(54) СПОСОБ ТЕРМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ С ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического снятия заусенцев с деталей и устройство для его осуществления | 1988 |
|
SU1551558A1 |
| Устройство для термического снятиязАуСЕНцЕВ C дЕТАлЕй | 1976 |
|
SU806775A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОИМПУЛЬСНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2396362C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ С ДЕТАЛЕЙ | 1992 |
|
RU2024377C1 |
| Способ удаления заусенцев с изделий | 1990 |
|
SU1712087A1 |
| Устройство для термического удаления заусенцев с изделий | 1990 |
|
SU1764879A1 |
| Устройство для термического удаления заусенцев с изделий | 1989 |
|
SU1660879A1 |
| Устройство для термического удаления заусенцев | 1985 |
|
SU1660881A1 |
| Способ термического удаления заусенцев | 1986 |
|
SU1428538A1 |
| Способ термического удаления облоя и заусенцев с изделий из алюминиевых сплавов | 1987 |
|
SU1586867A1 |
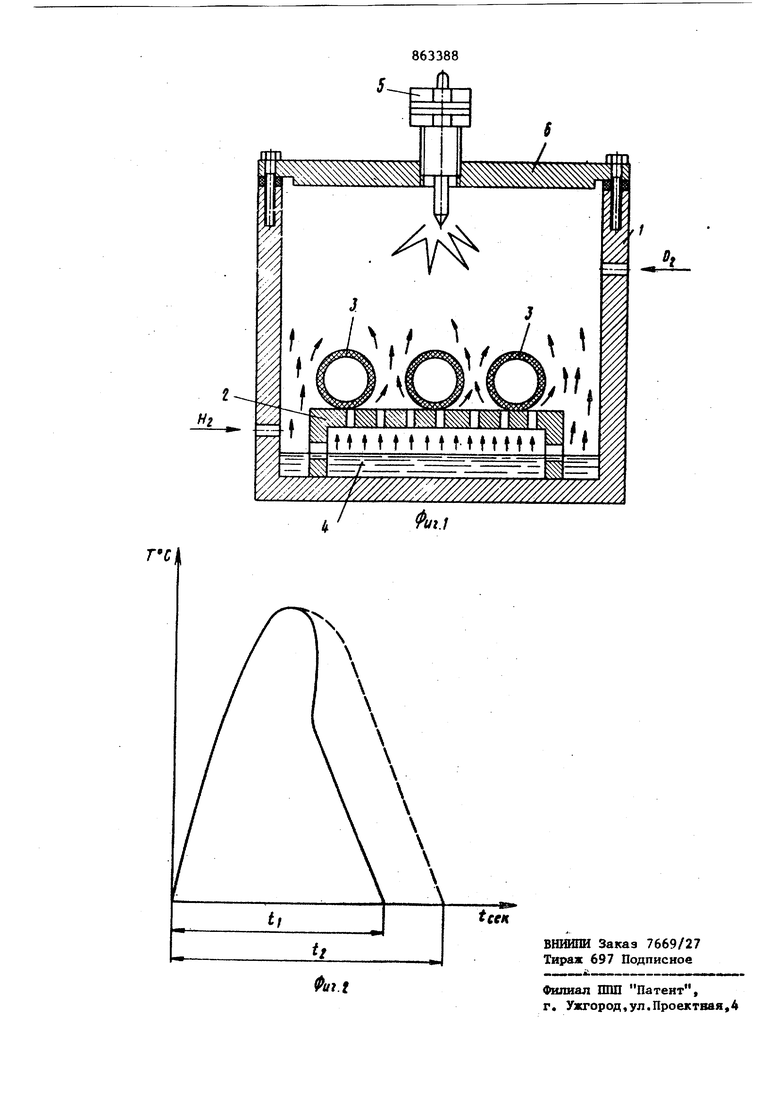
Изобретение относится к предварительной и окончательной обработке деталей, выполненных из резины, реактопластов и термопластов любой степени сложности, а именно к способу снятия заусенцев после их прессования и отливок и может быть использовано во всех отраслях народного хозяйства. Известен способ термического снятия заусенцев с деталей, заключающийся в том, что детали помещают в камер и воздействуют на них горючей смесью Процесс удаления заусенцев проводят с предварительным нанесением на поверхность деталей и технологической оснастки термозащитной обмазки fij. Однако этот способ трудоемок, так как требует осуществления операций по нанесению и снятию защитных покрытий Наиболее близким к предлагаемому является способ термического снятия заусенцев с деталей, заключающийся в том, что обрабатываемые детали тюме-. щают в закрытую камеру, подают в камеру горючую газовую смесь и воспламеняют ее I2j, Недостатком способа является то, что длительность воздействия высокой температуры на oбpaбaтывae в e детали, внутреннюю поверхность камеры, технологическую оснастку определяется длительностью протекания процесса горения всего объема горючей газовой смеси. В производственных условиях при наличии частей повторяемости циклов через 20-30 с рабочая камера и те нолог йческая оснастка подвергается воздействию высокой температуры, что приводит к быстрому выводу их из работоспособного состояния и снижению ресурса. Кроме того, способ имеет ограничения времени воздействия горячих продуктов сгорания (высоких температур) , что особенно отрицательно влияет на качество обработки деталей, изготовленных из резины, реактопластов, термопластов, а зачастую примене- ние его становится невозможным из-за обугливания поверхности деталей или их локального выгорания. Цель изобретения - обеспечение качественного удаления облоя с деталей из полимерных материалов. Это достигается тем, что в способе термического снятия заусенцев с деталей, заключающимся в том, что обрабатываемые детали помещают в закрытую камеру, подают в камеру горючую газовую смесь и воспламеняют ее, перед подачей горючей газовой смеси в камеру вводят охлаждающую среду в количестве (О,125-0,25%)V, где V - рабочий объем камеры в см . Охлаждающая среда в камере под дей ствием высокой температуры испаряется образуя пар. Образовавшееся облако пара термоэкраиирует поверхности обра батываемых деталей, рабочей камеры и технологической оснастки, что исключа ет образование обугливания и воспламе нения основного маггериала. Заусеницы (облой), имеющие значительно меньшую толщину, чем деталь, полностью сгорают. Количественные пределы,охлаждающей среды получены экспериментально. При введении охлаждающей среды менее 0,125 V происходит частичное обугливание температуры, а при более 0, значительное снижение температуры про цесса и снятия заусенцев не происходи На фиг, 1 дан продольный разрез устройства для осуществления способа; на фиг, 2 - график изменения температуры в камере, где T/j - температурньй процесс с охлажда{ощей жидкостью; Т - температурный процесс без охлаждающей жидкости. Устройство для осуществления предлагаемого способа состоит из камеры 1 в которой находится технологическая перфорированная опора 2 для размещения обрабатываемых деталей 3, В нижинио часть камеры 1 введена охлаждающая жидкая среда - вода 4, Камера снабжена свечой зажигания 5, закрепленной на крышке 6, Способ термического снятия заусенцев реализуется следующим образом. В рабочей камере объемом 0,8 л, на технологической опоре размещались обрабатываемые детали - уплотнитель ные резиновые кольца, манжеты и т. я после чего в камеру вводили (0,125. 0,25%)V см охлаждающей среды (воды) где V - рабочий объем камеры. Камеру герметично эакрьгоают крьппкой, на которой размещена свеча зажигания, Вво дя в камеру под давлением 3,2 атм горючую смесь, состоящую из водорода и кислорода с стехиометрическим соотношением, и посредством свечи зажигания воспламеняют горючую смесь. Происходит мгновенное нарастание температуры. В данном случае температура достигнет 3000°С, Температурное поле достигает поверхности охлаждающей жидкой среды (воды), в результате чего жидкость испаряется, образуя парообразный экран (облако, который защищает поверхность обрабатываемой детали от обугливания, а технологическую оснастку и рабочую камеру от преждевременного износа. Процесс длится 0,06 с. После этого камеру открывают и извлекают детали. Контроль окончания процесса осуществляется визуально с помощью термодатчика, соединенного с осциллографом, и по характерному звуку, похожему на короткий удар молотка о наковальню. Эксперимент повторяют 15 раз-, в камеру загружают по 5-6 деталей. Во всех экспериментах детали были без облоя и обугливания. Эти же детали при отработке По известному способу все обугливались. Использование предложенного способа позволяет снизить трудоемкость удаления заусенцев (облоя) не менее чем в 10-15 раз по сравнению с известными способами обработки. Ресурс рабочей камеры и технологической оснастки увеличивается в 1,5 раз. Формула изобретения Способ термического снятия заусенцев с деталей, заключающийся в том, что обрабатываемые детали помещают в закрытую камеру, подают в камеру горючую газовую смесь и воспламеняют ее, отличаюа1ийся тем, что, с обеспечения качественного удаления облоя с деталей из полимерных материалов, перед подачей горючей газовой смеси в камеру вводят охлаждающую среду в количестве (О,,25%)V, где V - рабочий объем камеры в см. Источники информации, принятые во внимание при экспертизе 1,Патент Англии № 1170017, кл. В 3 V,опублик. 1976. 2.Патент США № 3475229, кл. 148-9, опублик. 1970 (прототип).
