Изобретение относится к сварке и предназначено для изготовления изделий, имеющих различные условия контакта поверхностей свариваемых деталей и шунтирующих сварочный ток цепей типа, например, сотовых конструкций, в частности дистанционирующих решеток тепловыделяющих сборок ядерных реакторов для атомных станций.
Известен комплекс для многоточечной контактной сварки (см. а.с. СССР 348116, МКИ B 23 K 11/10), недостатком которого является его узкая специализация, отсутствие возможности учитывать при сварке изменяющиеся по ходу изготовления решетки условия контактирования свариваемых поверхностей, контроля образования литого ядра сварной точки и маркировки некачественно выполненных точек.
Наиболее близким по технической сущности и достигаемому результату является роботизированный модуль для контактной точечной сварки (см. патент РФ 2138376) - прототип, недостатком которого является отсутствие возможности учитывать при сварке изменяющиеся по ходу изготовления решетки условия контактирования свариваемых поверхностей, контроля образования литого ядра сварной точки и маркировки некачественно выполненных точек.
Технической задачей изобретения является повышение стабильности качества сварки.
Поставленная задача решается тем, что робототехнический комплекс для контактной точечной сварки, состоящий из промышленного робота с установленными на руке сварочными клещами, системы управления роботом, стола с устройством закрепления свариваемых деталей, источника сварочного тока, согласно изобретению содержит устройство формирования зондирующих импульсов тока, связанное посредством датчиков с анализатором зондирующих и сварочных импульсов, который функционально и посредством датчиков связан с задатчиком сварочных импульсов источника тока сварочной машины, с системой управления роботом и системой маркировки сварных точек.
Другим отличием является то, что система маркировки может представлять собой кассету маркеров сварных точек, неподвижно закрепленную относительно стола.
Использование устройства формирования зондирующих импульсов позволяет посредством соответствующих датчиков формировать для анализатора сигнал, характеризующий состояние контакта свариваемых поверхностей, наличие и интенсивность шунтирующих сварочный ток цепей. Использование анализатора дает возможность оценить параметры и форму зондирующих и сварочных импульсов, по которым в дальнейшем задатчик сварочных импульсов формирует задание на параметры сварочного или ремонтного импульсов. В качестве такого параметра может служить, например, изменение скорости нарастания амплитуды сварочного тока в импульсе или изменение формы тока, величины напряжения между свариваемыми деталями.
Наличие функциональной связи между анализатором, системой управления роботом и системой маркировки сварных точек позволяет либо продолжить сварку, либо выполнить маркировку сварной точки, имеющей недопустимые отклонения по параметрам режима. Маркировка некачественных сварных точек может выполняться либо на видеоконтрольном устройстве, либо с помощью специальных фишек - маркеров, которые устанавливаются в ячейке с некачественно выполненной сваркой путем их захвата и переноса сварочными клещами из кассеты в соответствующие ячейки. Это облегчает оператору поиск и исправление дефектных соединений.
Указанная совокупность признаков является новой и существенной для решения поставленной задачи, так как позволяет за счет контроля состояния контакта свариваемых поверхностей посредством анализа формы тока, протекающего через соединение, а при необходимости - последующей маркировкой сварной точки, имеющей отклонения по параметрам сварочного импульса, обеспечить получение качественных сварных соединений.
Сущность изобретения поясняется чертежом.
На чертеже представлен робототехнический комплекс для контактной точечной сварки, состоящий из робота 1, на руке которого закреплены сварочные клещи 2 с электродами 3, системы управления роботом 4, источника 5 сварочных импульсов, источника 6 зондирующих импульсов, анализатора 7 сварочных и зондирующих импульсов, датчиков 8 задатчика 9 сварочных импульсов, системы маркировки 10, в состав которой входят видеоконтрольное устройство 11, а также неподвижно закрепленная относительно стола 12 с устанавливаемой на нем дистанционирующей решеткой 13 кассета 14 с размещенными в ней маркерами 15.
Робототехнический комплекс для контактной точечной сварки работает следующим образом.
Предварительно набранное поле дистанционирующей решетки 13 устанавливается на столе 12, где обжимается ободом и фиксируется в специальном кондукторе, обеспечивающем оптимальное сжатие свариваемых ячеек. Сварка поля решетки начинается после проверки работоспособности оборудования путем сварки контрольных образцов. После сжатия электродами свариваемых деталей включается устройство формирования зондирующих импульсов с источником 6 зондирующих импульсов, мощность которого недостаточна для нагрева зоны сварки до образования сварного соединения требуемых параметров. Устройство формирования зондирующих импульсов может быть выполнено в виде отдельного блока или являться частью источника питания. Сигнал о прохождении зондирующего импульса воспринимается датчиками 8 и поступает в анализатор 7, который оценивает характеристики импульса, например амплитуду, форму токовой кривой, скорость нарастания тока, и по результатам этой обработки выдает на вход задатчика 9 сварочных импульсов команды, на основании которых последний определяет конкретные параметры импульса сварочного тока. После этого включается источник 5 сварочных импульсов.
В качестве зондирующего импульса может использоваться начало сварочного импульса, пока мощность последнего недостаточна для образования сварного соединения.
При прохождении сварочного импульса в течение цикла сварки сигнал о его параметрах через датчики 8 вновь поступает в анализатор 7, где сравнивается с эталонными параметрами качественной сварки в соответствии с первоначально определенными условиями сварки данного соединения.
Для дополнительного контроля наличия литого ядра также может быть использован зондирующий импульс, выполняемый после сварочного, параметры его должны исключать повторное расплавление металла и зависеть от конкретных характеристик сварного соединения и свариваемых металлов.
В случае отрицательных результатов анализа импульсов формируется команда на повторный - ремонтный - сварочный импульс. В случае успешного ремонта сварной точки сварка поля дистанционирующей решетки 13 продолжается. В случае, если параметры ремонтного импульса не достигли заданных, выполняется сварка дополнительной сварной точки или номер так и не отремонтированной сварной точки запоминается системой маркировки 10.
После окончания сварки поля дистанционирующей решетки 13 система маркировки 10 визуализирует информацию о некачественных точках на экране видеоконтрольного устройства 11 и для упрощения поиска некачественных точек выдает в систему 4 управления роботом 1 их номера. Система 4 управления роботом 1 направляет руку робота 1 со сварочными клещами 2 к кассете маркеров 14, клещи 2 электродами 3 захватывают маркер 15, переносят его к ячейке с некачественной точкой и устанавливают его в эту ячейку соответствующим образом, например, так, чтобы определенная сторона маркера 15 встала напротив некачественно выполненной точки. Это позволяет оператору безошибочно определить ячейку для дальнейшего ремонта.
Результаты сварки с указанием количества и номеров переваренных точек заносятся в технологический документ.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2325979C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
Изобретение относится к контактной точечной сварке и предназначено для изготовления изделий, имеющих различные условия контакта поверхностей свариваемых деталей, например, сотовых конструкций. Робототехнический комплекс состоит из промышленного робота с установленными на руке сварочными клещами, системы управления роботом, стола с устройством для закрепления свариваемых деталей и источника сварочного тока, устройства формирования зондирующих импульсов тока, датчиков, анализатора зондирующих и сварочных импульсов, задатчика сварочных импульсов источника сварочного тока, системы управления роботом и системы маркировки сварных точек. Устройство формирования зондирующих импульсов тока связано посредством датчиков с анализатором зондирующих и сварочных импульсов, который функционально и посредством датчиков связан с задатчиком сварочных импульсов источника сварочного тока, с системой управления роботом и системой маркировки сварных точек. Изобретение позволяет повысить стабильность качества сварки. 1 з.п.ф-лы, 1 ил.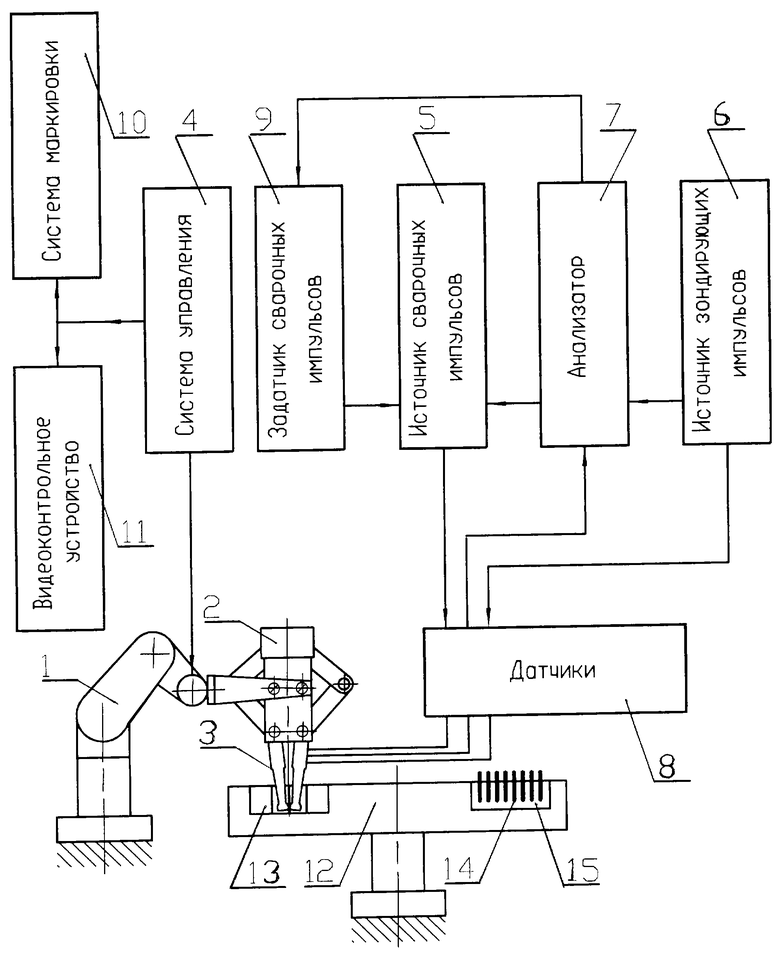
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2098249C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 1997 |
|
RU2120850C1 |
| JP 10076371, 24.03.1998. | |||
