(54) АБРАЗИВНЫЙ ОТРЕЗНОЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодисковый инструмент | 1975 |
|
SU738856A1 |
| Способ поперечной резки полупроводниковых материалов на пластины | 1990 |
|
SU1729764A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Способ изготовления бесконечной шлифовальной ленты и устройство для его осуществления | 1984 |
|
SU1238955A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| Ленточно-отрезной станок | 2020 |
|
RU2748149C1 |
| Станок для абразивной резки | 1973 |
|
SU625910A1 |
| Ленточно-отрезной станок | 2020 |
|
RU2742748C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
Изобретение относится к инструментам, предназначенным для резки изделий из неметаллических материалов, в частности полупроводниковых, например кремния, германия и др., и может найти применение в приборостро ении и т.п. Известен инструмент для резки неметаллических материалов, включающий отрезной круг с наружной режущей кромкой и привод l}. Наиболее близким техническим решением является абразивный инструме включающий, по крайней мере, одно режущее полотно с абразивным покрыти ем, закрепленное с натяжением во вра щающейся опоре 23 . Недостатком известных инструментов является то, что в процессе работы режущее полотно за счет усилий резания, при наличии анизотропности ослабевает в различных участках поразному. Это приводит к получению отрезаемых пластин с отклонениями от технических требований (нешшскостность, непараллельность, выпуклость и т.д.) , что недопустимо. В таких случаях инструмент снимается со станка и считается непригодным к дальнейшей эксплуатации. Это явление в эксплуатации инструментов с внутренней режущей кромкой бывает часто. Цель изобретения - устранение отрицательного влияния анизотропности материала на качество реза. Поставленная цель достигается тем, что в абразивном отрезном инструменте, включающем режущее полотно с абразивным покрытием,.закрепленное во вращакщейся опоре, режущее полотно выполнено в виде полосы прямоугольной формы с вырезом со стороны рабочей поверхности, причем полоса расположена эксцентрично относительно оси вращения инструмента.
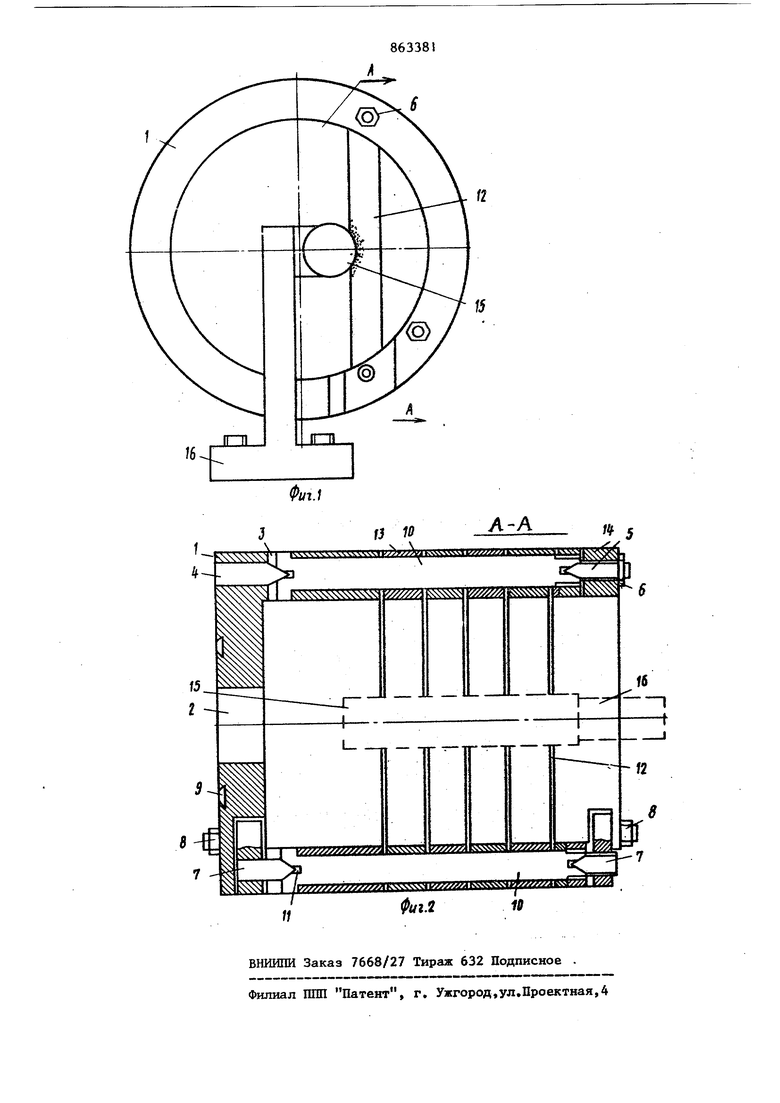
На фиг.1 изображен инструмент; на фт:г.2 - разрез А-А на фиг.1.
Инструмент для разрезки неметаллических материалов состоит из опоры 1 с посадочным отверстием 2, продольными пазами 3, центров А и 5 фиксирующей гайки 6, эксцентричных центров 7, фиксирующих гаек 8, радиального паза 9, направляющих 10 с центровым отверстием 11, режущих полотен 12, прокладок 13 и гаек 14, где 15 - разрезаемая заготовка, а 16 - приспособление для ее закрепления.
Установка режущих полотен и работа инструмента производится следующим образом.
При разрезке изделий набором из нескольких режущих полотен их сборка и регулировка равномерности натяга производится вне станка. Предварительно на направляющие 10 устанавливаются с чередулощейся последовательностью режущие лезвия 12 и прокладки 13 с толщиной, равной толщине отрезаемой пластины, затем слегка поджимаются гайками 14. После этого направляющие с режущими полотнами устанавливаются, например, в приспособление, состоящее из двух неподвижных центров и двух подвижных Регулировка натяга режущих полотен производится путем постоянного их растягивания подвижными центрами и поджима гаек 14. После осуществления равномерности натяга полотен производится окончательное их закрепление гайками 14 и установка, в центре А,5 и 7 опоры 1. В целях лучщего натяжения полотна глубина выреза не должна превышать 15 мм, а свободная зона длины полотна не менее 3-х максимальных размеров разрезаемо заготовки. Закрепление осуществляется поджимом центров 3 и 7 и фиксирующими гайками 6. После этого путем
поворота . эксцентричных центров 7 протзводится необходимый натяг режущих полотен с последующим закреплением натяга гайками 8. Установив разрезаемую заготовку 15 в приспособлении станка 16 и введя ее в опору, включают станок. В результате вращения опоры с режущими полотнами и продольной подачи заготовки она разрезается на пластины установленных толщин. Радиальный паз 9 служит для размещения грузов при балансировке инструмента.
В предлагаемом инструменте за сче того, что натяг ленты производится в одном продольном направлении, анизотропия материала корпуса инструмента на изменение формы выреза не сказывается, что обеспечивает полный ее износ и, тем самым, повышение
эффективности использования алмазов.
Формула изобретения
Абразивный отрезной инструмент, включающий режущее полотно с абразивным покрытием, закрепленное во вращающейся опоре, отличающийс я тем, что, с целью устранения
отрицательного влияния анизотропности материала полотна на качество реза, режущее полотно выполнено в виде полосы прямоугольной формы с вырезом со стороны рабочей поверхкости, причем полоса расположена эксцентрично относительно оси вращения инструмента.
Источники информации, принятые во внимание при экспертизе
(прототип).
