Изобретение относится к области магнитной записи, а именно к способам изготовления магнитных головок.
Известен способ изготовления магнитной головки путем формирования магнитных сердечников, обработки плоскостей их разъема и обработки рабочей поверхности магнитной головки после сопряжения последних через немагнитную прокладку рабочего зазора 1 .
Известный способ обеспечивает изготовление магнитной головки относительно простыми средствами. Однако она имеет значительный разброс параметров.
Известен также способ изготовления .магнитной головки путем формирования С-образных магнитных сердечников, обработки плоскостей разъема магнитных сердечников после их установки в пазах не.магнитных обойм и обработки рабочей поверхности магнитной головки после сопряжения плоскостей разъема магнитных сердечников через немагнитную прокладку рабочего зазора со стороны их носиков 2.
Этот способ обеспечивает изготовление магнитных головок с относительно малым разбросом параметров. Однако в такой магнитной головке наблюдается значительное отклонение глубины рабочего зазора от заданного значения.
Цель изобретения - уменьшение отклонения глубины рабочего зазора магнитной головки от заданного размера.
Это достигается за счет того, что при
5 формировании .магнитных сердечников со стороны их носиков образуют технологические припуски в виде параллелограмма с острым углом от 30 до 60°, которые срезают в процессе обработки плоскостей
10 разъема магнитных сердечников и рабочей поверхности магнитной головки. При этом по степени срезания контролируют глубину обработки плоскостей разъема, магнитных сердечников и рабочей поверхности магнит15 ной головки.
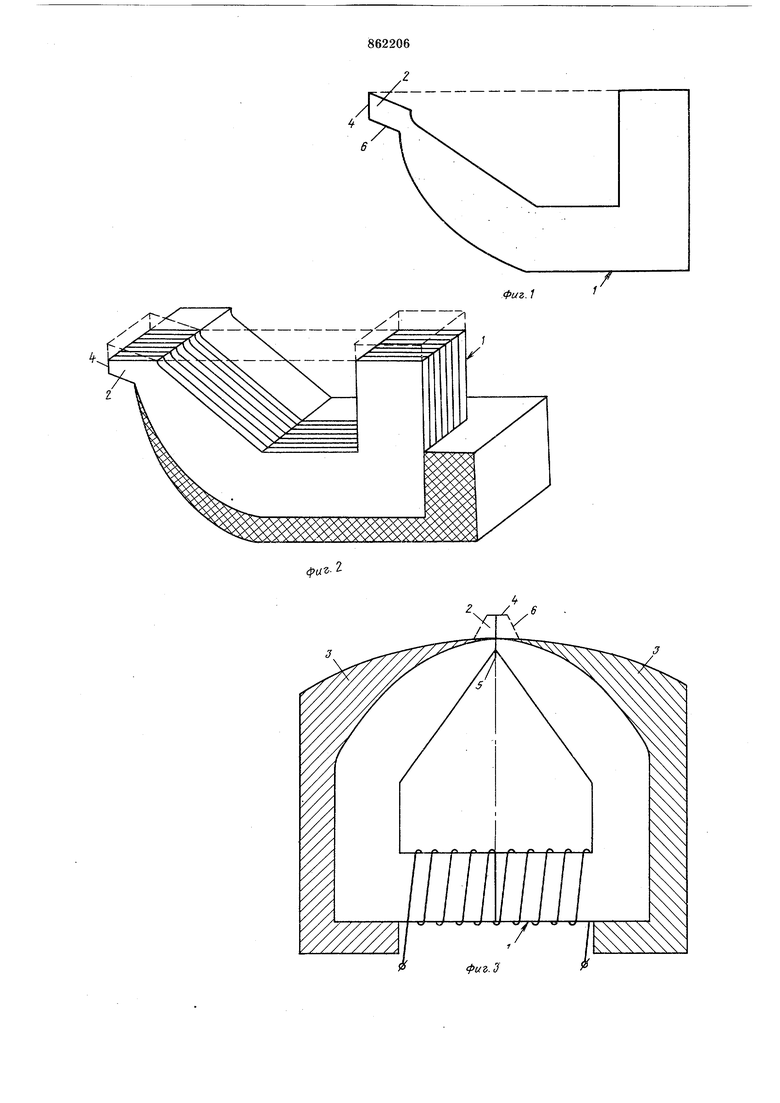
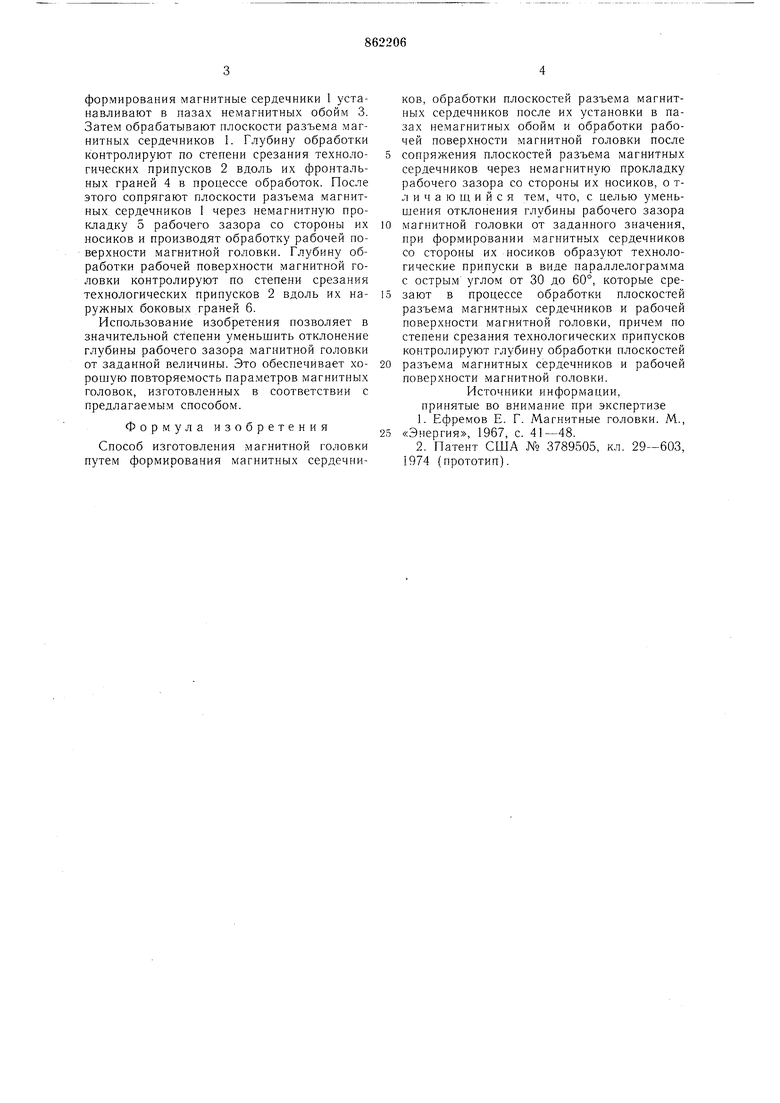
На фиг. 1 показан магнитный сердечник до обработки его плоскости разъема; на фиг. 2 - тот же сердечник после обработки его плоскости разъема; на фиг. 3 -
20 магнитная головка после обработки ее рабочей поверхности.
Изготовление магнитной головки предлагаемым способом происходит следующим образом. Из С-образных пластин, выполнен25 ных из магнитомягкого материала, формируют магнитные сердечники 1. При этом . со стороны их носиков образуют технологические припуски 2 в виде параллелограмма с острым углом от 30 до 60°. После
формирования магнитные сердечники 1 устанавливают в пазах немагнитных обойм 3. Затем обрабатывают плоскости разъема магнитных сердечников 1. Глубину обработки контролируют по степени срезания технологических припусков 2 вдоль их фронтальных граней 4 в процессе обработок. После этого сопрягают плоскости разъема магнитных сердечников 1 через немагнитную прокладку 5 рабочего зазора со стороны их носиков и производят обработку рабочей поверхности магнитной головки. Глубину обработки рабочей поверхности магнитной головки контролируют по степени срезания технологических припусков 2 вдоль их наружных боковых граней 6.
Использование изобретения позволяет в значительной степени уменьшить отклонение глубины рабочего зазора магнитной головки от заданной величины. Это обеспечивает хорошую повторяемость параметров магнитных головок, изготовленных в соответствии с предлагаемым способом.
Формула изобретения
Способ изготовления магнитной головки путем формирования магнитных сердечников, обработки плоскостей разъема магнитных сердечников после их установки в пазах немагнитных обойм и обработки рабочей поверхности магнитной головки после сопряжения плоскостей разъема магнитных сердечников через немагнитную прокладку рабочего зазора со стороны их носиков, о тл и ч а ю , и и с я тем, что, с целью уменьшения отклонения глубины рабочего зазора
магнитной головки от заданного значения, при формировании магнитных сердечников со стороны их носиков образуют технологические припуски в виде параллелограмма с острым углом от 30 до 60°, которые срезают в процессе обработки плоскостей разъема магнитных сердечников и рабочей поверхности магнитной головки, причем по степени срезания технологических припусков контролируют глубину обработки плоскостей
разъема магнитных сердечников и рабочей поверхности магнитной головки.
Источники информации, принятые во внимание при экспертизе
1.Ефремов Е. Г. Магнитные головки. М., «Энергия, 1967, с. 41-48.
2.Патент США № 3789505, кл. 29-603, 1974 (прототип).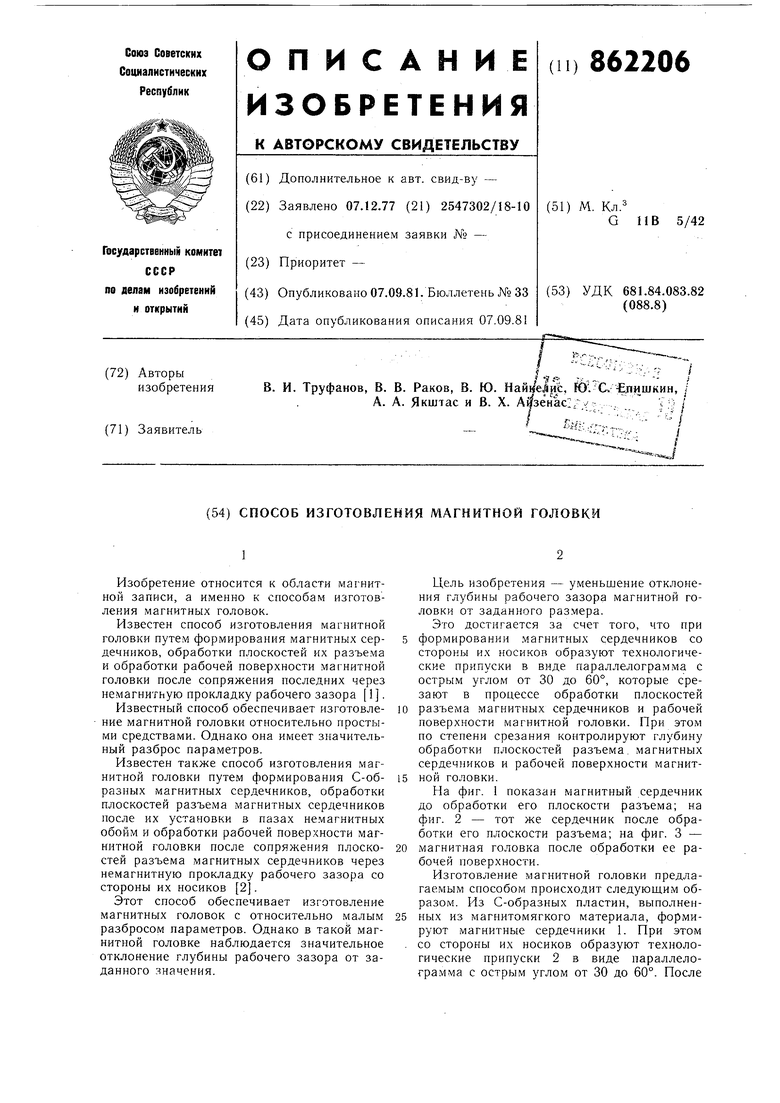
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1981 |
|
SU995117A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU888188A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
| Магнитная головка для измерительных сигналограмм | 1988 |
|
SU1527661A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU591924A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU684604A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |