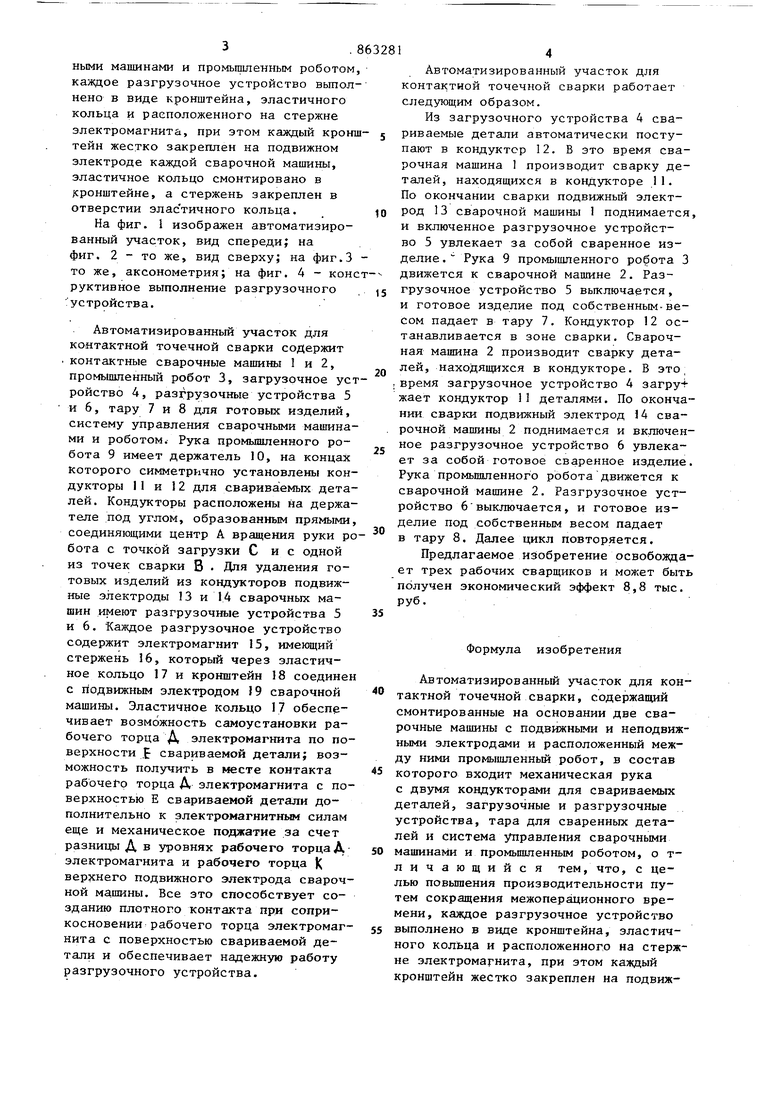
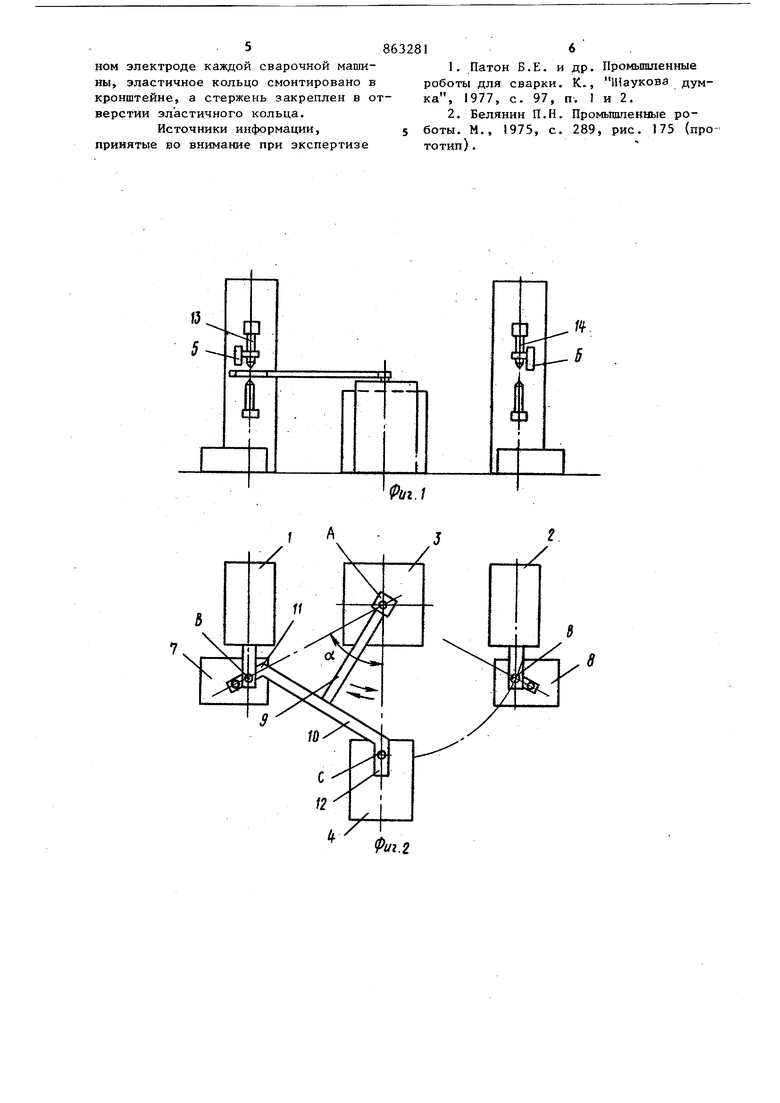
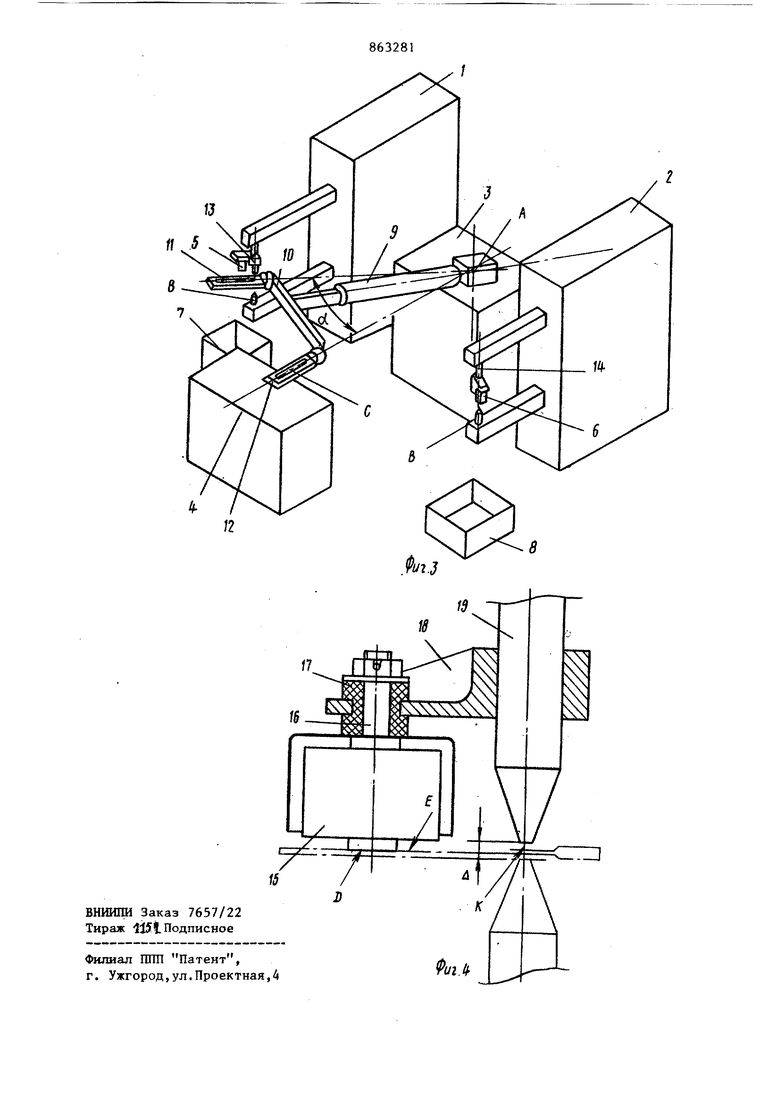
(54) АВТОМАТИЗИРОВАННЫЙ УЧАСТОК ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ Изобретение относится к сварке, а именно к конструкции автоматизированного участка для контактной точечной сварки. Известны автоматизированные технологические участки для соединения деталей методами сварки с применением промьштенных роботов П 1. Однако в известных устройствах выполнение промышленным роботом транспортных, загрузочных и разгрузочных операций удлиняет цикл его работы и увеличивает время простоя технологических машин. Известен также автоматизированный участок для контактной точечной сварки, содержащий смонтированные на основании две сварочные машины с подвиж ными и неподвижными электродами и расположенный между ними промьгашенный робот, в состав которого входит механическая рука с двумя кондукторами для свариваемых деталей, загрузочные и разгрузочные устройства, тара для сваренных деталей и система управления сварочными машинами и промышленным роботом Г 1. Недостатком указанного автоматизированного участка для контактной точечной сварки является малая производительность, так как велико межоперационное время, затрачиваемое роботом на разгрузку сварочной машины. Цель изобретения - повышение производительности путем сокращения межопер ионного времени. Указанная цель достигается тем, что в автоматизированном участке для контактной точечной сварки, содержащем смонтированные на основании две сварочные машины с подвижными и неподвижными электродами и расположенный между ними промы1}шенный робот, в состав которого входит механическая рука с двумя кондукторами для свариваемых деталей, загрузочные и разгрузочные устройства, тара для сваренных деталей и система управления свароч3. ными машинами и промьпиленным роботом каждое разгрузочное устройство вьшол нено в виде кронштейна, эластичного кольца и расположенного на стержне электромагнита, при этом каждый крон теин жестко закреплен на подвижном электроде каждой сварочной машины, эластичное кольцо смонтировано в сронштейне, а стержень закреплен в отверстии эластичного кольца. На фиг. 1 изображен автоматизированный участок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг.З то же, аксонометрия; на фиг. 4 - кон руктивное выполнение разгрузочного устройства. Автоматизированный участок для контактной точечной сварки содержит . контактные сварочные машины 1 и 2, промышленный робот 3, загрузочное ус ройство 4, разгрузочные устройства 5 и 6, тару 7 и 8 для готовых изделий, систему управления сварочными машина ми и роботом. Рука промышленного робота 9 имеет держатель 10, на концах которого симметрично установлены кон дукторы 11 и 12 для свариваемых дета лей. Кондукторы расположены на держа теле под углом, образованным прямыми соединяющими центр А вращения руки р бота с точкой загрузки Сие одной из точек сварки В . Для удаления готовых изделий из кондукторов подвижные электроды 13 и 14 сварочных машин имеют разгрузочные устройства 5 и 6. Каждое разгрузочное устройство содержит электромагнит 15, имеющий стержень 16, который через эластичное кольцо 17 и кронштейн 18 соедине с подвижным электродом 19 сварочной машины. Эластичное кольцо 17 обеспечивает возможность самоустановки рабочего торца Д электромагнита по по верхности .f свариваемой детали; возможность получить в месте контакта рабочего торца А электромагнита с по верхностью Е свариваемой детали дополнительно к электромагнитным силам еще и механическое поджатие за счет разницы Д в уровнях рабочего торцаД электромагнита и рабочего торца ( верхнего подвижного электрода свароч ной машины. Все это способствует созданию плотного контакта при соприкосновении рабочего торца электромаг нита с поверхностью свариваемой детали и обеспечивает надежную работу разгрузочного устройства. Автоматизированный участок для контактной точечной сварки работает следующим образом. Из загрузочного устройства 4 свариваемые детали автоматически поступают в кондуктор 12. В это время сварочная машина 1 производит сварку деталей, находящихся в кондукторе 11. По окончании сварки подвижный электрод 13 сварочной машины 1 поднимается, и включенное разгрузочное устройство 5 увлекает за собой сваренное изделие. Рука 9 промышленного робота 3 движется к сварочной машине 2. Разгрузочное устройство 5 выключается, и готовое изделие под собственным-весом падает в тару 7. Кондуктор 12 останавливается в зоне сварки. Сварочная машина 2 производит сварку деталей, находяш ихся в кондукторе. В это, время загрузочное устройство 4 sarpy-iжает кондуктор 1 деталями. По окончании сварки подвижный электрод 14 сварочной машины 2 поднимается и включенное разгрузочное устройство 6 увлекает за собой готовое сваренное изделие. Рука промьшшенного робота движется к сварочной машине 2. Разгрузочное устройство 6выключается, и готовое изделие под собственным весом падает в тару 8. Далее цикл повторяется. Предлагаемое изобретение освобовдает трех рабочих сварщиков и может быть получен экономический эффект 8,8 тыс, руб. Формула изобретения Автоматизированньй участок для контактной точечной сварки, содержащий смонтированные на основании две сварочные машины с подвижными и неподвижными электродами и расположенный между ними промышленный робот, в состав которого входит механическая рука с двумя кондукторами для свариваемых деталей, загрузочные и разгрузочные устройства, тара для сваренных деталей и система управления сварочными машинами и промьшшенным роботом, о тличающийся тем, что, с целью повьш1ения производительности путем сокращения межоперационного времени, каждое разгрузочное устройство выполнено в виде кронштейна, эластичного кольца и расположенного на стержне электромагнита, при этом каждый кронштейн жестко закреплен на подвиж586328ном электроде каждой сварочной машины, эластичное кольцо смонтировано в кронштейне, а стержень закреплен в отверстии эластичного кольца. Источники информации, принятые во внимание при экспертизе 5 1 1.Патон Б.Е. и др. Промьшшенные роботы для сварки. К., 1Иаукова думка, 1977, с. 97, п. 1 и 2. 2.Белянин П.Н. Промышленные роботы. М., 1975, с. 289, рис. 175 (про тотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
Риг.1
