Изобретение относится к кузнечному производству и может быть использовано для изготовления крупногабаритных плоских поковок типа плит, дисков для изделий ответственного назначения.
Известен способ ковки плоских поковок, включающий биллетировку слитка и его протяжку (а.с. СССР №1489911). Недостатком данного способа ковки является то, что в готовой поковке остается металл осевой зоны слитка, который наиболее загрязнен неметаллическими включениями и примесями. Это снижает качество поковок и возможность использовать их для изготовления изделий ответственного назначения.
Известен способ ковки плоских поковок, включающий осадку слитка, прошивку, ковку на оправке, получение промежуточной поковки - кольца, разрезку этого кольца вдоль образующей, его разворачивание и правку до формы плиты (а.с. СССР №852429).
Недостатком данного способа является то, что операция разворачивания нетехнологична, трудоемка в исполнении и требует специального дополнительного оборудования.
Задачей изобретения является снижение трудоемкости процесса ковки, обеспечение возможности изготовления поковок на стандартном кузнечном оборудовании с использованием обычной кузнечной оснастки.
Поставленная задача решается за счет того, что в предлагаемом способе, включающем ковку кольца, разрезку его вдоль образующей, разворачивание и правку, разворачивание проводят путем спрямления отдельных участков кольца, последующей клиновой раздачей и разгибкой.
Спрямление участков разрезанного кольца осуществляют на оправке с плоской или вогнутой рабочей поверхностью.
Клиновую раздачу проводят на одном или нескольких клиновых бойках разной ширины и/или с разными углами при вершине.
Количество и протяженность спрямляемых участков выбирают так, чтобы образовавшийся при спрямлении зазор обеспечил бы скольжение краев разрезанного кольца по боковым поверхностям клиновых бойков. В частности, при спрямлении двух участков кольца, прилегающих к разрезу, их протяженность выбирают такой, чтобы неспрямляемая часть поковки представляла собой кольцевой сектор, опирающийся на центральный угол, величина которого не превышала бы значение 2(π-α-φ), где 2α - угол при вершине клинового бойка, φ - угол трения.
Разгибку заготовки проводят на плите целиком или на ступенчатом бойке с плоскими рабочими поверхностями по участкам путем попеременных обжатий и подач.
Сущность изобретения поясняется чертежами:
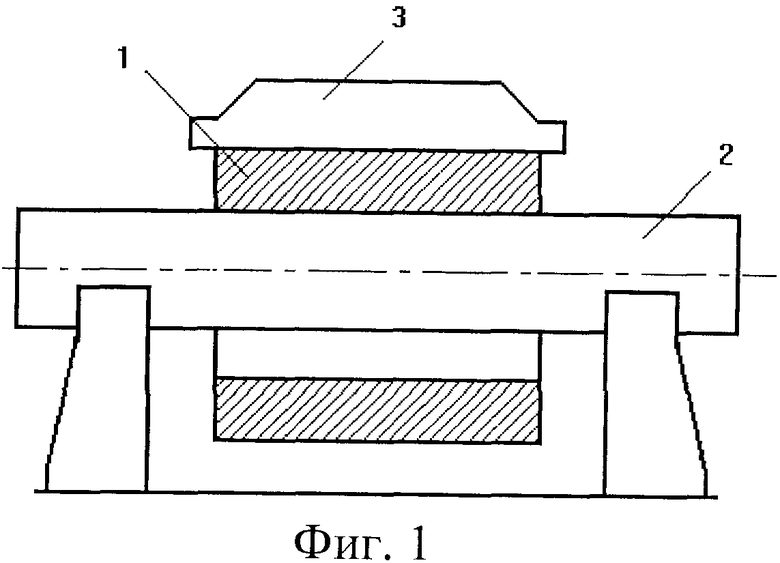
фиг.1 - операция раскатки кольца на оправке, где 1 - поковка-кольцо, 2 - оправка, 3 - раскатной боек;
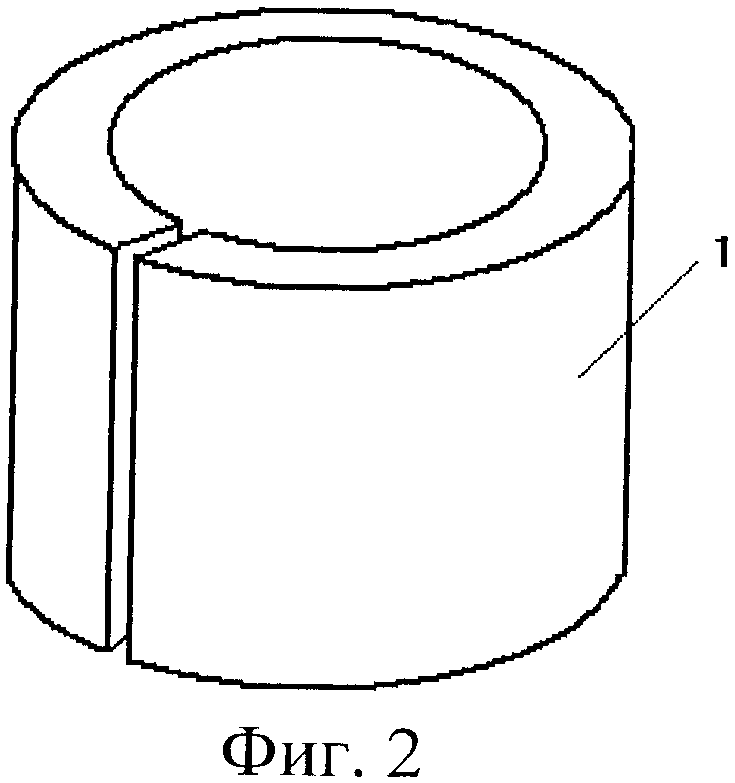
фиг.2 - схема разрезки кольца вдоль образующей после раскатки;
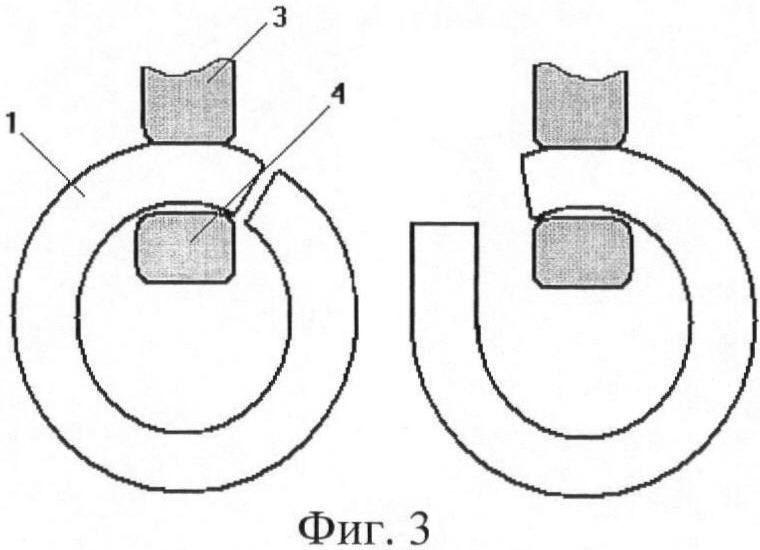
фиг.3 - схема спрямления крайних участков кольца, прилегающих к разрезу, где 4 - оправка с плоскими рабочими поверхностями;
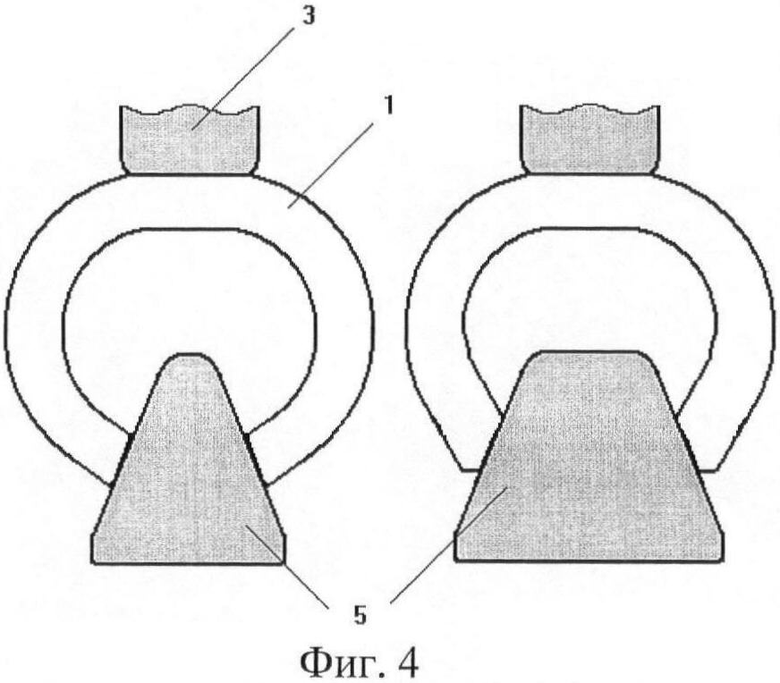
фиг.4 - операция раздачи заготовки на клиновых бойках, где 5 - клиновые бойки;
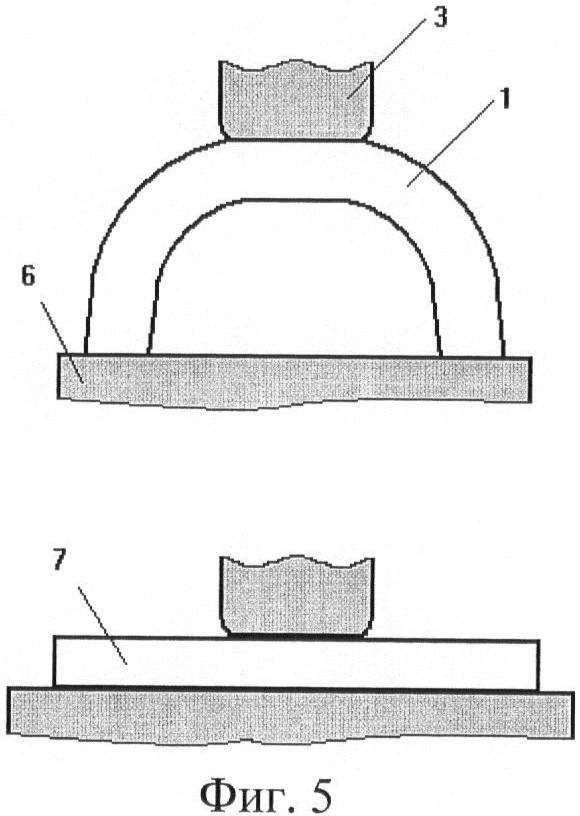
фиг.5 - операция разгибки и правки на плите, где 6 - плита, а 7 - готовая поковка;
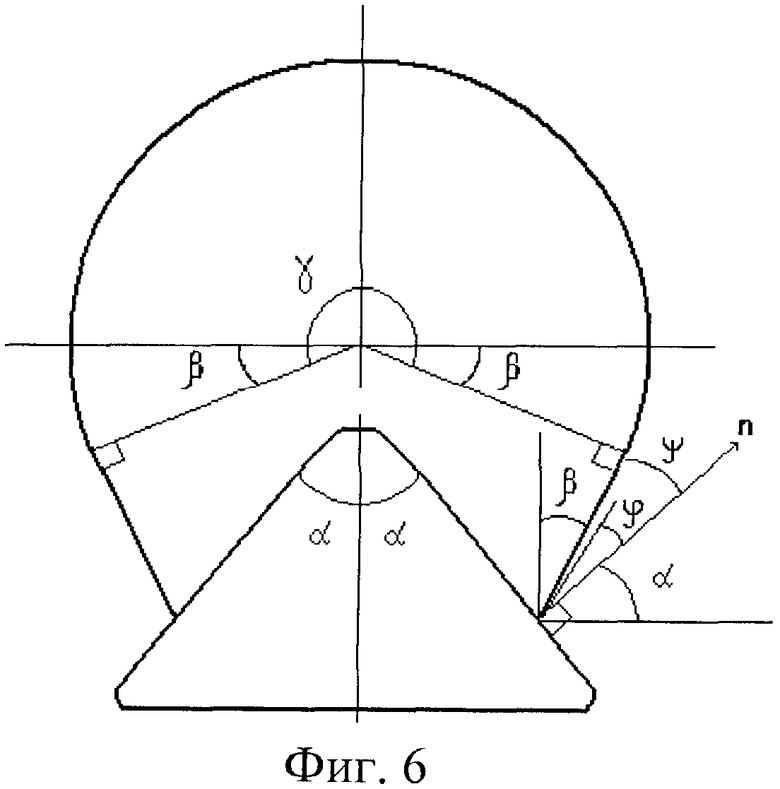
фиг.6 - расчетная схема для определения условия проскальзывания;
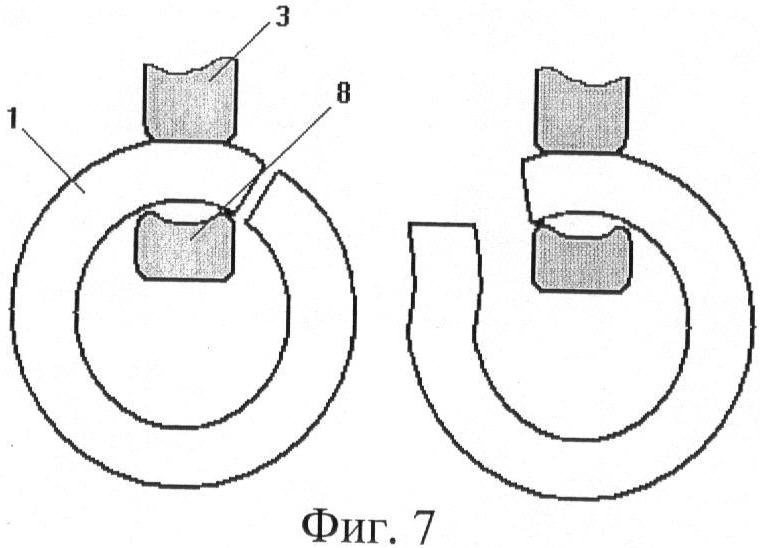
фиг.7 - схема спрямления крайних участков кольца на оправке с вогнутой рабочей поверхностью, где 8 - оправка с вогнутой рабочей поверхностью;
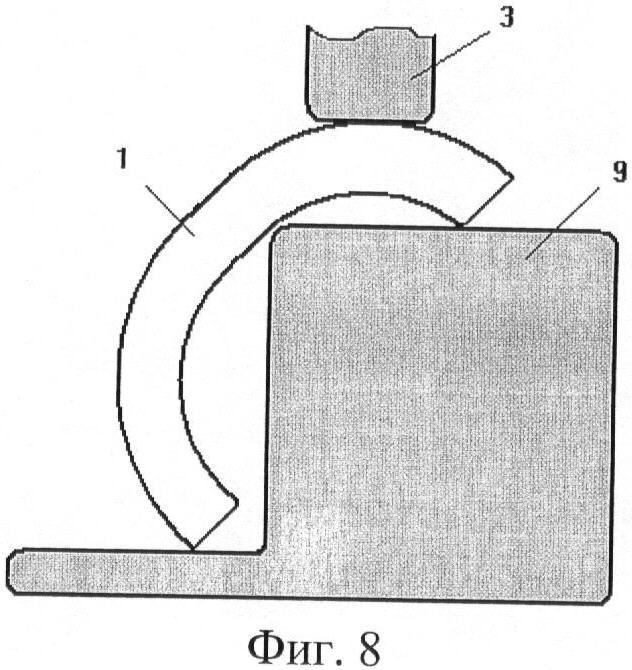
фиг.8 - схема разгибки заготовки на ступенчатом бойке с плоскими рабочими поверхностями, где 9 - ступенчатый боек.
Способ реализуется следующим образом. Слиток биллетируют, осаживают и прошивают. Затем раскатывают на оправке до таких размеров, чтобы после разворачивания заготовка была близка к поковочным размерам изделия (фиг.1). Далее осуществляют разрезку кольца вдоль образующей (фиг.2). После чего спрямляют отдельные участки, в частности края разрезанного кольца (фиг.3). Спрямление осуществляют радиальными обжатиями на оправке, имеющей плоские рабочие поверхности. При этом между разрезанными краями образуется зазор. Далее, производят увеличение этого зазора путем клиновой раздачи (фиг.4). Клиновая раздача осуществляется на одном или нескольких бойках разной ширины или/и с разными углами при вершинах до величины, обеспечивающей последующую разгибку заготовки на плите. Последняя операция - разгибка и правка поковки на плите (фиг.5)
Спрямление отдельных участков после разрезки кольца производится так, чтобы при последующей раздаче клиновыми бойками происходило скольжение краев заготовки по наклонным поверхностям клиновых бойков. В противном случае при отсутствии скольжения будет иметь место недопустимое искривление и деформация заготовки.
В частности, при спрямлении участков разрезанного кольца, прилегающих к месту разрезки, скольжение гарантированно будет иметь место, если угол между каждым спрямленным участком кольца и нормалью к боковой поверхности клинового бойка будет больше угла трения поковки о боек. Для этого необходимо провести спрямление участков такой величины, чтобы оставшаяся неспрямленная часть заготовки представляла собой кольцевой сектор, опирающийся на центральный угол, величина которого не превышает значение
 ,
,
где 2α - угол при вершине клинового бойка, φ - угол трения (фиг.6).
На фиг.6 приведена расчетная схема для определения условия проскальзывания. Угол ψ между спрямленным участком кольца и нормалью n к наклонной поверхности клинового бойка равен ψ=π/2-α-β
Для проскальзывания он должен быть больше угла трения, т.е. ψ≥φ или π/2α-β≥φ.
Т.к. β=(γ-π)/2, то π/2-α-(γ-π)/2≥φ. Тогда γ≤2(π-α-φ).
Для увеличения зазора при спрямлении эту операцию можно производить на оправке 8, имеющей вогнутую рабочую поверхность (фиг.7).
В случае получения недостаточного зазора между концами и невозможности осуществления операции разгибки целиком на плите (фиг.5) данную операцию можно провести по участкам на ступенчатом бойке 9 с плоскими рабочими поверхностями путем попеременных обжатий и подач (фиг.8).
Пример. Способ был реализован на прессе усилием 120 МН при ковке заготовки, предназначенной для изготовления днища атомного реактора. Слиток массой 159.7 т. из стали 15Х2НМФА, нагретый до ковочной температуры, сбиллетировали, вырубили блок диаметром 1940 мм и высотой 5200 мм. Затем блок осадили на 60% по высоте и прошили прошивнем диаметром 900 мм. Данную заготовку раскатали и протянули на оправке, получив промежуточную поковку в виде кольца длиной 3500 мм, наружным диаметром 2750 мм и внутренним диаметром 1550 мм.
Далее полученное кольцо разрезали по образующей огневой резкой.
Затем производили спрямление двух участков кольца, прилегающих к месту разреза, на оправке с вогнутой рабочей поверхностью. Образовавшийся зазор между краями разреза составил 800 мм.
Раздачу заготовки проводили на двух клиновых бойках с углами при вершине 110° и 130°. После раздачи на первом клиновом бойке зазор составил 2200 мм, а после раздачи на втором - 3100 мм. Дальнейшую разгибку проводили на ступенчатом нижнем бойке, а окончательную правку - на плоской плите. В результате после обрубки боковых отходов была получена поковка размерами 5300×3500×600 мм.
Предлагаемый способ ковки позволяет повысить качество металла и надежность изделий ответственного назначения. Возможно применение этого способа для различных металлов и сплавов, в том числе и труднодеформируемых. Для осуществления предлагаемого способа не требуется применения дополнительного специального оборудования - он реализуется на стандартных кузнечных прессах с использованием обычной кузнечной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления криволинейных деталей | 1979 |
|
SU863119A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечном производстве при изготовлении плоских поковок типа плит, дисков для изделий ответственного назначения. Полученное ковкой кольцо разрезают вдоль образующей. Разрезанное кольцо разворачивают. Для этого образуют зазор между краями кольца в месте разреза спрямлением участков разрезанного кольца. Далее увеличивают полученный зазор клиновой раздачей разрезанного кольца и производят разгибку кольца. Клиновую раздачу осуществляют на одном или нескольких клиновых бойках, имеющих разную ширину и/или разный угол при вершине. Количество спрямляемых участков разрезанного кольца и величину их протяженности выбирают из условия обеспечения скольжения краев разрезанного кольца по боковым поверхностям клиновых бойков. Затем развернутое кольцо правят. В результате снижается трудоемкость процесса ковки, обеспечивается возможность изготовления поковок на стандартном оборудовании с использованием стандартной кузнечной оснастки. 3 з.п. ф-лы, 8 ил.
1. Способ изготовления плоских поковок ковкой, включающий получение ковкой кольца, его разрезку вдоль образующей, разворачивание разрезанного кольца и правку, отличающийся тем, что разворачивание разрезанного кольца осуществляют путем образования зазора между его краями в месте разреза, которое производят спрямлением участков разрезанного кольца, последующего увеличения упомянутого зазора клиновой раздачей разрезанного кольца и его разгибки, при этом клиновую раздачу производят на одном или нескольких клиновых бойках, имеющих разную ширину и/или разный угол при вершине, а количество спрямляемых участков разрезанного кольца и величину их протяженности выбирают из условия обеспечения скольжения краев разрезанного кольца по боковым поверхностям клиновых бойков.
2. Способ по п.1, отличающийся тем, что спрямление участков разрезанного кольца осуществляют на оправке с плоской или вогнутой рабочей поверхностью.
3. Способ по п.1, отличающийся тем, что разгибку осуществляют по участкам на ступенчатом бойке с плоскими рабочими поверхностями путем попеременных обжатий и подач.
4. Способ по п.1, отличающийся тем, что осуществляют спрямление участков разрезанного кольца, прилегающих к месту разреза, с получением неспрямленной части разрезанного кольца в виде кольцевого сектора с центральным углом, величина которого не превышает 2 (π-α-φ), где 2α - угол при вершине клинового бойка, φ - угол трения.
| Способ изготовления заготовокТипА диСКОВ | 1979 |
|
SU852429A1 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1750827A1 |
| DE 3543008 A1, 11.06.1987 | |||
| Радиоэлектронное устройство | 1987 |
|
SU1474874A1 |

