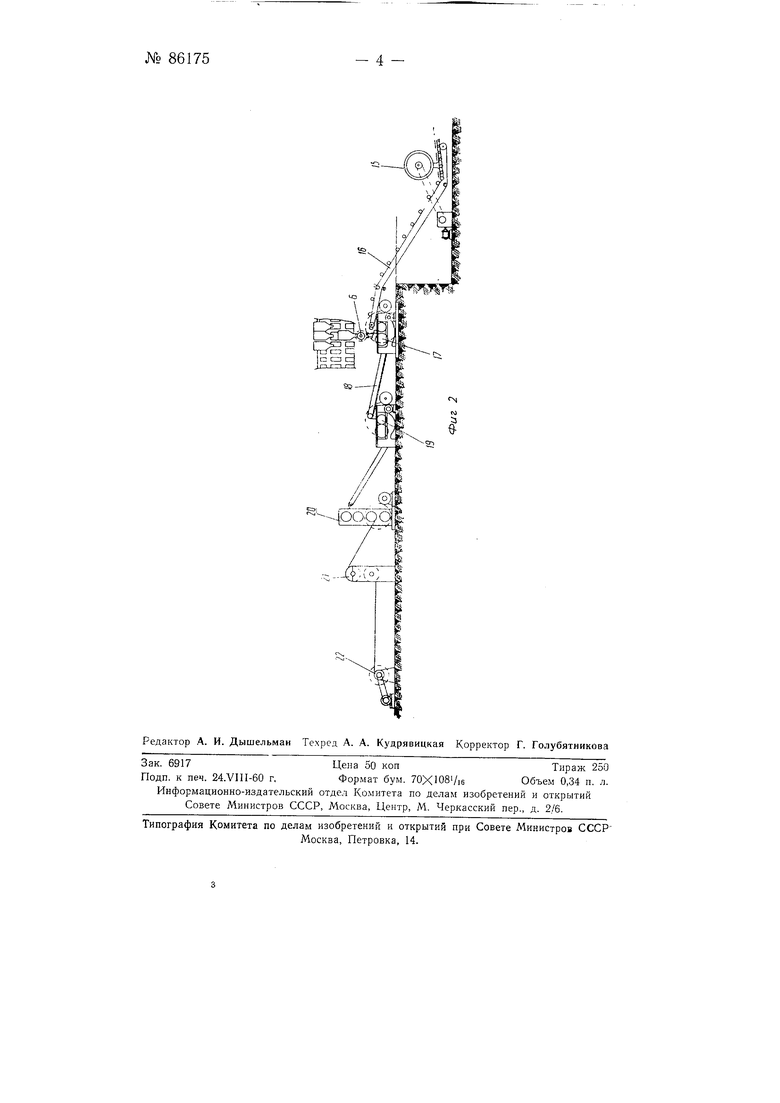
На фиг. 1 изображеиа линия для изготовления вальцованной резины; на фиг. 2-линия для изготовления каландрированного резпгового полотна.
Линия изготовления вальцованной резины
Герметизированные ковшевые транспортеры / подают сыпучпе компоненты резиновых смесей в сеялку 2, откуда они поступают самотеком в сушилки 3, далее в сеялки тонкого помола 4, а затем в бункеры 5, снабженные автоматическими объемными дозировочными весами 6.
Сажа загружается пневматическим транспортером в бункер 7, снабженный объемными дозировочными весами 5. Прочие компоненты резиновых смесей (сера, тиурам и др.) загружаются в бункеры 8, находящиеся над загрузочной воронкой 9. Загрузка каучуком воронки 9 осуществляется транспортером 10. Каучук и остальные компоненты из загрузочной воронки 9 поступают периодически в миксер //, откуда транспортером 12 резина автоматически подается на вальцы 13, снабженные ножами для автоматического надреза резины во время перемешивания и среза резины по окончании процесса вальцовки- Резина с вальдев 13 транспортером 14 направляется для дальнейшей обработки стрейнером и ее формовки и резки, а затем на склад.
№ 86175- 2
Линия изготовления каландрированного резинового полотна
Вальцованная кусковая резина вручную загружается в магазин /J, откуда циклически в соответствующих количествах поступает на транспортер 16, подающий резину к разогревательпым вальцам /7. Над вальцами /7 установлены бункеры с ускорителями процесса вулканизации резины, снабженные автоматическими объемными дозировoчны.и весами 6. Вальцы 17 снабжены ножами для автоматического надреза пгзины во псрсмси,мшйния и среза ее по окончании разогрева. По транспортеру 18 разогретая резина поступает на питательные вальцы 19, с которых резиновое полотно занравляется на каландры 20, затем на охлаждающие валикп 21 и, наконец, резиновое полотно поступает в барабан-механизм 22, снабженный устройством для автоматической обрезки, заправки и приема на ролики готового каландрированного резинового полотпа.
В описываемой установке д.ля изготовления вальцованной резины и каландрированного полотна упраЕ.ление всеми процессами ос)ществляется соответствующими электрическими н пневматическими механизмами, получающими соответствуюнше нмпульсы от электрпческогп переключателя.
Переключатель осуществляет автоматическое управление следующими нроцеесами: загрузкой миксера //, компонентами резиновых смесей, транспортировкой резины от миксера // к вальцам 13, надрезом резины для неремещивания и срезом резины с вальцев 13, нодачей резины к стейнеру, резкой стейнировапной резины, подачей резипы со склада на вальцы 17 и нодачей к ним ускорителей, нодачей резины на питательные ЕЙЛЬЦЫ 19 и на каландр 20, приемом каландрированного готового резинового полотна в барабан-.чеханизм 22.
П р е д м с т и 3 о б р е т и и я
1.Установка для изготовлення вальцоЕ;анной резины и каландрированного резинового полотпа, состоящая из герметизированных транспортеров для нодачи сыпучих компонентов резиновых смесей, бункеров для сыпучих материалов, объемных автоматических дозировочных весов, общей загрузочной воронки, резино-смесителя, смесительных вальЦОЕ1, стейнера для очистки резины, загрузочного барабана для разогревательных и питательных зальцев и системы транспортеров для нодачи на склад готовой вальцованной резины, отличающаяся, тем, что для достижения автоматизации ноточного производства в установке применены отдельные для каждого комноиента автоматические объемные дозировочные весы н ножи для автоматического среза резины с вальцев, а также автомат для приема на ролики каландрированного резиноЕюго полотна е приспособленнем для автоматической обрезки и заправки каландрированного нолотна на ролики.
2.Б установке но п. 1 применение для автоматического управлення всеми механизмами поточного производства вал1 цованной резины и каландрированного нолотна-электрического переключателя. А4-- I;