;2 75 7« го
10
20 П
ел
Од
to
Ю
оо о
Изобретение относится к машинос роению, в частности к созданию автоматизированных линий сборки и контактной точечной сварки, и может найти применение при изготовлении сварных изделий коробчатой и бочкообразной формы.
Целью изобретения .является iioHi,iiiieiuie производительности за счет автоматизации съема сваренного изделия, устранения не обходимости предварителы1ой прихватки сое диняемы.х элементов и асширения гсхно логических возможностей за счет ооеснече- ния сварки в труднодоступных местах.
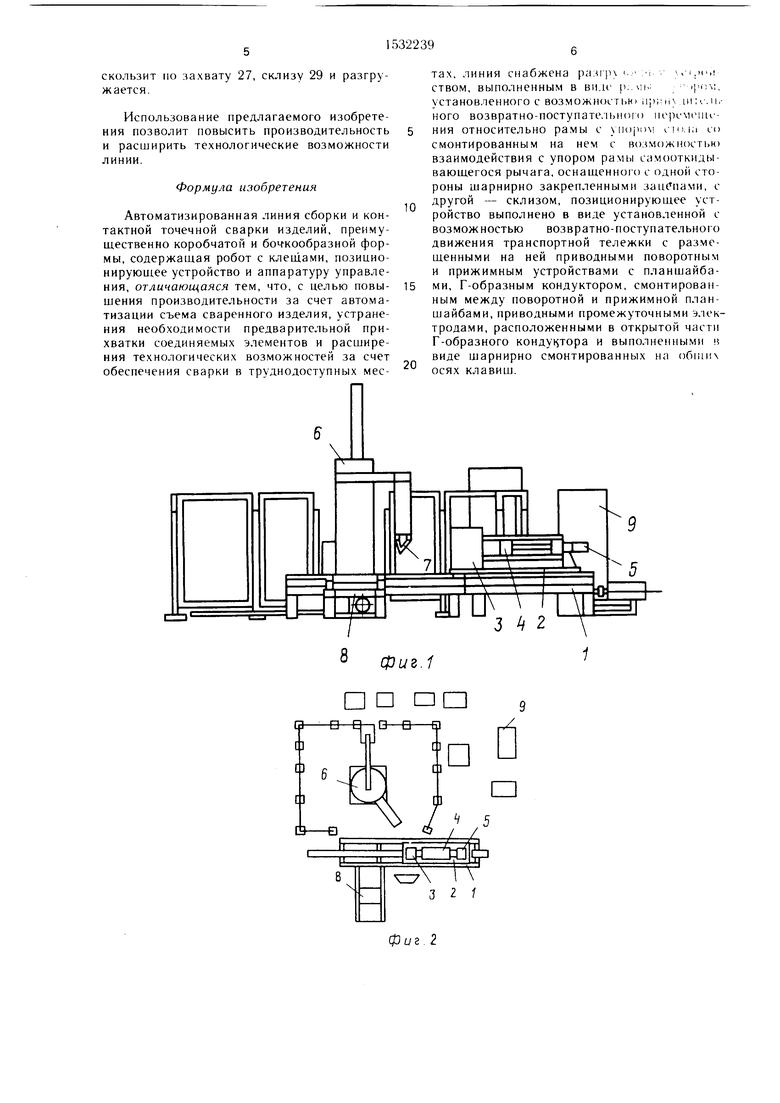
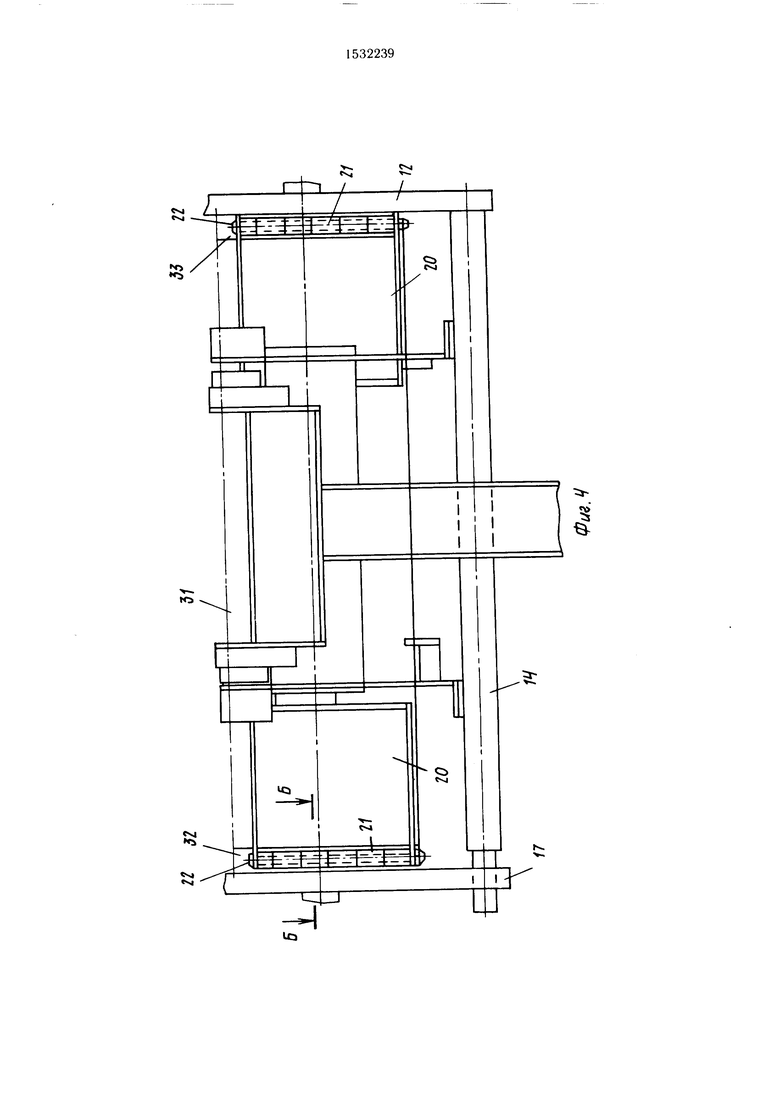
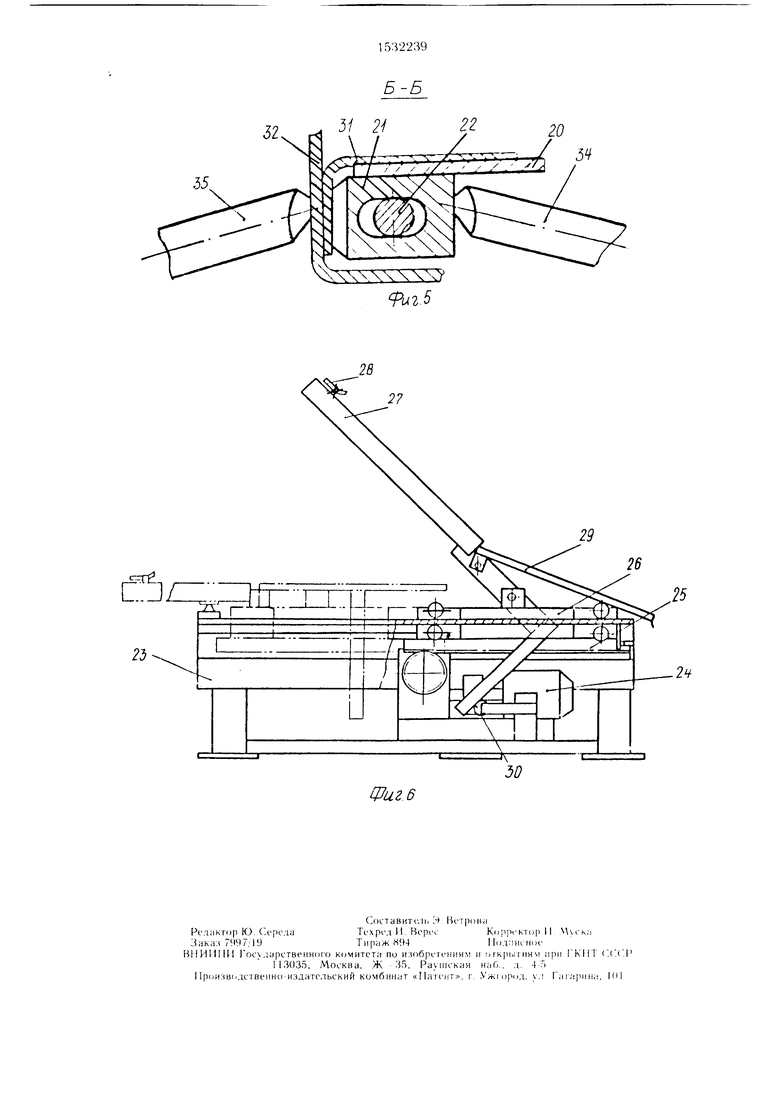
На фиг. 1 схематично изобра/ ена пред лагаемая линия; на фиг. 2 го же, вид свер ху; на фиг. 3 -- транспортная гележка; на фиг. 4 - - вид А на фиг. ,. на фи1. Г) | ал1н-л Б-Б на фиг. 4; на фиг. 6 разгрузочное yci ройство.
Автоматизированная линия соде)жиг вин товой привод 1, нозиционируюп1ее устрой ство, вынолненное в виде транспортной к лежки 2 с установленными на ней поворог ным устройством 3, подвижным кондукк - ром 4 Г-образной формы, прижимным ус: ройством 5, сварочный робот 6, ocHaiueiinbiii клещами 7, разгрузочнс е уст)оЙ1 л ud Н и аппаратуру управления, разме1цен11 ю i фах 9.
Транспортная тележка 2, связанная с винтовым приводом 1, СОСТОЙ из основания 10 с опорами 1 качения, на когор.ых расположены поворотное устройс1Вч . .им-,- юн1ее нланн1айбу 12, поджатую ()ii . На планн)айбе 12 закреплен подниж.,; кон дуктор 4 Г-образной формы, сосюяпиш из двух ска, юк 14, соединенных ме/кду co6(ni Г-образными /и.1жемен 1 ами 1о с ,1(1Н1П еля ми 16. Свободные кочны скалок 14 входяi во втулки нланшайбы i прижимного уст ройства 5, которое н(П1водится с, дсйс1иио нневмоцилиндрс м 1М. Между Г о()разп,1м; ложементами 15 усгановлеп 11не 1 1он11.1и11др 19, нриводяший в движение промеж точн1ле электроды 20, выполненные в виде к.1авин1 21 с пазами и свободно посажснньК па обшей осп 22, закрепленной на KOjUiycc -J.ICK- трода.
Разгрузочное устройство 8 cocii)HT HI рамы 23, на которой установлен 11(;ивод 24, взаимодействуюпип с рейкой 25, перемещающей стол 26 относительно рамы 23. На столе 26 усганон.аен захват 27 с зацепа ми 28, склиз 29. На раме 23 закреп.лен упор 30.
Автоматизированная линия осупич i в,1яет сварку в узких и глубоких каналач между отбортовками деталей изделия корпуса .} и боковых стенок 32 н 33 электродами 34 и 35 клен1ей 7 робота 6 через к,;|ави ши 21 промежуточных электродов 20.
Линия работает следую пим о6|1аз;)м. Боковые стенки 32 и 33 вручнуи:) vciaisaB ливаются на плап найбы 12 и 17, а сам кпр HVC 31 на ,1овитель 16 ложеменгои 15 иод
0
вилч110 о кондукг(;ра 4 Г-образной формы. 11|)н включении прижимного устройства 5 пла ппайба 17 с устано1 ленной па ней стен- Koii свариваемого корпуса перемещается
нненмо11И. 1ипдром 1Н н прижимается к корпусу, который, в свою очередь, скользит по .тоинтелям ( ложеме1ггов 15 н прижимается к стч нкс сиа)нваемого корпуса, установленной iifi п, 1анп1айбе 12.
В с.тучае неправильной сборки и несовпадения юверхностей дега.тей сжимается нру- жина 13. нредотврап1.ая тем самым пов- |Ч-Жл1ение дега,тей и поломку механизмов. Пос,те сжатия свариваемых деталей вруч- 1; .ю (к.тючает ся пневмоци.тиндр 19, который
5 приводит в двпжение промежуточные электроды 2lV нходяпгие в каналы между отбортовками деталей .31, 32 и 33, Затем тележка 2 подается випговым приводом 1 к ро- ooiy 6 для проведеиня сварки. При нра- BHjibiKiii сборке подается команда па робот 6 и пронзво иггся сва)ка }io заданной програм- Ml- к.тепити 7 При этом в трудно, и)стун- пы. Mec jiix, т аких как узкие кана;|ы, обра- .toBiiHHbie отПортовкам I деталей 31, 32 и 33, caapKv Г1)1ои..1И)Дят чер1М клавип1И 21, своь бодио cM. iHiiu i на обп1их осях, нромежу- io4ni.i ). 1екг(1(;. 1ов 20, па кот орые через элек- грод,| М и ЗГ) кленич н)опускает ся сва- po4iii)iii ток.
В процессе cBajiKH поворотное устрой- с lio . i пепмиличсски 1оис1рачпвает сваривае vyio .icTa.Ti, вокруг продо.тьной оси для пи,|,11|ия ей по. южен,Я, наиболее удобногс; д.тя .
i ji. ;i ок1),;чапи:я сварки рюбот (i возвращается в 1 л ходное пот(же|1ие и подается ко- Maibia iUi uepeMeni.eiinc разгрузочног О уст Оойсша Н д.тя iipiicMa сваренной детали. При nepcMeincnHii cicj. ia 26 :;ахиат 27 отходит от упора .V) я oij vCKai TC4 при приГ,. ;11жении к сварс ииои чсла.чи Нри входе в простран- CT iio меж;,. lUi -вижным кондуктором 4 1 -об
Q iia3iioH фо|)мы и otnoBHiHiCM И) транспортной тслсжкч 2 дет а,11Ь, находяп1аяся па под- ви.1 п{;м кондукторе 4 Г-обра.зпой формы, воздействует на зап1 ;1Ы 28 п утапливает их. П.ч ле прохождения д(л а.ти и остановки |)азгру.з()Ч11о| о устройсгва 8 в 1-;о1 ечном по5 зацепы 28 раскрываются, захватывая дет а.ть.
Но1.. окончания сварки ноднижпый конд кт ор 4 Г-образ.жи формы устанавливается .то/гементами 15 вверх, обеспечивая
свободное падение детали на захват 27 при отжиме 1|1| жимного усгройства 5. Носле по да.чи команды на возвранцмже электро.аов 20 в исх(.дное положение и прижимного ус1;и йсгва 5 С1 арепная дегаль при об ратном ходе стола 26 захватываетея зацепами 28 и 27 выводится из зоны сварки в место разгру.ки. При подходе захва- ta 2/ к унору 30 его конец упирается в . по|) 30 и поднимается, при этом дегаль
скользит (10 захвату 27, склизу 29 и разгружается.
Использование предлагаемого изобретения позволит повысить производительность и расширить технологические возможности линии.
Формула изобретения
Автоматизированная линия сборки и контактной точечной сварки изделий, преимущественно коробчатой и бочкообразной формы, содержащая робот с клещами, позиционирующее устройство и аппаратуру управления, отличающаяся тем, что, с целью повы- щения производительности за счет автоматизации съема сваренного изделия, устранения необходимости предварительной прихватки соединяемых элементов и расщире- ния технологических возможностей за счет обеспечения сварки в труднодоступных мес0
5
0
тах, линия снабжена разгр «,, .м I.HMI
СТВОМ, выполненным в ВМЛС |i..il-: ipciM.
установленного с возможностьн iniiMi,- ного возвратно-поступате. 1ьм()() iiopu uMiu-- ния относительно рамы с yiiojioM i.-Mi,i;i со смонтированным на нем с возможностью взаимодействия с упором рамы самооткидывающегося рычага, оснащенно1Ч) с одной стороны шарнирно закрепленными зацс пами, с другой - склизом, позиционирующее устройство выполнено в виде установленной с возможностью возвратно-поступательного движения транспортной тележки с размещенными на ней приводными поворотным и прижимным устройствами с планщайба- ми, Г-образным кондуктором, смонтированным между поворотной и прижимной планшайбами, приводными промежуточными электродами, расположенными в открытой части Г-образного конду1 тора и выполненными в виде щарнирно смонтированных на общих осях клавищ.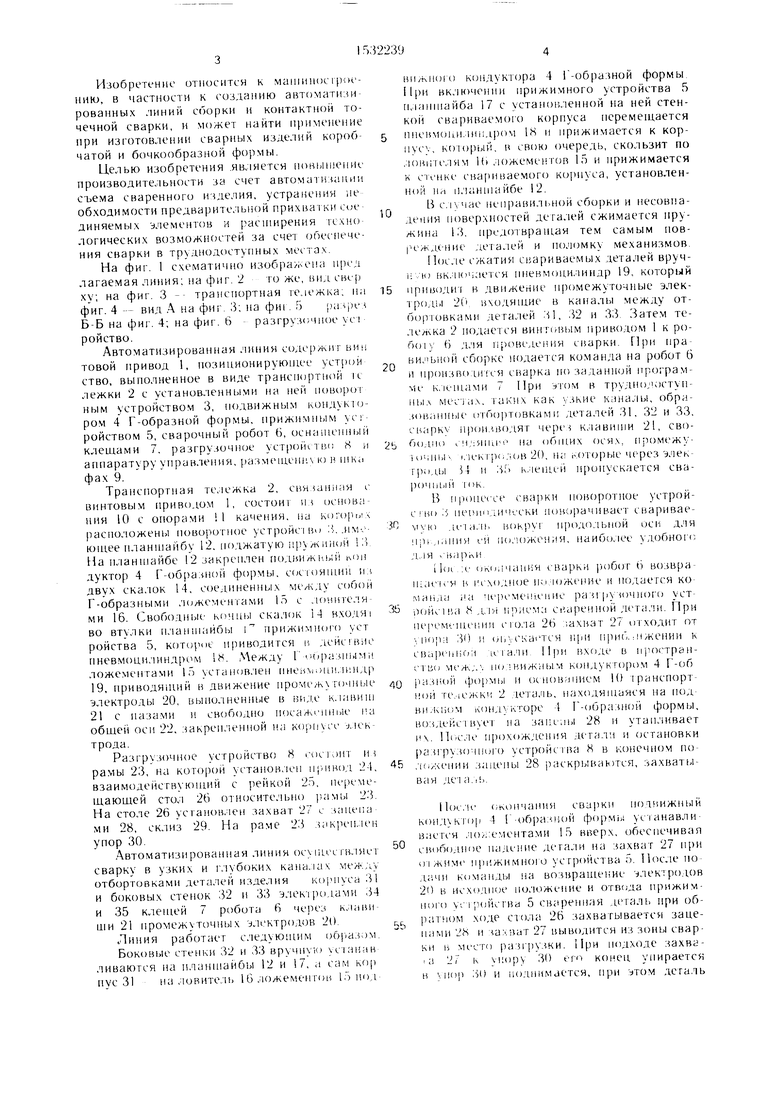
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
Изобретение относится к машиностроению, в частности к созданию автоматизированных линий сборки и контактной точечной сварки, и может найти применение при изготовлении сварных изделий коробчатой и бочкообразной формы. Цель изобретения - повышение производительности и расширение технологических возможностей. Боковые стенки свариваемого изделия устанавливаются на планшайбы 12 и 17, корпус свариваемого изделия - на ловитель 16 ложементов 15 кондуктора. Планшайба 17 под действием привода 18 перемещает стенку и прижимает ее к корпусу. Корпус скользит по ловителям 16 и прижимается к стенке, зафиксированной на планшайбе 12. Привод 19 перемещает промежуточные электроды 20 в зону сварки. Отдельным приводом основание 10 тележки перемещают к роботу для выполнения сварки по заданной программе. После сварки зацепами разгрузочного устройства готовое изделие выводится из зоны сварки в место разгрузки. Автоматизированная линия позволяет автоматизировать съем готового изделия, устранить необходимость предварительной прихватки соединяемых деталей и обеспечить сварку в труднодоступных местах. 6 ил.
П
фиг. 1 П ПП
фиг.2
.35.
25
5
W2.5
| Каталог | |||
| Роботизированные комплексы, разработанные в СССР и ЧССР | |||
| М.: Всесоюзный научно-исследовательский институт информации и технико-экономических исследований по машиностроению и робототехнике, 1985, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
