(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ГОЛОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления магнитной головки | 1988 |
|
SU1545250A1 |
| Магнитная головка для измерительных сигналограмм | 1988 |
|
SU1527661A1 |

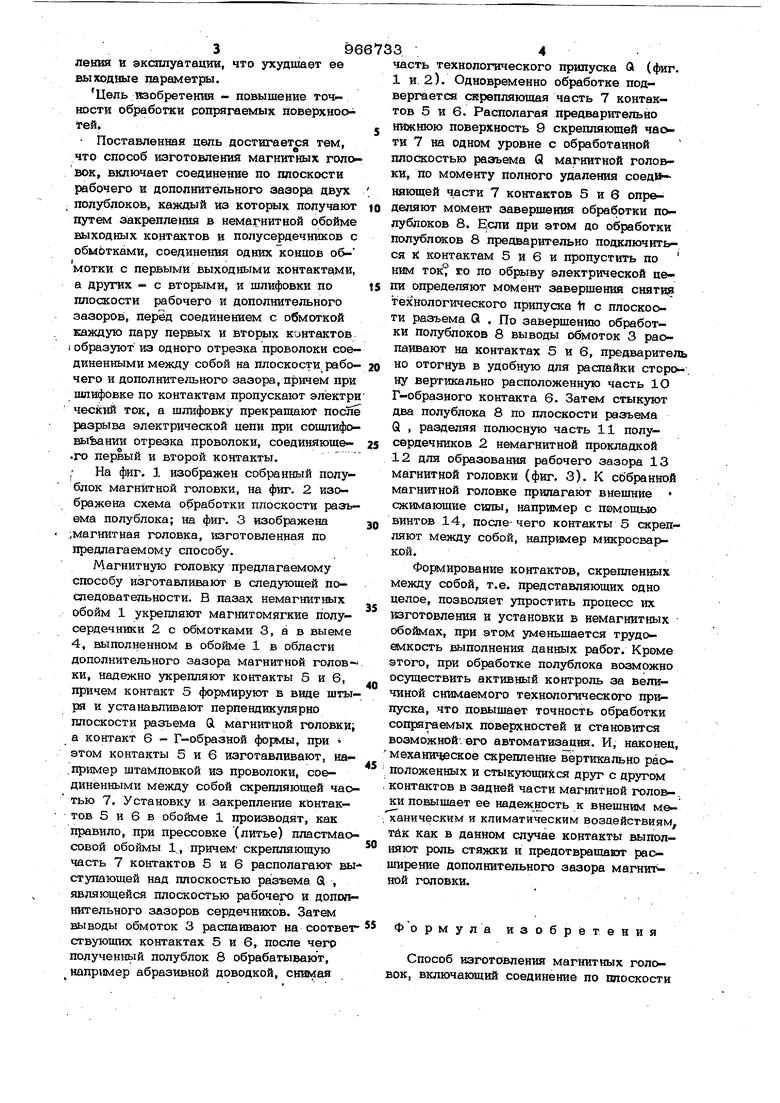
Изобретение относится к приборостроению, в частности, к магнитным головкам, используемым в аппаратах магнит ной записи. Известен способ изготовления магнит ; ной головки путем приложения внешних сжимающих сил к сопряженным одна с другой немагнитным обоймам, в пазах которых предварительно устанавливают магнитные С-образные сердечники с охотками. Немагнитные обоймы соедини ны немагнитными штифтами из того же материала. С селью упрощения процесса изготовления производят сваривание коц цов немагштных щтифтов с немагнитными обоймами, и последующее устранение внеш них сжимающих сил tllОднакО; скрепление обойм с помощью штифтов приводит к усложнению процесса изготовления магнитной головки, а также к уьеличению ее габаритных размеров. Известен также способ изготовления I магнитной головки, по которому в немагнитных обоймах укрепляют магнитомягкие полусердечники с обмотками и контакты, к которым подпаивают выводы обмоток. Полученные полублоки обрабатывают по плоскости разъема и скрепляют через немагнитную проклад рабочего зазора. Скрепление полублоков осуществляют с помощью С-образных пружинных держателей, установленных в поперечных пазах обойм, выполненшлх по их внешнему п&риметру 2. Однако известный способ не обесп чивает высокой точности обработки сопрягаемых поверхностей и является тру. доемквм процессом, усложняющим изготовление магнитной головки. Кроме этого, скрепление полублоков с помощью пружинных дерзкателей также усложняет изготовление магнитной головки, увеличивает ее габаритные рааиер л. Отсутствие эле ментов, скрепляющих полублоки в области, противоположной рабочему зазору, приводит к расширению дополнительного зазора магнитной головки в процессе изготов(ления и эксяшуатации, что утсудшает ее выходные параметры. Цель изобретения - повышение точности обработки сопрягаемых поверхноо Тей. Поставленная цепь достигается тем, что способ изготовления магнитных головок, включает соединение по плоскости рабочего и дополнительного аааора двух ; полублоков, каждый из которых получают путем закрепления в немагнитной обойме выходных контактов и полусердечников с обмотками, соединения одних концов обмотки с первыми выходными контактами, а других - с вторыми, и шлифовки по плоскости рабочего и дополнительного зазоров, перёд соединением с обмоткой каждую пару первых и вторых контактов i образуют из одного отрезка проволоки соединенными между собой на плоскости, рабочего и дополнительного зазора, причем при шлифовке по контактам пропускают элёктри ческий ток, а шлифовку прекращают посйе разрыва электрической цепи при сошлифовыЬании отрезка проволоки, соединяющего первый и второй контакты. На фиг. 1 изображен собранный полублок магнитной головки, на фиг, 2 изображена схема обработки плоскости разъема полублока; на фиг. 3 изображена ;магнитная головка, изготовленная по предлагаемому способу. Магнитную головку предлагаемому способу изготавливают в следующей последовательности. В пазах немагнитных обойм 1 укрепляют магнитомягкие полусердечники 2 с обмотками 3, а в выеме 4, выполненном в обойме 1 в области дополнительного зазора магнитной голов ки, надежно укрепляют контакты 5 и 6, причем контакт 5 формируют в виде шгыря и устанавливают перпендикулярно плоскости разъема GI магнитной головки; а контакт 6 - Г-образной формы, при этом контакты 5 и 6 изготавливают, на, пример штамповкой из проволоки, соединенными между собой скрепляющей чао тью 7. Установку и закрепление контактов 5 и 6 в обойме 1 производят, как правило, при прессовке (литье) пластмас совой обоймы 1, причем скрепляющую часть 7 контактов 5 и 6 располагают вы ступающей над плоскостью ра звема Q , являющейся плоскостью рабочего и дополнительного зазоров сердечников. Затем выводы обмоток 3 распаивают на соответ ствующих контактах 5 и 6, после чего полученнь1й полублок 8 обрабатывают, Hanpinviep абразивной доводкой, снимая часть технологического припуска ft (фиг. 1 и 2). Одновременно обработке подвергается скрепляющая часть 7 контактов 5 и 6. Располагая предварительно нижнюю поверхность 9 скрепляющей чао ти 7 на одном уровне с обработанной лоскостью разъема О, магнитной голо&и, по моменту полного удаления соединяющей части 7 контактов 5 и 6 определяют момент завершения обработки полублоков 8. Если при атом до обработки полублоков 8 предварительно подключиться к: контактам 5 и 6 и пропустить по ним ток ; го по обрыву электрической цепи определяют момент завершения сняти технологического припуска tl с плоскости разъема Q , По завершению обработки полублоков 8 выводы обмоток 3 распаивают на контактах 5 и 6, предваритель но отогнув в удобную для распайки сторо. ну вертикально расположенную часть Ю Г-образного контакта 6. Затем стыкуют два полублока 8 по плоскости разъема Q , разделяя полюсную часть 11 полусердечников 2 немагнитной прокладкой 12 для образования рабочего зазора 13 магнитной головки (фиг. 3). К сббранной магнитной головке прилагают внешние сжимающие силы, например с помощью винтов 14, после-чего контакты 5 скрепляют между собой, например микросваркой. Формирование контактов, скрепленных Между собой, т.е. представляющих одно целое, позволяет упростить процесс их изготовления и установки в немагнитных обоймах, при этом уменьшается трудоемкость выполнения данных работ. Кроме этого, при обработке полублока возможно осуществить активный контроль за величиной снимаемого технологического припуска, что повышает точность обработки сопрягаемых поверхностей и становится возможной, его автоматизация. И, наконец, механическое скрепление вертикально раоположенных и стыкзпющихся друг с другом контактов в задней части Магнитной головки повышает ее надежность к внешним меканическим и климатическим воааействиям тик как в данном случае контакты выполняют роль стяжки и предотвращают расширение дополнительного зазора магнитной головки. Формула изобретения Способ изготовления магнитных головок, включающий соединение по плоскости
рабочего и дополнительного зазора двух полублоков, каждый из которых получают путем закрепления в немагнитной обойме выходных контактов и полусердечников с обмотками, соединения одних концов обмот 5 ки с первыми выходными контактами, а других - с вторыми, и шлифовки по плоскости рабочего и дополнительного зазоров, отличающийся тем, что, с целью повышения точности обработки со- Ю прягае мых поверхностей, перед соединением с обмоткой каждую пару первы)1 и вторь1х контактов образуют из одного отрезка проволоки соединенными между собой на плоскости рабочего и дополнительного 1$
зазора, причем при шлифовке по контактам пропускают элертрический ток, а шл1в(ювм ку прекращают после разрыва влектричеокой цепи при сошлифовывакии отрезка проволоки, соединяющего первый и второй
контакты.
(
Источники информации, принятые во внимание при экспертизе
