Изобретение мйжет испольЗоЁйтгься ДЛЯ разрезки деталей, имеющих форму сектора кругового цилиндра, например брикетов тормозных накладок.
Известны абразивно-отрезные полуавтоматы, на станине которых установлен стол-приспособлеиие для отрезаемых деталей.
Предлагаемый полуавтомат улучшает качество разрезки.
С этой целью стол-приспособление выполнен секционированным с секциями, снабженными ложементами для заготовок, прихватами для удержания заготовок на рабочей позиции и механизмом подачи секции с заготовкой на инструмент, причем каждый из прихватов выполнен в виде двух качающихся рычагов, связанных шарниром, на который воздействует кулачок. Механизм подачи секции на инструмент выполнен в виде взаимодействующего с жестким упором углового рычага, один конец которого жестко связан с секцией, а другой- с корпусом привода, выполненного в виде качающегося гидроцилиндра, шток которого шарнирно связан с винтом взаимодействующим с зафиксированной в осевом направлении гайкой ручного маховика.
На фиг. 1 показан полуавтомат в плане, общий вид; на фиг. 2-то же, вид сбоку; на фиг. 3 дана кинематическая схема полуавтомата; на фиг. 4-разрез АА на фиг. 3; на
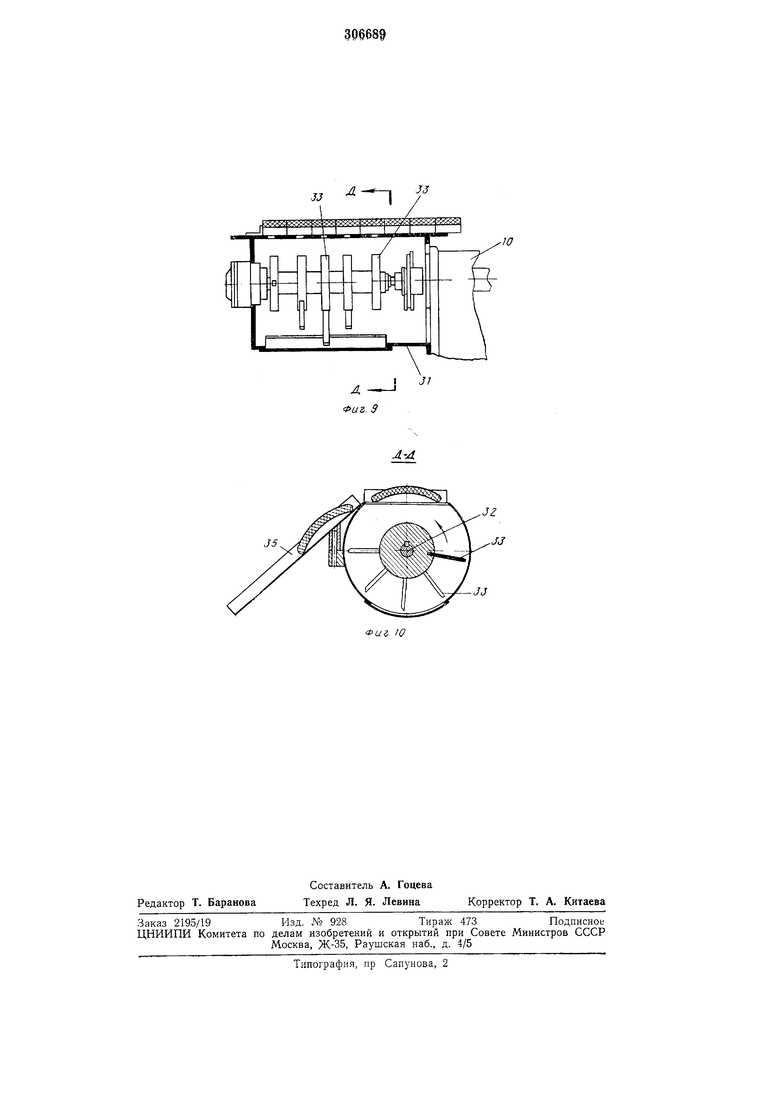
фйг. В на фйг. 3; на фиг. б--разрез по столу-приспособлению; на фиг. 7-разрез В-В на фиг. 6; на фиг. б-вразрез Г-Г на фиг. 6; на фиг. 9- механизм выгрузки; на фиг. 10-
разрез на фиг. 9.
На станине / смонтированы все узлы полуавтомата (см. фиг. I, 2, 3). Справа установлен механизм 2 загрузки с магазином 3 и кареткой с закрепленными на нем собачками 4 и 5.
Механизм загрузки работает от гидроцидиндра 6 (см. фиг. 3).
В средней части станины смонтирован стол-приспособление 7, состоящий из механиЗ мов качения 8, подналадки 9 и зажима 10
(см. фиг. 4).
Механизм 8 качения состоит из вала //, на котором качается плита 12, несущая стол-приспособление 7. Рычаг 13, закрепленный жестко на плите 12, другим концом соединен шармирно с корпусом гидроцилиндра М подачи, шток 15 которого шарнирно связан с винтом 16 механизма 9 подналадки. В корпусе последнего в подшипниках смонтирован валик с маховичком 17 и гайкой 18, в которую ввинчен винт 16.
Механизм 10 содержит вал 19 (см. фиг. 3,4), связанный с кулачком 20, вазимодействующим с роликом 21 подпружиненных рычагов 22. На валу 19 сидит шестерня 23, находящаЛиндра 25 выгрузки. Стол-приспособление 7 состоит из корпуса 26 с пазами для входа дисковых абразивных кругов 27 (см. фиг. 6). Эти пазы используются для отсоса абразивной пыли. Направляющие пленки 28 крепятся в корпусе 26. На роликах 21 сидят рычаги 22, связанные пружиной 29.
Число пар рычагов 22 соответствует числу заготовок, нарезаемых из одного брикета.
Рядом со столом-приспособлением 7 смонтирован механизм 30 выгрузки. Внутри сварного корпуса 31 механизма выгрузки в подшипниках установлен вал 32 со сбрасывающими пальцами 35, количество которых соответствует числу накладок, нарезаемых из одного брикета. Расстояние между пальцами 33 по длине вала выбрано так, чтобы каждый палец мог сбрасывать только одну накладку.. Углы установки пальцев соответствуют интервалу сбрасывания. На валу 32 сидит шестерня 34, зацепляюш,аяся с шестерней 23. К корпусу 31 прикреплен лоток 35. На станине 1 установлена шпиндельная бабка 36, которая содержит оправку 37 с набором дисковых абразивных кругов 27. К станине 1 кренится корпус 38 (см. фиг.. 5), на котором установлены плиты 39, несущие шлифовальные головки 40 с чашечными кругами. Для выставления чашечных кругов предусмотрены винты 41, гайки 42 и маховики 43.
На шпиндельной бабке 36 смонтирован механизм 44 правки дисковых кругов, включающий головки 45 с алмазными карандашами, число.которых равно числу абразивных кругов. На станине 1 имеется электрический подъемник 46 для установки на станок оправки с разрезными кругами.
Цикл работы станка - полуавтоматический. Вручную нроизводится только укладка брикетов в магазин 3 механизма 2.
Станок работает следующим образом. Гидроцилиндр 6 приводит в движение каретку механизма 2, задняя собачка 5 которой выносит при этом брикет из магазина 3 в зону загрузки, а передняя собачка 4 передвигает брикет, находившийся в зоне загрузки, на стол-приспособление 7. Нарезанные в нредыдущем цикле заготовки накладок сдвигаются со стола-приспособления, продвигаются между шлифовальными кругами головок 40 для снятия фасов и попадают в механизм выгрузки. В конце хода поршня гидроцилиндра в нроисхоДит быстрый ход штока 24 гидроцилиндра 25, через шестерни 23 и 34 передается врашение валам 32 и 19 (см. фиг. 3). При этом кулачок 20 освобождает ролики 2/ рычагов 22 (см.
фиг. 8), последние под действием пружин 29 зажимают брикет на столе-приспособлении 7.
Гидроцилиндр 25 получает команду на замедленное движение, во время которого выгружают нарезанные брикеты нри номощи сбрасываюших пальцев 33.
После окончания прямого хода гидроцилиндром 25, гидроцилиндр 6 возвращает каретку механизма 2 в исходное ноложение, а
гидроцилиндр 14 (см. фиг. 4) быстро подводит стол-приспособление 7 к абразивным кругам 27, медленно подает на разрезку и быстро отводит стол в исходное положение. ,
Гидроцилиндр 25 получает команду на ускоренный возврат в исходное ноложение, при этом кулачок 20 нажимает на ролики 21 опустившегося стола-приспособления, рычаги 22 расходятся, и разжимается разрезанный на заготовки брикет.
Износ абразивных кругов с неподвижной в пространстве осью компенсируется подачей стола-приспособления на необходимую величину. Это осуществляется механизмом 9 подналадки.
Вращая маховичок 17 через гайку 18 и винт 16 меняется положение штока 15 гидроцилиндра 14 (см. фиг. 4). Это, в свою очередь, меняет величину ускоренного подвода стола-приспособления 7 с брикетом и к абразивным
кругам. Исходное положение стола-приспособления 7 контролируется упором.
Предмет изобретения
1. Абразивно-отрезной полуавтомат, на станине которого установлен стол-нриспособление для отрезаемых деталей, отличающийся тем, что, с целью повышения точности отрезки, стол-приспособление выполнен секционированным с секциями, снабженными ложементами для заготовок, нрихватами для удержания заготовок на рабочей позиции и механизмом подачи секции с заготовкой на инструмент.
2.Полуавтомат по п. 1, отличающийся тем, что каждый из прихватов вынолнен в виде
двух управляемых от кулачка качающихся рычагов, связанных шарниром.
3.Полуавтомат но пп. 1 и 2, отличающийся тем, что механизм подачи секции вынолнен в
виде взаимодействующего с жестким упором углового рычага, один конец которого жестко связан с секцией, а другой - с корпусом привода, выполненного в виде качающегося гидроцилиндра, шток которого шарнирно связан
с винтом, взаимодействующим с зафиксированной в осевом нанравлении гайкой ручного маховика.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| УСТРОЙСТВО для ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ПРОКАТА | 1967 |
|
SU206400A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |



J3
Фиг. 2
со ru
Puz. 7
Фиг, 8
jj
JJ
J5
JJ
:/г /i
