(54) УСТГОЙСТВО ДЛЯ КОВКИ КОЛЬЦЕВЫХ ПОКОВОК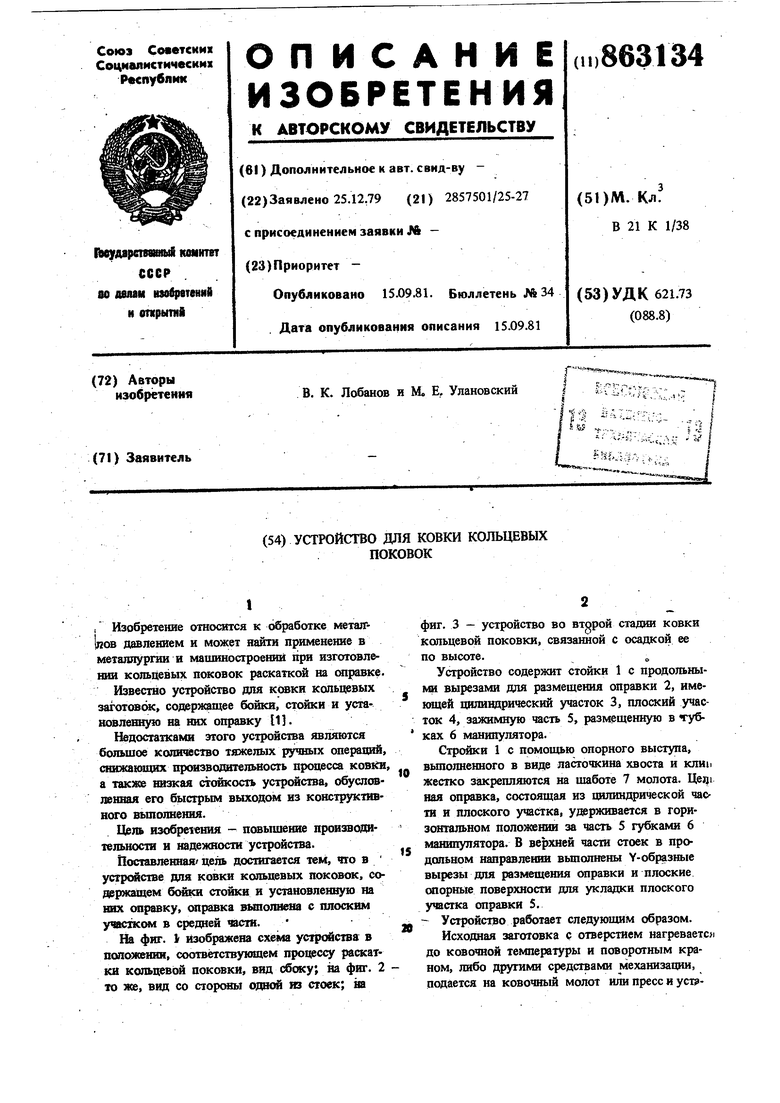
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
1
I Изобретение относится к обработке метал inoB давлением и может найти применение в метаппурпш и машшюстроении при изготовлении кольцевых поковок раскаткой на сшравке.
Известно )гстройство для кольцевых заготовок, содержащее бойки, стойки и установленную иа них оправку 1.
(достатками этого устройства являются большое колн 1ество тяжелых ручных операций, снижающих произвоШ1тельиость процесса ковки, а также низкая стойкость устройства, обусловленная его быстрым выходом из конструктивHOfo вьшолнения.
Цель изобре1«ния - повышение проиэтодительности и надежности устройства.
Поставленнаяцепь достигается тем, что в устройстве для ковки кольцевых поковок, содержшцем бойки стойки и установленную на них стравку, стравка выполнена с плоским ysaciKOM в средней части.
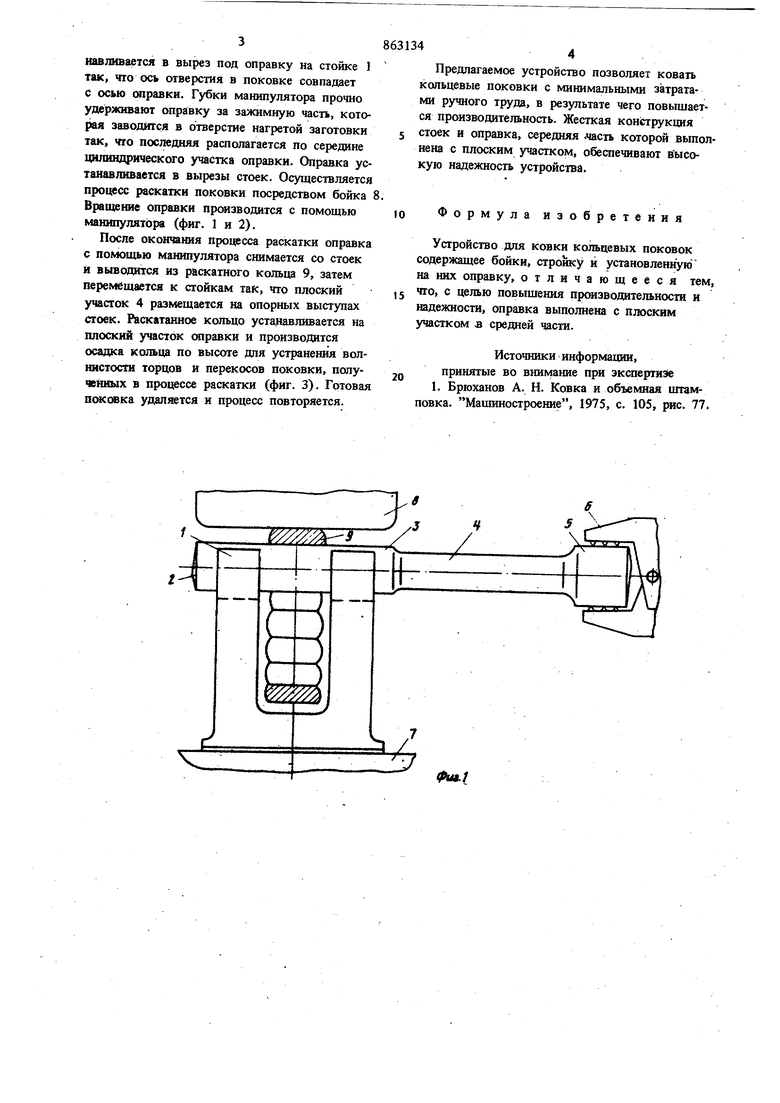
На фиг. V Изображена схема устройства в положении, соответствующем процессу раскатки кольцевой поковки, вид сбсжу; на фиг. 2 то же, вид со стороны одной из стоек; т
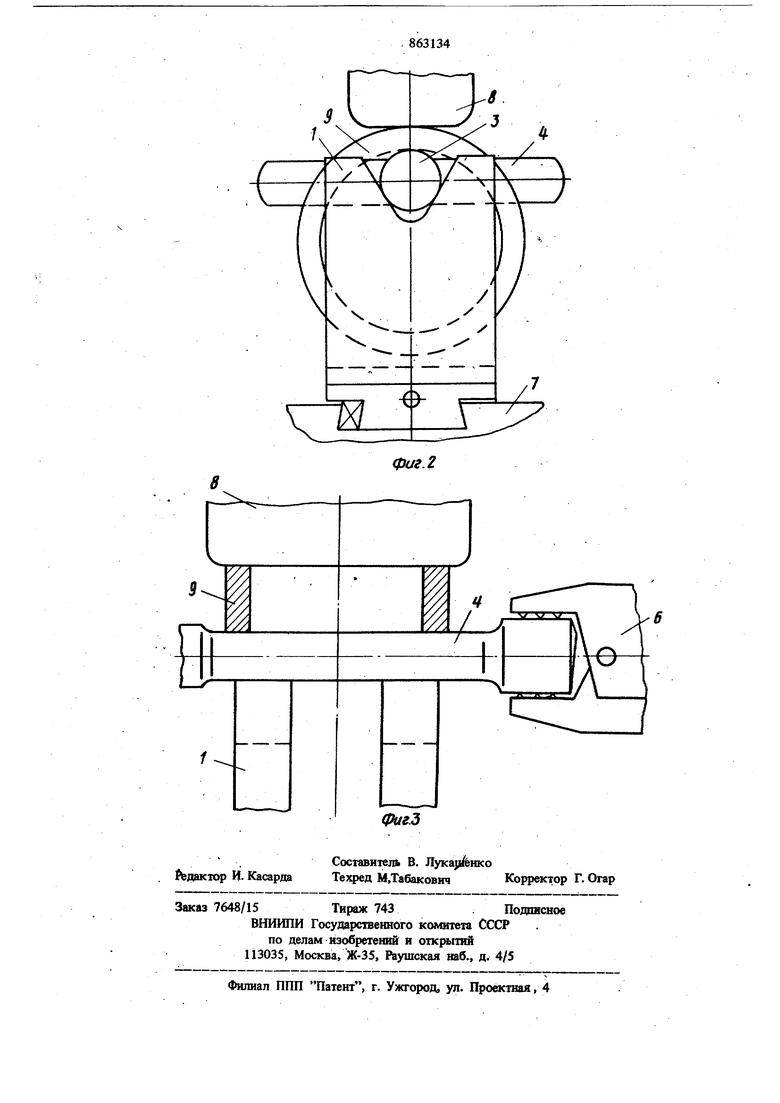
фиг. 3 - устройство во второй стадш ковки кольцевой поковки, связанной с осадкой ее по высоте.
Устройство содержит стойки 1 с продольными вырезами для размещения оправки 2, имекнцей цилиндрический участок 3, плоский участок 4, зажимную часть 5, размещенную в тубках 6 манипулятора.
Стройки 1 с помощью опорного выступа, выполненного в виде ласточкина хвоста и кли11
10 жестко з:акреш1яются иа шаботе 7 молота. ная оправка, состоящая из цилиндрической часг ти и плоского участка, удерживается в горизотальном положении за часть 5 губками 6 манипулятора. В верхней части стоек в про15дольном направлении вьшопнены Y-образные вырезы для размещения оправки и плоские (Шорные поверхности для укладки плоского участка оправки 5. - Устройство работает следующим образом.
Исходная заготовка с отверстием HarpeBaeTOj до ковочной температуры и поворотным краном, либо другими средствами механизации, подается на ковочный молот или пресс и уст навливается в вырез под оправку на стойке 1 так, что ось отверстия в поковке совпадает с осью справки. Губки манипулятора прочно удерживают оправку за зажимную часть, которая заводится в отверстие нагретой заготовки так, «по последняя располагается по середине цилиндрического участка оправки. Оправка устанавливается в вырезы стоек. Осуществляется процесс раскатки поковки посредством бойка Вращение оправки прсжзводится с помощью манипулятора (фиг. 1 и 2).
После окончания процесса раскатки оправка с помощью манипулятора снимается со стоек и вьшодится из раскатного кольца 9, затем перемещается к стойкам так, что плоский участок 4 размещается на опорных выстзшах стоек. Раскатанное кольцо устанавливается на плоский участок (травки и производится осадка кольца по высоте для устранения волнистости торцов и перекосов поковки, полученных в процессе раскатки (фиг. 3). Готовая поковка удаляется и процесс повторяется.
Предлагаемое устройство позволяет ковать кольцевые поковки с минимальными затратами ручного труда, в результате чего повыщается производительность. Жесткая конструкция стоек и оправка, середняя .часть которой выполнена с плоским участком, обеспечивают вь1сокую надежность устройства.
Формула изобретения
Устройство для ковки кольцевых поковок содержащее бойки, стройку и установлен1 ю на них оправку, отличающееся тем, что, с целью повышения производительности и надежности, оправка выполнена с плоским участком в средней части.
Источники информации, принятые во внимание пря экспертизе 1. Брюханов А. Н. Ковка и объемная штамповка. Машиностроение, 1975, с. 105, рис. 77.
