(54) СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ
ЦЕНТРИФУГИРОВАННОГО ТРУБЧАТОГО ИЗДЕЛИЯ
ИЗ БЕТОННОЙ СМЕСИ
1
Изобретение относится к производству изделий сборного бетона и железобетона
Известен способ тепловлажностной обработки трубчатых изделий, заключающийся в предварительной выдержке и последующем твердении в ямной пропарочной ка- 5 мере 1.
Наиболее близким к изобретению является способ тепловлажностной обработки центрифугированного трубчатого изделия из бетонной смеси путем его выдержки в горя- Q чей воде 2.
Недостатком этих способов является длительная предварительная выдержка и, следовательно, длительный процесс тепловой обработки в. делом.
Цель изобретения - повыщение качества 15 и сокращение времени обработки.
Поставленная цель достигается тем, что согласно способу тепловлажностной обработки центрифугированного трубчатого изделия из бетонной смеси, включающему пред- ° верительную выдержку последнего и его обработку горячей водой, во.время предварительной выдержки изделия его внутреннюю поверхность обдувают в течение 15-45 мин
газообразным теплоносителем, нагретым до 100-200°С с скоростью 0,5-1,5 м/с.
Способ осуществляется следующим образом.
Трубчатые изделия из бетонной смеси с открытой внутренней поверхностью после формования поступают в форме на пост предварительной выдержки, где в внутреннюю полость свежеотформованного изделия направляют поток теплоносителя, например горячего воздуха, температура которого равна 100-200°С, а скорость перемещения относительно внутренней поверхности изделия равна 0,5-1,5 м/с. Предварительную выдержку осуществляют в течение 15-45 мин до достижения изделием температуры, равной температуре подогретой воды в камеребассейне (60-70°С). Затем подачу теплоносителя прекращают -и изделие помещают в камеру-бассейн. После твердения в воде в течение 5-8 ч изделие извлекают из камеры-бассейна и переносят на пост распалубки, после которой изделие транспортируют на склад готовой продукции.
Осуществление предварительной выдержки одновременно- с подогревом внутренней
поверхности изделия теплоносителем позволяет интенсифицировать процесс структурообразования внутренней открытой поверхности изделия перед погружением в камерубассейн.
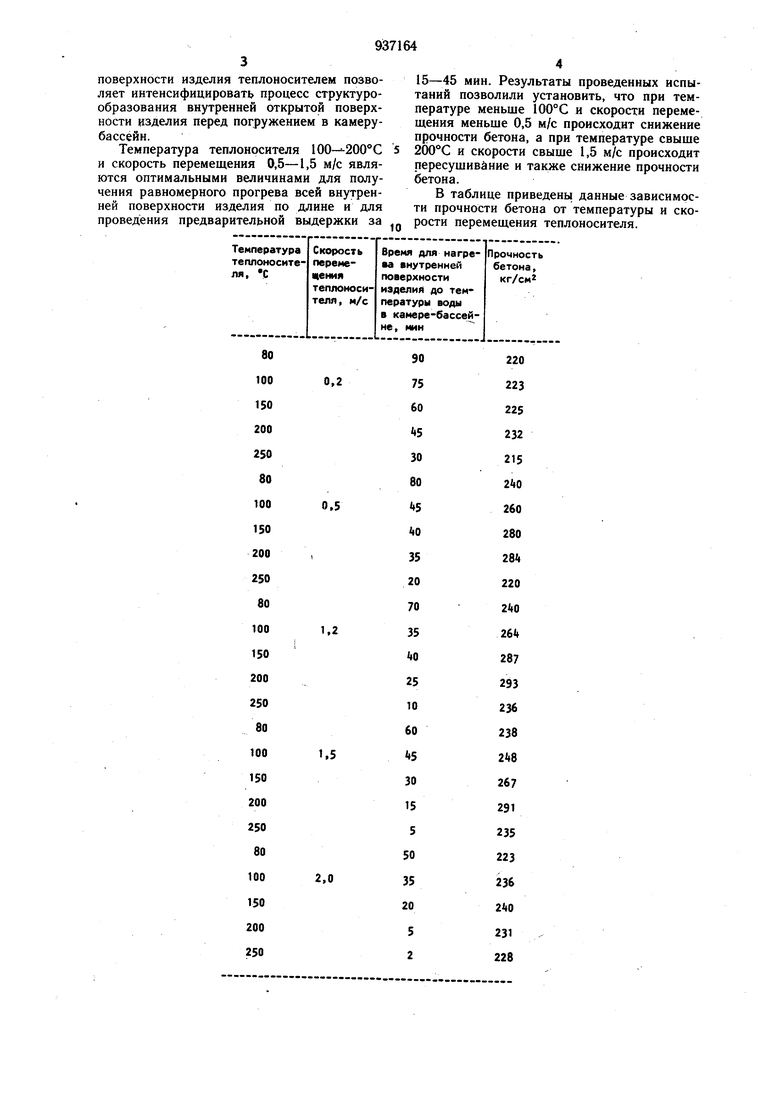
Температура теплоносителя 100- 200С и скорость перемещения 0,5-1,5 м/с являются оптимальными величинами для получения равномерного прогрева всей внутренней поверхности изделия по длине и для проведения предварительной выдержки за
15-45 мин. Результаты проведенных испытаний позволили установить, что при температуре меньше 100°С и скорости перемещения меньще 0,5 м/с происходит снижение прочности бетона, а при температуре свыще 2dOC и скорости свыще 1,5 м/с происходит пересущиваиие и также снижение прочности бетона.
В таблице приведень данные зависимости прочности бетона от температуры и скорости перемещения теплоносителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловлажностной обработки бетонных изделий | 1977 |
|
SU1039926A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| Установка для непрерывной тепловлажностной обработки бетонных изделий | 1978 |
|
SU1039927A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1997 |
|
RU2136635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОННЫХ МАССИВОВ, ИЗДЕЛИЙ, ДЕТАЛЕЙ И ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211195C2 |
| Способ тепловлажностной обработки железобетонных изделий | 1989 |
|
SU1742274A1 |
| Способ изготовления центрифугированных криволинейных изделий | 1988 |
|
SU1715637A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2519080C2 |
0,2
0.5
1,2
1,5
2,0
220
223
225
232
215
2iO
260
280
284
220
240
264
287
293
236
238
248
267
291
235
223
236
240
231
228
Из таблицы видно, что наиболее оптимальными параметрами предварительного нагрева являются скорость теплоносителя 0,5-1,5 м/с и температура 100-200°С. Эти параметры обеспечивают наиболее высокое качество изделий при минимальной выдержке.
Яриле/7.Проводят термообработку центрифугированной железобетонной трубы диаметром 300 мм (стойки опоры наружного электроосвещения). Трубу после центрифугирования помещают в форме на пост предварительной выдержки, где в ее внутреннюю полость направляют поток теплоносителя с температурой 150°С и скоростью перемещения 1,5 м/с и нагревают в течение 15 мин. При этом внутрення поверхность изделия нагревается до 70°С. Затем изделие перемещают к камере-бассейну и перед погружением в воду оно имеет температуру 65°С, равную температуре воды в камере-бассейне. Выдержка изделия в камере-бассейне производится в течение 5 с, после чего оно извлекается и перемещается на пост распалубки. При этом прочность бетона равна 280 кг/см, что составляет от марочной (М-400).
Изобретение обеспечивает сокращение предварительной выдержки, благодаря прогреву внутренней поверхности изделия теплоносителем, и улучщение качества изделий вследствие исключения перепада температур между открытой поверхностью изделия и температурой в камере-бассейне.
Формула изобретения
Способ тепловлажностной обработки центрифугированного трубчатого изделия из бетонной смеси, включающий предварительную выдержку последнего и его обработку горячей водой, отличающийся тем, что, с целью повышения качества и сокращения времени обработки, во время предварительной выдержки изделия его внутреннюю поверхность обдувают в течение 15-45 мин газообразным теплоносителем, нагретым до 100 200°С с скоростью 0,5-1,5 м/с.
Источники информации, принятые во внимание при экспертизе
