Изобретение относится к приборостроению, в частности к способам изготовления износостойких магнитных головок, применяемых в студийных аппаратах магнитной записи.
Известен способ изготовления магнитной головки, при котором формируют каждый из полублоков путем установки в пазах обоймы полюсного наконечника, скрепленного с ответным полусердечником, располагая при этом их полость стыка над лицевой поверхностью, закрепляют на лицевой стороне поверхности обойм немагнитную пластину с пазами, плоскость сопряжения которых располагается нижеуказанной плоскости стыка, обрабатывают полученные полублоки по плоскости разъема и скрепляют между собой по указанной плоскости через прокладку рабочего зазора.
Недостатком данного способа является сложность изготовления из-за наличия немагнитной пластины с пазами для закрепления, полюсных наконечников, а также невозможность осуществления визуального контроля за качеством формирования глубины рабочего зазора, влияющего на выходные параметры магнитной головки.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления- магнитной головки,
N1 10 00 00 00 Сл
при котором формируют каждый из полублоков путем установки в пазах обоймы полюсного наконе чника и ответного полусердечника, располагают при атом их плоскость стыка внутри одного из пазов, обрабатывают полученные полублоки по плоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора.
Указанный способ изготовления достаточно технологичен благодаря использованию соответствующих пазов в обоймах одновременно для установки и закрепления в них полюсных наконечников и ответных полусердечников, поскольку их плоскости стыка располагаются внутри пазов. Однако недостатком его является невозможность обеспечения визуального контроля за качеством формирования глубины рабочего зазора, что в конечном случае сказывается на стабильности и точности выходных параметров изготавливаемых магнитных головок.
Цель изобретения - повышение качества изготовления за счет обеспечения визуального контроля качества формирования глубины рабочего зазора.
Поставленная цель достигается тем, что в способе изготовления, при котором формируют каждый из полублоков путем установки в пазах обоймы полюсного наконечника и ответного полусердечника, располагают при этом их плоскость стыка внутри одного из пазов, обрабатывают полученные полублски по плоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора, перед формированием полублоков обоймы и скрепленные между собой полюсные наконечники и ответные полусердечники обрабатывают их лицевые поверхности с радиусом обработки R0 Вп.н., где R0 - радиус обработки обойм, Яп.н. - радиус обработки полюсных наконечников, скрепленных с ответными полусердечниками, после чего их разбирают, а при формировании полублоков располагают внутреннюю поверхность полюсных наконечников, ограничивающую глубину рабочего зазора на лицевой поверхности соответствующих обойм..
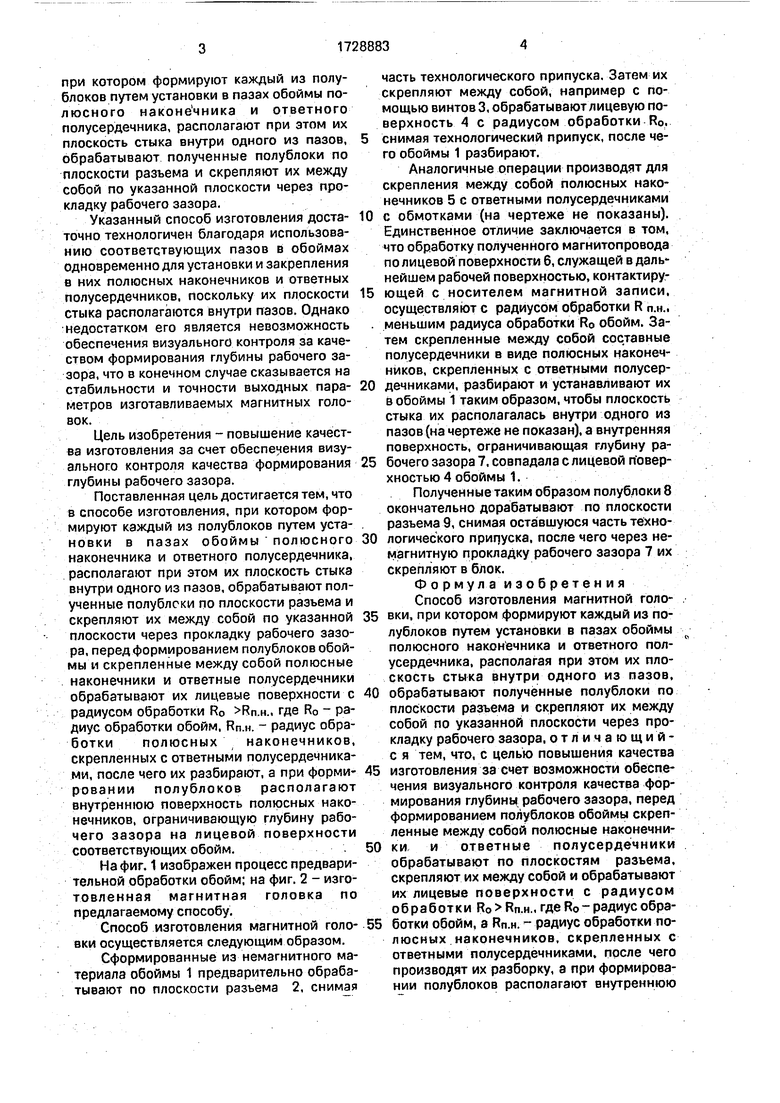
На фиг. 1 изображен процесс предварительной обработки обойм; на фиг. 2 - изготовленная магнитная головка по предлагаемому способу.
Способ изготовления магнитной головки осуществляется следующим образом.
Сформированные из немагнитного материала обоймы 1 предварительно обрабатывают по плоскости разъема 2, снимая
часть технологического припуска. Затем их скрепляют между собой, например с помощью винтов 3, обрабатывают лицевую поверхность 4 с радиусом обработки RO,
снимая технологический припуск, после чего обоймы 1 разбирают.
Аналогичные операции производят для скрепления между собой полюсных наконечников 5 с ответными полусердечниками
0 с обмотками (на чертеже не показаны). Единственное отличие заключается в том, что обработку полученного магнитопровода по лицевой поверхности 6, служащей в даль- нейшем рабочей поверхностью, контактиру5 ющей с носителем магнитной записи, осуществляют с радиусом обработки R п.н., . меньшим радиуса обработки R0 обойм. Затем скрепленные между собой составные полусердечники в виде полюсных наконечников, скрепленных с ответными полусер0 дечниками, разбирают и устанавливают их в обоймы 1 таким образом, чтобы плоскость стыка их располагалась внутри одного из пазов (на чертеже не показан), а внутренняя поверхность, ограничивающая глубину ра5 бочего зазора 7, совпадала с лицевой поверхностью 4 обоймы 1.
Полученные таким образом полублоки 8 окончательно дорабатывают по плоскости разъема 9, снимая оставшуюся часть техно0 логического припуска, после чего через немагнитную прокладку рабочего зазора 7 их скрепляют в блок.
Формулаизобретения Способ изготовления магнитной голо5 вки, при котором формируют каждый из полублоков путем установки в пазах обоймы полюсного наконечника и ответного полусердечника, располагая при этом их плоскость стыка внутри одного из пазов.
0 обрабатывают полученные полублоки по плоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора, отличающий- с я тем, что, с целью повышения качества
5 изготовления за счет возможности обеспечения визуального контроля качества формирования глубины рабочего зазора, перед формированием полублоков обоймы скрепленные между собой полюсные наконечни0 ки и ответные полусердёчники обрабатывают по плоскостям разъема, скрепляют их между собой и обрабатывают их лицевые поверхности с радиусом обработки .H., где RO-радиус обра5 ботки обойм, a Rn.H. радиус обработки полюсных наконечников, скрепленных с ответными полусердечниками, после чего производят их разборку, а при формировании полублоков располагают внутреннюю
поверхность полюсных наконечников, огра- лицевой поверхности соответствующих ничивающих глубину рабочего зазора, на обойм.
2
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Магнитная головка и способ ее изготовления | 1990 |
|
SU1780096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |

Изобретениеi относится к технике магнитной записи; в частности к способам изготовления износостойких магнитных головок, и позволяет повысить качество изготовления за счет возможности обеспечен ния визуального контроля качества формирования глубины рабочего зазора. Поставленная цель достигается тем, что перед формированием полублоков обоймы 1 и скрепленные между собой полюсные наконечники и ответные полусердечники обрабатывают по радиусу разъема 2, скрепляют их между собой и обрабатывают их лицевые поверхности с радиусом обработки обойм 1, большим радиуса обработки полюсных наконечников, после чего производят их разборку. При формировании полублоков располагают плоскость стыка полюсных наконечников и ответных .полусердечников внутри соответствующих пазов в обоймах, а внутреннюю поверхность полюсных наконечников, ограничивающих глубину рабочего зазора, располагают на лицевой поверхности соответствующих обойм. 2 ил F W И
| Блок магнитных головок | 1985 |
|
SU1314377A1 |
| Авторское свидетельство СССР №1660037,1991. | |||
