Для достижения поставленой цели согласно способу, включающему очистку листовых заготовок, сварку и химическую очистку внутренней поверхност камеры,листовые заготовки перед сваркой подвергают оксидированию при 58U-60Q°C в течение 2,5 ч в вакууме 10 -10 тор, а после химической очистки внутренней поверхности камеры производит ее просушку при 50-100°С.
Предлагаемый способ применим для сварных камер неограниченных размеров, изготовленных из хромоникелевых сталей, конструкционных сталей с по.вышенным содержанием хрома в объеме или поверхностном слоеф
Оксидирование в вакууме при малом парцигшьном давлении кислорода вследствие малой скорости оксидирования способствует получению покрытий из высоколегированных хромом оксидов, которые уменьшают диффузионны поток газа, растворенного в объеме металла,
Температурно-временной режим оксидирования обеспечивает необходимую толщину, и структуру окислов железа. Нагрев ниже в вакууме требует большей выдержки, что не экономично. Нагрев ваше нежелателен из-за появления вьюстит,
Способ осуществляется следующим образом.
Листовые заготовки очищают от окалины и загрязнений механическим, }сямическим или электрохимичесим спосрбами, после чего производят их оксидирование по указанному режиму,затем из них сваркой изготавливают камеру необходимого объема. Внутренняя поверхность сварного шва механической обработке не подвергается, поскольку сварку производят в среде защитного газа и образующиеся «защитные окисные пленки имеют тот
же состав, что и при окислении в низком вакууме. После сварки внутреннюю поверхность камеры промывают растворителем, а затем просушивают при SO-IOO C в течение не менее 1 ч.
Просушивание удаляет поверхностносорбированные газы, в первую очередь, пары воды, что уменьшает газовыделение. Ввиду того, что просушивание дает нестабильный эффект, после него (пока стенки камеры еще теплые) необходимо сразу же г-роизводить вакуумирование камеры.
Предлагаемый способ проверен при изготовлений камер из различных сталей.
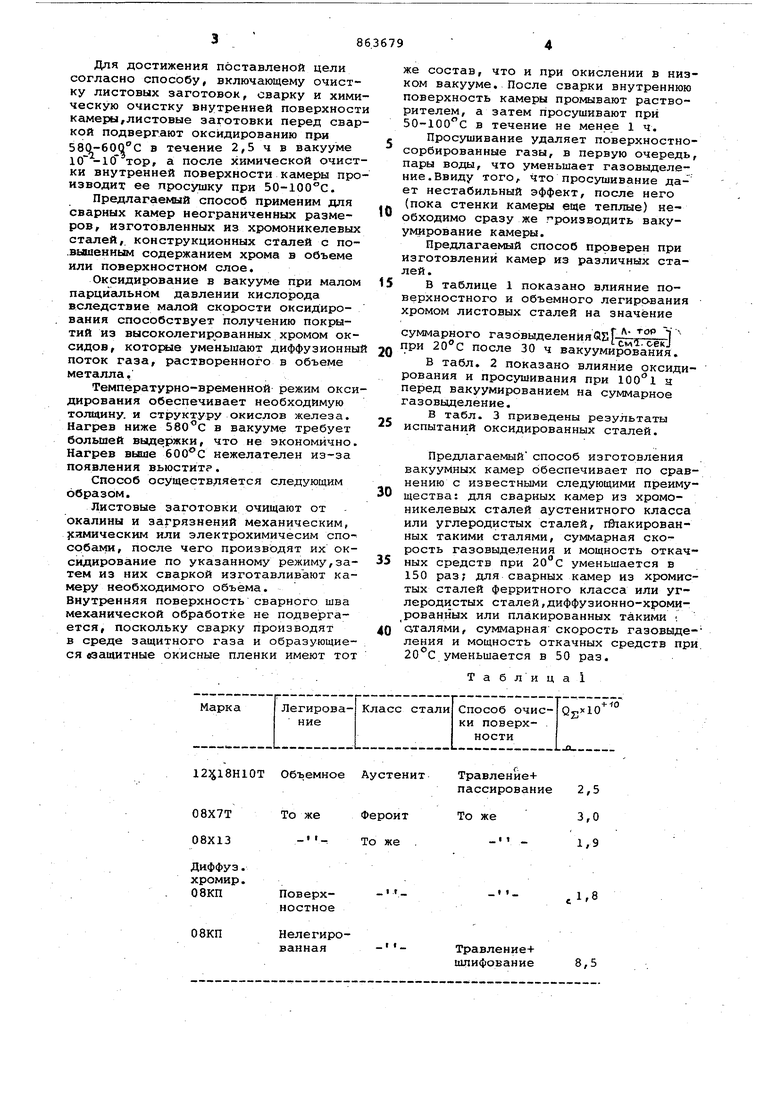
В таблице 1 показано влияние поверхностного и объемного легирования хромом листовых сталей на значение
суммарного газовыделенйяЙзГ--.,-1 при после 30 ч вакуумирования.
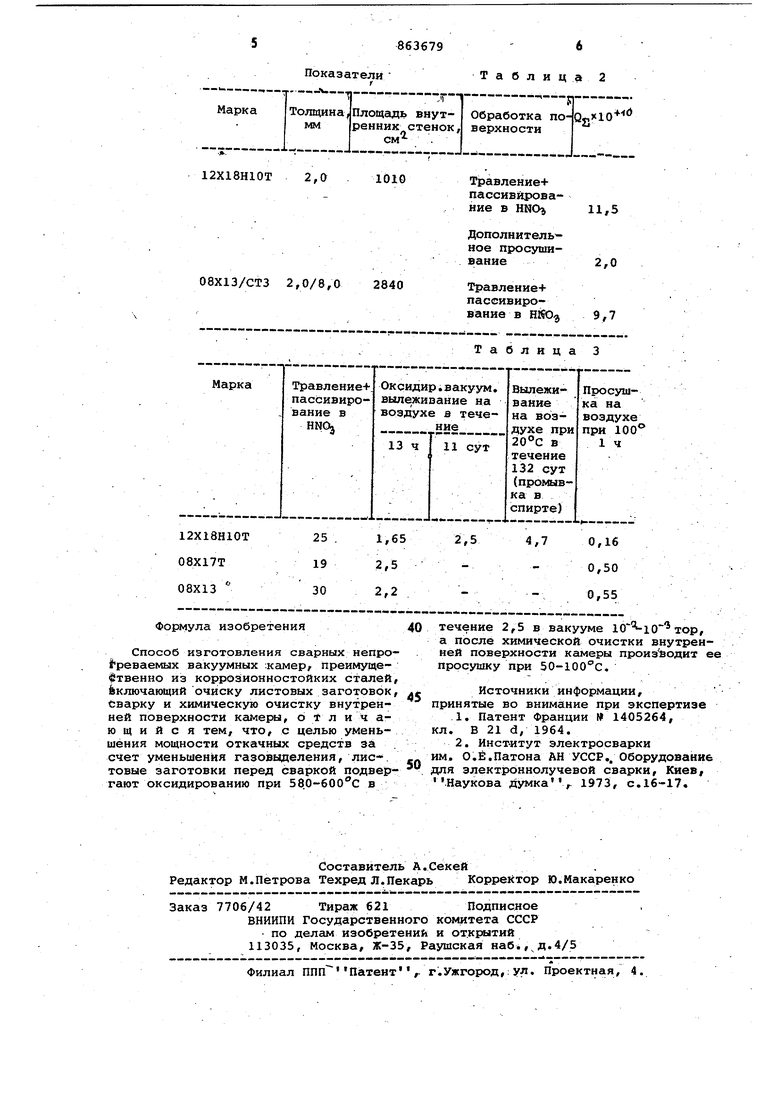
В табл. 2 показано влияние оксидирования и просушивания при ы
перед вакуумированием на суммарное газовыделение.
в табл. 3 приведены результаты испытаний оксидированных сталей.
Предлагаемый способ изготовления вакуумных камер обеспечивает по сравнению с известными следующими преимущества: для сварных камер из хромоникелевых сталей аустенитного класса или углеродистых сталей, гйтакированных такими сталями, суммарная скорость газовыделения и мощность откачных средств при уменьшается в 150 раз; для сварных камер из хромистых сталей ферритного класса или углеродистых сталей,диффузионно-хроми рованных или плакированных такими оталями, суммарная скорость газовыделения и мощность откачных средств при уменьшается в 50 раз.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| Способ диффузионной сварки | 1980 |
|
SU996142A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОГО ОСОБО ЧИСТОГО ФЕРРОХРОМА И ХРОМА | 2010 |
|
RU2439187C2 |
| Способ определения остаточных газов в сварных швах | 1983 |
|
SU1142778A1 |
| Способ обезвреживания отработанных растворов анодного оксидирования алюминия и его сплавов | 2020 |
|
RU2736203C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ ЗАГОТОВКИ ДЛЯ СВАРКИ СОВМЕСТНЫМ ПРЕССОВАНИЕМ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2229366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| Способ сварного соединения крестовины из марганцовистой стали с рельсом из углеродистой стали | 2022 |
|
RU2774792C1 |
| СПОСОБ СВАРНОГО СОЕДИНЕНИЯ КРЕСТОВИНЫ ИЗ МАРГАНЦОВИСТОЙ СТАЛИ С РЕЛЬСОМ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2361030C1 |
12 18Н10Т Объемное Аустенит
08Х7Т То же Фероит 08X13 -- То же .
Поверхностное
08КП
Нелегированная
Травление+
пассирование2,5
То же3,0
- -1,9
I t
,1,8
-- Травление+
шлифование 8,5
Показатели
2,0
2,0/8,0 2840 Формула изобретения Способ изготовления сварных непро реваемых вакуумных .камер, преимущеётвенно из коррозионностойких сталей, включающий очиску листовых заготовок, Сварку и химическую очистку внутренней поверхности камегмл, о л и ч аю 1Д и и с я тем, 4TOj с целью уменьшения мощности откачных средств за . счет уменьшения газовыделения, лис, товые заготовки перед сваркой подвергают оксидированию при 58.0-600°С в
Таблиц а 2
1010
Травление+ пассивирование в HNOi 11,5
Дополнительное просушивание 2,0
Травление пассивирование в НКО 9,7
Таблица 3 течение 2,5 в вакууме тор, а после химической очистки внутренней поверхности камеры производит ее просушку при 50-100С. Источники информации, принятые во внимание при экспертизе 1.Патент Франции MI 1405264, кл. В 21 d, 1964. 2.Институт электросварки им. О.Ё.Патона АН УССР.. Оборудование для электроннолучевой сварки, Киев, Наукова думка,. 1973, с. 16-17,
