При изготовлении проволочных конденсаторов холодильных агрегатов операции приварки проволок к .коленам змеевика производится на серийных точечных машинах типа МТП с использованием широкого электрода, либо на автомате для контактной точечной сварки.
При этом части конденсатора (змеевик и проволока) собираются оператором вручную на специальном кондукторе. Детали, подлежащие сварке, обладают незначительной жесткостью и легко теряют свою форму, поэтому операции по сборке связаны с большими затратами ручного труда-.
Описываемое изобретение позволяет автоматизировать операции по сборке и сварке проволочных конденсаторов, кроме укладки змеевиков Б 1кондуктор.
Это достигается тем, что механизм подачи змеевика снабжен кондуктором, .выполненным в виде гребенки, установленной на станине с возможностью iHOBOpOTa вокруг продольной оси под действием шневмоцилиндра, шток которого шарнирно связан с основанием гребенки. При этом полуавтомат оснащен сигнальным устройством, установленным на корпусе машины, и взаимодействующим со свариваемым изделием и выполненным в виде подпружиненного поворотного коромысла, смонтированного с возможностью поступательного перемещения и воздействующего -на микровыключатель, включенный .в схему управления, с помощью подвижных толкателей при нажатии на них свариваемого изделия.
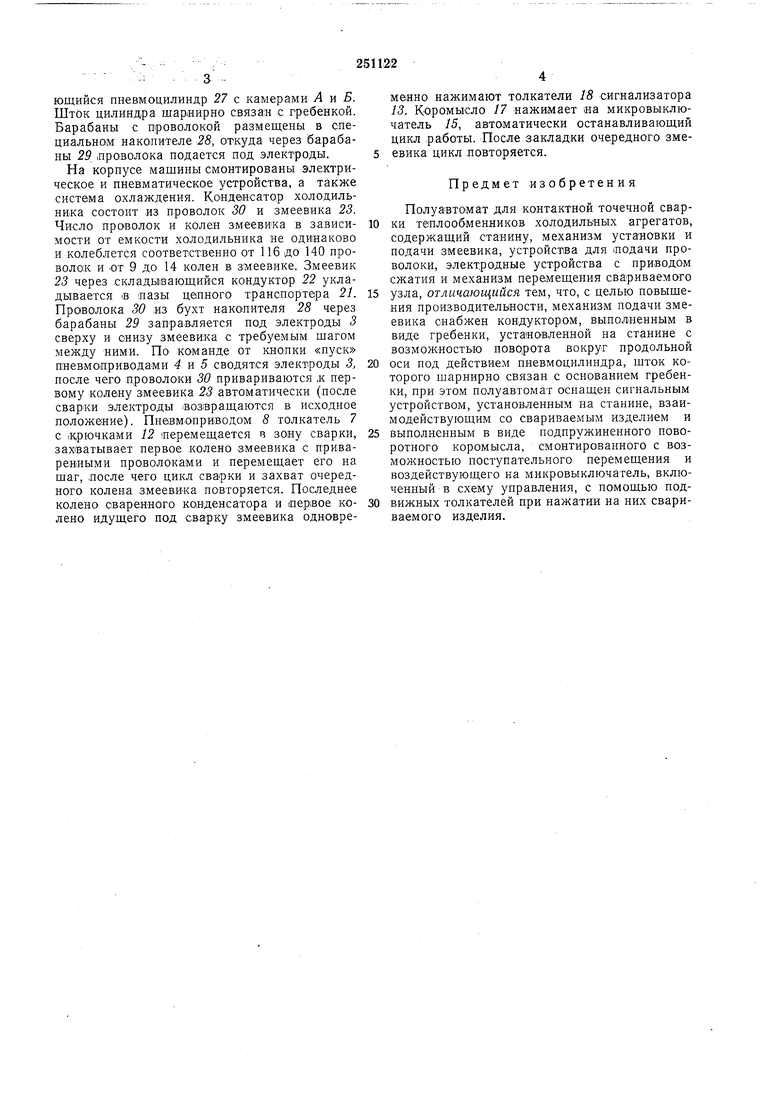
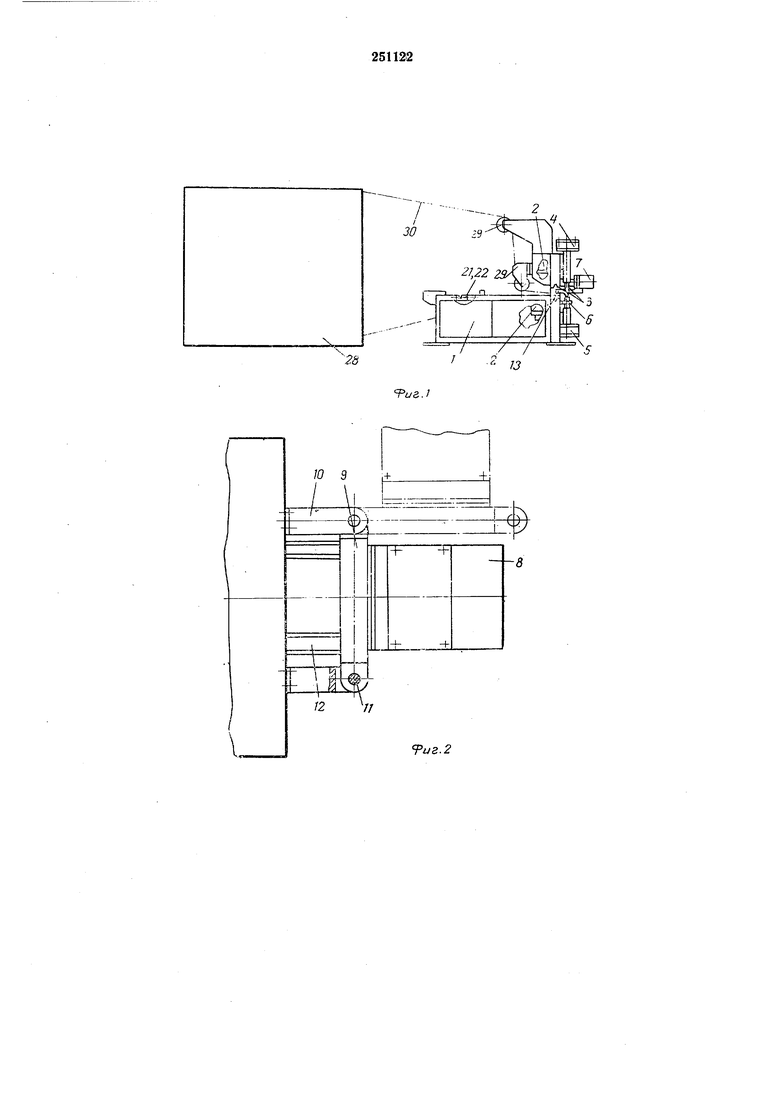
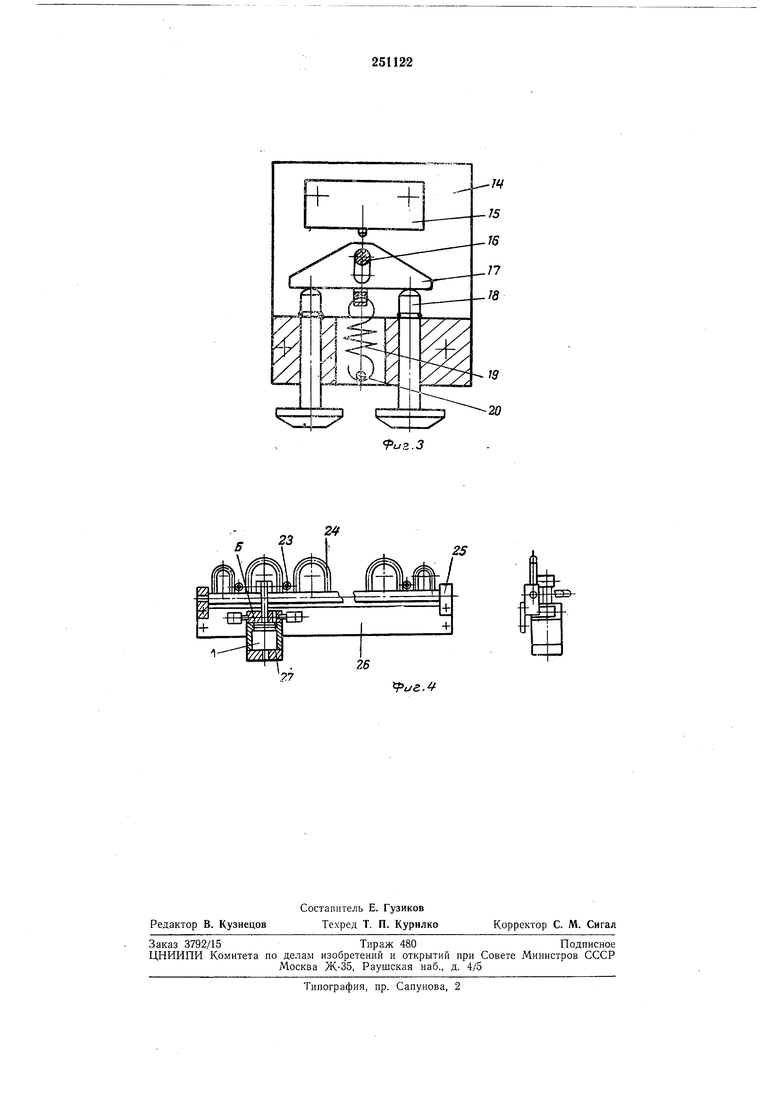
На фиг. 1 представлен полуавтомат; на фиг. 2 - откидной толкатель; на фиг. 3 - сигнальное устройство; на фиг. 4 - складывающийся кондуктор с направляющими фиксаторами для укладки змеевика на цепной конвейер.
На сварном корпусе / установлены сварочные трансформаторы 2, соединенные гибкими щинами с электродами 3. Электроды закреплены на штоках пневмоприводов 4 и 5. Нижние электроды установлены на щтоке через гидроуравниватель 6. На корпусе закреплен откидной толкатель 7. Толкатель состоит из пневмопривода 8, штанги 9, двух кронштейнов 10, пальца И и крючков 12.
Установленный в одной плоскости с электродами сигнализатор 13 имеет корпус 14, иа котором закреплен лгикровыключатель 15. На палец 16 надето коромысло 17, в которое упираются два толкателя 18. Пружина 19 одним концом закреплена за коромысло, а другим за штифт 20. На корпусе полуавтомата (фиг. 1) установлены цепной транспортер 21 и складывающийся перемещающийся кондуктор 22 (фиг. 4) с залол-сенным в него змеевиком 23. Кондуктор имеет поворотную гребенку 24, которая через подшипники 25 закреплена яа планке 26. На этой же планке установлен качающийся пневмоцилиндр 27 с камерами А н Б. Шток цилиндра шариирно связа;н с гребенкой. Барабаны с проволокой размещены в специальном наколителе 28, откуда через барабаны 29 лроволока подается под электроды.
На корпусе машины смонтированы электрическое и пневматическое устройства, а также система охлаждения. Конденсатор холодильника состоит из проволок 30 и змеевика 23. Число проволок и колен змеевика в зависимости от емкости холодильника не одинаково и колеблется соответственно от 116 до 140 проволок и от 9 до 14 колен в змеевике. Змеевик 23 через .складывающийся кондуктор 22 укладывается iB лазы цепного транспортера 21. Проволока 30 .из бухт наколителя 28 через барабаны 29 залра.вляется под электроды 3 сверху и снизу змеевика с требуемым шагом между ними. По команде от кнопки «пуск пневмолриводами 4 и 5 сводятся электроды 3, после чего проволоки 30 привариваются ,к первому колену змеевика 23 автоматически (лосле сварки электроды 1воз1вращаются в исходное положение). Пневмоприводом 8 толкатель 7 с |К,рючками 12 леремещается в зону сварки, захватывает первое .колено змеевика с приваренными проволоками и перемещает его на шаг, лосле чего цикл сварки и захват очередного колена змеевика повторяется. Последнее колено сваренного конденсато.ра и первое колено идущего под сварку змеевика одновременло нажимают толкатели 18 сигнализатора 13. Коромысло 17 нажимает на микровыключатель 15, автоматически останавливающий цикл работы. После закладки очередного змеевика цикл .повторяется.
Предмет изобретения
Полуавтомат для ко.нтактной точечной сварки теплообменников холодильных агрегатов, содержащий станину, механизм установки и подачи змеевика, устройства для лодачи проволоки, электродные устройства с при.водом сжатия и механизм перемещения свариваемого
узла, отличающийся тем, что, с целью повышения производительности, механизм подачи змеевика снабжен кондуктором, выполненным в виде гребенки, установленной на станине с возможностью поворота вокруг продольной
оси под действием пневмоцилиндра, шток которого шарнирно связан с основанием гребенки, при этом полуавтомат оснащен сигнальным устройством, установленным на станине, взаимодействующим со свариваемым изделием и
выполненным в виде подпружиненного поворотного коромысла, смонтированного с возможностью поступательного перемещения и воздействующего на микровыключатель, включенный в схему управления, с помощью подвижных толкателей при нажатии на них свариваемого изделия.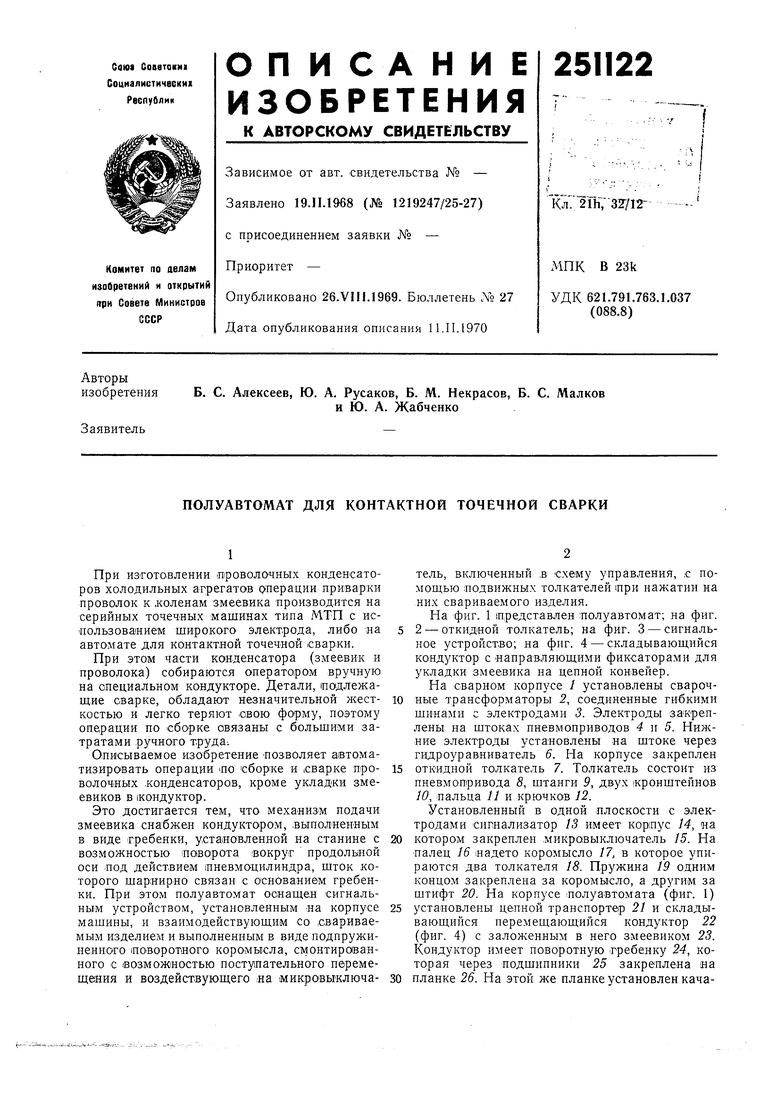
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ПРИВАРКИ РЕБЕР | 1965 |
|
SU177005A1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| УСТАНОВКА ДЛЯ СВОРКИ И СВАРКИ ИЗДЕЛИЙр д.-„.^,:.., .•VV'JVir'^HflJSliK ( uii : ^t>&^ ».,i'eitsi i-v- iP.»';.|БИБЛИЮ! EKA | 1971 |
|
SU304083A1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
/2 V/
.
Риг. 2
ие.
