1
Изобретение относится к обработке металлов давлением, а именно к конструкциям совмещенных штампов.
Известен совмещенный штамп для изготовления пустотелых осесимметричных поковок, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, имеющей калибрующий поясок И конический заходный участок, и прошивнем, а также съемник поковок .
Недостатком известной констру.кции является то,-что обжим в матрице с малым радиусомскругления кромки между коническим и калибрующим цилиндрическим участками приводит, к искривлению краевой части заготовки и к образованию эаэора между цилиндрической частью детали, поэтому Зсщанные размеры обжимаемых деталей могут быть не вьодержаны, что ведет к увеличению припусков на механическую обработку.
-Цель изобретения - повышение качества работы и экономии металла.
Цель достигается тем, что в совмещенном штампе для изготовления пустотелых осесимметричных поковок, содержащем верхнюю плиту с пуансо-
ном, нижнюю плиту с матрицей, имеющей калибрующий поясок и конический заходный участок, и прошивнем, а также съемник поковок, высота калибруквдего пояска матрицы выполнена равной 0,45-0,7 его радиуса, а на прошивне установлена охватывающая его подпружиненная втулка с заходным коническим участком,
o расположенным выше уровня верхней кромки калибрующего пояска матрицы, п-ри этом наружный диаметр втулки составляет 1,01-1,05 диаметра рабочей части прошивня.
5
Кроме того, втулка выполнена с волнообразной наружной поверхностью, а ее заходный конический, участок выполнен с углом конусности., равным углу конусности заходного участка
0 матрицы.
На фиг-.l изображена схема совмещенного штампа; на фиг,2 - сечение втулки-.
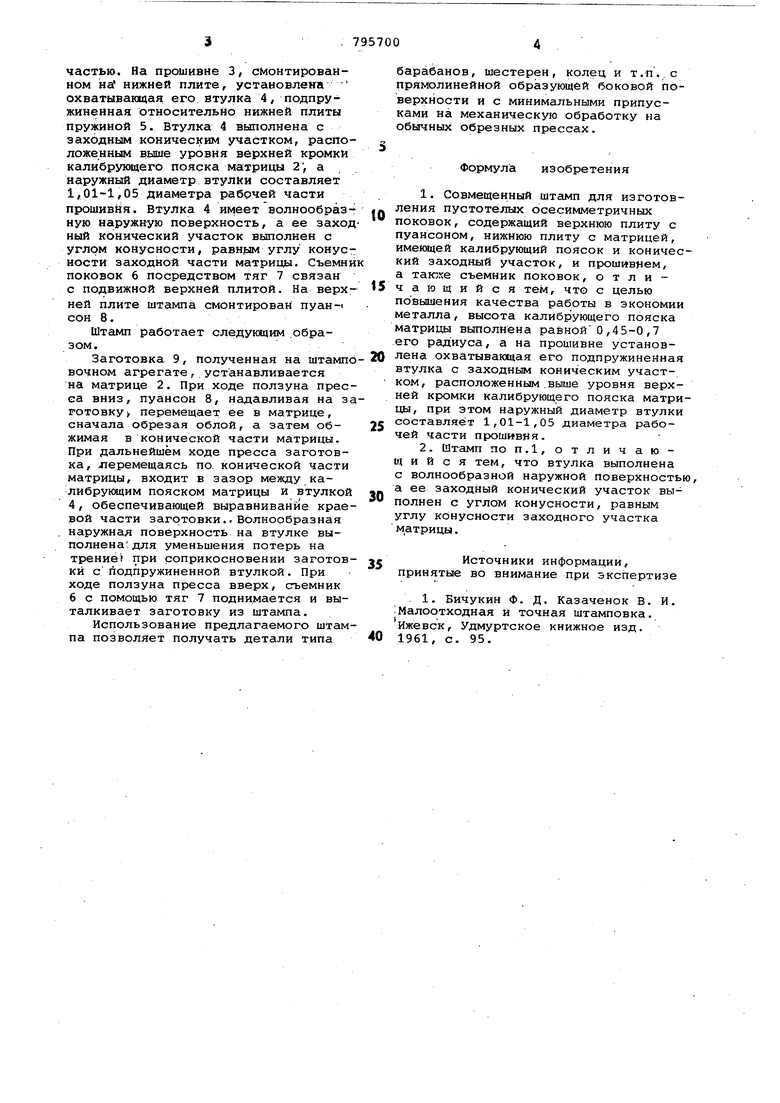
.ь корпусе штампа 1 закреплена матрица 2 для обрезки облоя и обжима, заготовки с калибрующим пояском, высота которого равна 0,45-0,7 го радиуса, и конической заходной частью. На прошивне 3, смонтированном на нижней плите, установлена охватывающая его втулка 4, подпружиненная относительно нижней плиты пружиной 5. Втулка 4 выполнена с заходныМ коническим участком, расположенным выше уровня верхней кромки калибрующего пояска матрицы 2, а наружный диаметр втулки составляет 1,01-1,05 диаметра рабочей части прошивйя. Втулка 4 имеет волнообраэную наружную поверхность, а ее заход ный конический участок выполнен с углом конусности, углу конус ности заходной части матрицы. Съемни поковок 6 посредством тяг 7 связан с подвижной верхней плитой. На верх ней плите штампа смонтирован пуан-i сон 8. Штамп работает следующим .образом. Заготовка 9, полученная на штамп вочном агрегате, устанавливается на матрице 2. При ходе ползуна прес са вниз, пуансон 8, надавливая на з готовку перемещает ее в матрице, сначала обрезая облой, а затем обжимая в конической части матрицы. При дальнейшем ходе пресса заготовка, леремещаясь по. конической части матрицы, входит в зазор между калибрующим пояском матрицы и втулкой 4, обеспечивающей выравнивание крае вой части заготовки.. Волнообразная . наружная поверхность на втулке выполнена, для уменьшения потерь на трение( при соприкосновении заготов кй с подпружиненной втулкой. При ходе ползуна пресса вверх, съемник 6 с помощью тяг 7 поднимается и выталкивает заготовку из штампа. Использование предлагаемого штам па позволяет получать детали типа барабанов, шестерен, колец и т.п.,с прямолинейной образующей боковой поверхности и с минимальными припусками на механическую обработку на обычных обрезных прессах. Формула изобретения 1.Совмещенный штамп для изготовления пустотелых осесимметричных поковок, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, имеющей калибрующий поясок и конический заходный участок, и прошивнем, а таюхе съемник поковок, о т л и ч а ю щ и и с я тем, что с целью повышения качества работы в зкономии металла, высота калибрующего пояска матрицы выполнена равнойО,45-0,7 .его радиуса, а на прошивне установлена охватывающая его подпружиненная втулка с заходным коническим участком, расположенным .выше уровня верхней кромки калибрующего пояска матрицы, при этом наружный диаметр втулки составляет 1,01-1,05 диаметра рабочей части прюшивяя. 2.Ытс1мп по п.1, отличающий с я тем, что втулка выполнена с волнообразной наружной поверхностью, а ее заходный конический участок выполнен с углом конусности, равным углу конусности заходного участка матрицы. Источники информации, принятые во внимание при экспертизе . 1. Бичукин Ф. Д. Казаченок В. И. :Малоотходная и точная штамповка. Ижевск, Удмуртское книжное изд. 1961, с. 95.
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU878404A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Совмещенный штамп | 1984 |
|
SU1207614A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| Штамп | 1980 |
|
SU899216A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| ПРОШИВНОЙ ПУАНСОН | 1971 |
|
SU303137A1 |
| Инструментальный узел к штампам,преимущественно для выдавливания | 1985 |
|
SU1263418A1 |

