{5) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1977 |
|
SU862206A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU706873A1 |
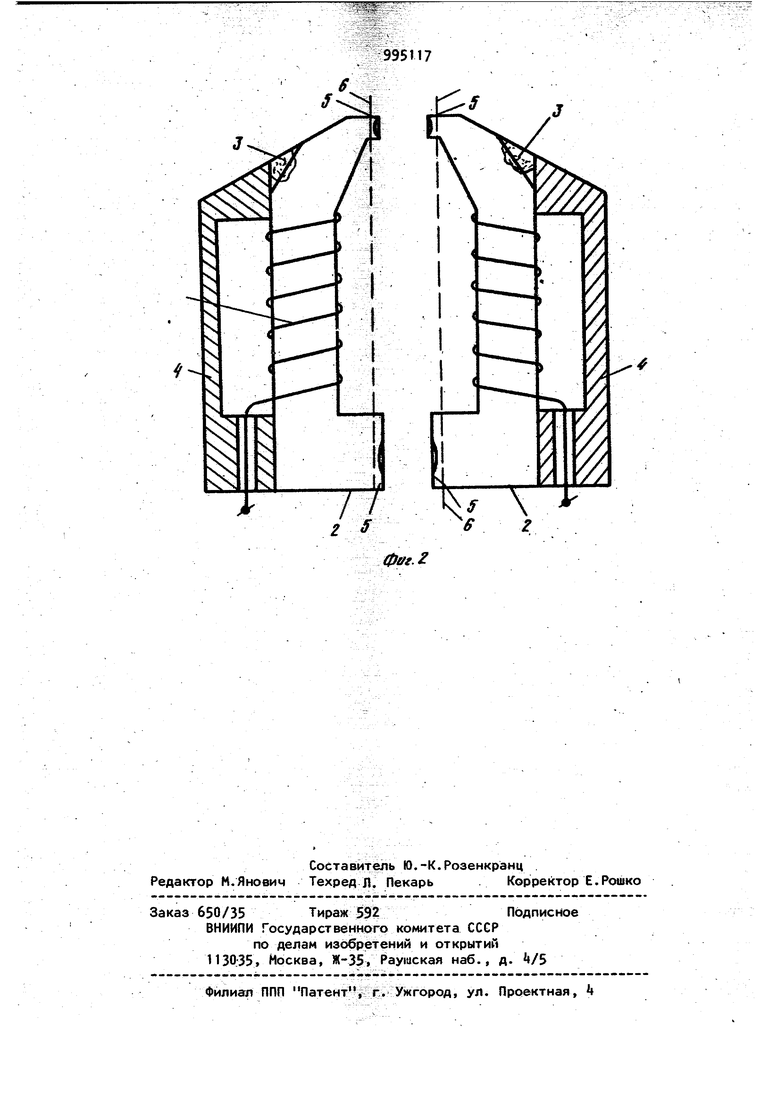
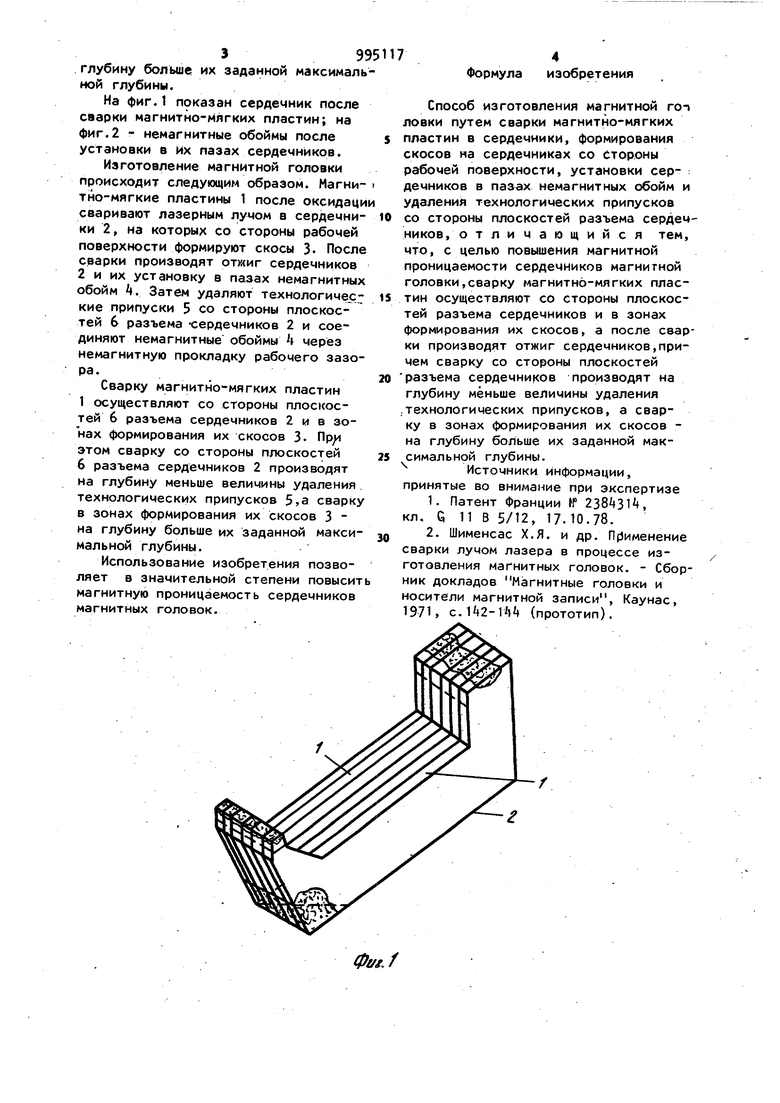
Изобретение относится к магнитной записи, а именно к способам изготовления магнитных гохюаок. Известен способ изготовления магнитной головки путем установки сердечников в пазах немагнитных обо и удаления технологических припусков со стороны плоскостей разъема сердечников. Этот способ позволяет обеспечить относительную простоту процесса изготовления магнитной головки Cl 3Недостаток известного способа состоит в значительном разбросе параметров изготовленных в соответств с ним магнитных головок. Известен также способ изготовления магнит1чой головки путем сварки магнитно-мягких пластин в сердечник формирования скосов на сердечниках со стороны рабочей поверхности,уста новки сердечников в пазах немагнитных обойм и удаления технологически припусков со стороны плоскостей разъема сердечников. Этот способ позволяет обеспечить уменьшение разброса параметров магнитных головок, изго- тоаленных в соответствии с ним fZ . Недостаток данного способа состоит в малой магнитной проницаемости сердечников в изготовленных в соответствии с ним магнитных головках, приводящей к малой чувствительности последних. Цель изобретения - повышение магнитной проницаемрсти сер дечников магнитной головки. Цель достигается тем, что сварку магнитно-мягких пластин осуществляют со стороны плоскостей разъема сердечников и в зонах формирования их скосов, а после сварки производят При это сварку со -стороны плоскостей разъема сердечников производят на глубину меньше величины удаления технологических припусков, а сварку в зонах формирования их скосов - на глубину больше их заданной максималь ной глубины. На фиг.1 показан сердечник после сварки магнитно-мягких пластин; на фиг.2 - немагнитные обоймы после установки в их пазах сердечников. Изготовление магнитной головки происходит следующим образом. Нагнитно-мягкие пластины 1 после оксидаци сваривают лазерным лучом в сердечники 2, на которых со стороны рабочей поверхности формируют скосы 3- После сварки производят отухиг сердечников 2 и их установку в пазах немагнитных обойм . Затем удаляют технологичес.кие припуски 5 со стороны плоскостей 6 разъема -сердечников 2 и соединяют немагнитные обоймы через немагнитную прокладку рабочего зазора. Сварку магнитно-мягких пластин 1 осуществляют со стороны плоскостей 6 разъема сердечников 2 и в зонах формирования их скосов 3- Пр этом сварку со стороны плоскостей 6 разъема сердечников 2 производят на глубину меньше величины удаления технологических припусков 5,а сварку в зонах формирования их скосов 3 на глубину больше их заданной максимальной глубины. Использование изобретения позволяет в значительной степени повысит магнитную проницаемость сердечников магнитных головок. 99 Формула изобретения Способ изготовления магнитной гоп овки путем сварки магнитно-мягких пластин в сердечники, формирования скосов на сердечниках со Стороны рабочей поверхности, установки сердечников в пазах немагнитных обойм и удаления технологических припусков со стороны плоскостей разъема сердечников, отличающийся тем, что, с целью повышения магнитной проницаемости сердечников магнитной головки,сварку магнитно-мягких пластин осуществляют со стороны плоскостей разъема сердечников и в зонах формирования их скосов, а после сварки производят отжиг сердечников,причем сварку со стороны плоскостей разъема сердечников производят на глубину меньше величины удаления .технологических припусков, а сварку в зонах формирования их скосов на глубину больше их заданной максимальной глубины. Источники Информации, принятые во внимание при экспертизе 1.Патент Франции № , кл. G 11 В 5/12, 17.10.78. 2.Шименсас Х.Я. и др. Применение сварки лучом лазера в процессе изготовления магнитных головок. - Сборник докладов Магнитные головки и носители магнитной записи, Каунас, 1971, с.1 2-1й (прототип).
0t/f.f
Ж
2 S
