Изобретение относится к области сварки давлением, а более конкретно к вакуумированию заготовки для сварки совместным прессованием разнородных материалов, и может использоваться в различных отраслях промышленности при изготовлении биметаллических деталей изделий, например, переходников.
Известен способ вакуумирования заготовки для сварки совместным прессованием разнородных материалов, при котором в крышку заготовки вваривают откачную трубку, трубку подключают к специальному вакуумному стенду, из заготовки откачивают воздух и трубку заваривают (Киселев С.И., Шевелев Г.Н., Рощин В.В., Зеленцов Г.Н., Хаванов В.А. Соединение труб из разнородных материалов. М.: Машиностроение, 1981, с.86).
Недостатками известного способа вакуумирования являются возможность разрушения сварного соединения трубки при прессовании и, как следствие, попадание воздуха в заготовку, окисление свариваемых поверхностей элементов заготовки и резкое снижение качества сварного соединения.
Наиболее близким по совокупности существенных признаков к изобретению является способ вакуумирования заготовки для сварки совместным прессованием разнородных материалов, при котором в крышке заготовки выполняют отверстия, заготовку помещают в камеру вакуумной электронно-лучевой сварочной установки, из заготовки откачивают воздух и отверстия заваривают. При использовании способа получают качественные сварные соединения (Фролов Н.Г., Шилков Ю.Б., Ривкин Е.Ю., Родченков Б.С., Булыгин В.П. - Сварочное производство, №5, 1974, с.15).
Недостатком известного способа вакуумирования является невысокая скорость откачки воздуха вследствие малой величины зазоров между элементами заготовки, что снижает экономичность способа.
Задачей настоящего изобретения является повышение экономичности способа вакуумирования заготовки при сохранении качества сварного соединения.
Техническим результатом настоящего изобретения является повышение скорости откачки воздуха за счет увеличения зазоров между элементами заготовки вследствие ее нагрева, а также за счет повышения давления в заготовке вследствие преимущественного расширения наружного элемента заготовки, вызванного нагревом заготовки с ее внешней стороны. Кроме этого, предотвращение окисления более активного из свариваемых материалов позволяет сохранить высокое качество сварных соединений.
Указанный технический результат достигается тем, что в способе вакуумирования заготовки для сварки совместным прессованием разнородных материалов, при котором в крышке заготовки выполняют отверстия, заготовку помещают в камеру вакуумной электронно-лучевой сварочной установки, из заготовки откачивают воздух и отверстия заваривают, при откачке заготовку нагревают снаружи до температуры ниже температуры окисления более химически активного из свариваемых материалов, а время откачки выбирают экспериментально, равным минимальному времени выдержки образца заготовки при параметрах вакуумирования заготовки, при котором более активный металл отвакуумированного образца не окисляется при температуре сварки совместным прессованием.
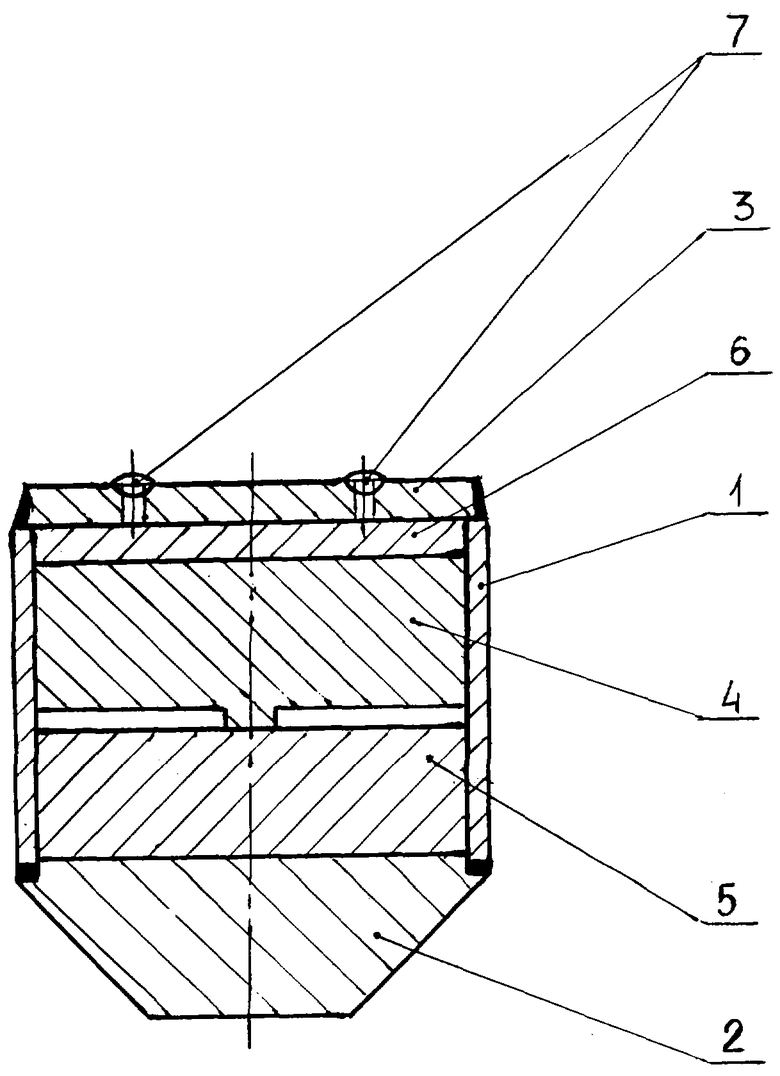
Способ вакуумирования заготовки для сварки совместным прессованием разнородных материалов поясняется чертежом, на котором изображена заготовка, вид спереди.
Заготовка содержит втулку 1 (наружный элемент заготовки), которая установлена на донышко 2 и закрыта крышкой 3. Во втулке установлены одна на другой шайбы 4, 5 (внутренние элементы заготовки), выполненные из разнородных материалов. Между шайбой 4 и крышкой 3 установлена прокладка 6. В крышке 3 выполнены отверстия 7.
Способ осуществляют следующим образом.
Изготавливают заготовку для сварки совместным прессованием разнородных материалов, например, коррозионно-стойкой стали марки 08Х18Н10Т с титановым сплавом марки ПТ-3В, при этом втулку 1, донышко 2, крышку 3 и прокладку 6 заготовки изготавливают из углеродистой стали марки 10, шайбу 4 - из титанового сплава, а шайбу 5 - из коррозионно-стойкой стали. В крышке 3 выполняют два отверстия диаметром 1,5 мм. Изготовленные детали заготовки обезжиривают ацетоном и обезвоживают спиртом, затем подготовленные детали собирают в заготовку. Собранную заготовку сваривают ручной дуговой сваркой вольфрамовым электродом без присадки, при этом режимы сварки выбирают по соответствующему нормативно-техническому документу. Сваренную заготовку помещают в камеру электронно-лучевой сварочной установки. Из заготовки откачивают воздух. При давлении в камере не более 5·10-4 мм рт. ст. заготовку нагревают расфокусированным электронным лучом до температуры ниже температуры окисления более химически активного из свариваемых материалов (титановый сплав, 350°С), продолжая откачивать воздух, и выдерживают при этой температуре в течение 15 мин. Время выдержки заготовки при заданной температуре и одновременной откачке воздуха выбирают экспериментально следующим образом. Вакуумируют партию образцов заготовок в количестве 6 штук, изменяя время выдержки в пределах 5-30 мин с интервалом 5 мин. Отвакуумированные образцы термообрабатывают по режиму нагрева для сварки совместным прессованием (температура 1000°С, время 1,5 ч). Термообработанные образцы вскрывают и осматривают поверхность шайб из титанового сплава. Выбирают минимальное время выдержки образца заготовки, при котором свариваемые поверхности шайб из титанового сплава не окисляются, что определяют отсутствием цветов побежалости. Отверстия 7 крышки 3 откаченной заготовки заваривают электронным лучом. Режимы сварки выбирают экспериментально по общепринятой методике. Заготовку с заваренными отверстиями 7 проверяют на вакуумную плотность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| ОТКАЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2233212C1 |
| Способ соединения сваркой патрубков с днищем реактора | 2020 |
|
RU2740128C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ КОЛЕЦ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2237560C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБИНЫ ИЗ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2014 |
|
RU2571673C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ФАСОННОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПЕРЛИТНОГО КЛАССА | 2021 |
|
RU2760352C1 |
Изобретение относится к области сварки давлением, а именно к вакуумированию заготовки для сварки совместным прессованием разнородных материалов, и применяется при изготовлении биметаллических изделий. В крышке заготовки выполняют отверстия. Заготовку помещают в камеру вакуумной электронно-лучевой сварочной установки. Откачивают воздух с одновременным нагревом заготовки снаружи до температуры ниже температуры окисления более химически активного из свариваемых материалов. Время откачки выбирают таким образом, чтобы более активный металл отвакуумированного образца не окислялся при температуре сварки совместным прессованием. Затем отверстия заваривают. В результате повышается скорость откачки воздуха за счет увеличения зазоров между элементами заготовки вследствие ее нагрева, а также за счет повышения давления в заготовке вследствие расширения наружного элемента заготовки, вызванного нагревом с внешней стороны. 1 ил.
Способ вакуумирования заготовки для сварки совместным прессованием разнородных материалов, при котором в крышке заготовки выполняют отверстия, заготовку помещают в камеру вакуумной электронно-лучевой сварочной установки, из заготовки откачивают воздух и отверстия заваривают, отличающийся тем, что при откачке заготовку нагревают снаружи до температуры ниже температуры окисления более химически активного из свариваемых материалов, а время откачки выбирают экспериментально равным минимальному времени выдержки образца заготовки при параметрах вакуумирования заготовки, при котором более активный металл отвакуумированного образца не окисляется при температуре сварки совместным прессованием.
| Сварочное производство | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ индукционного нагрева перед сваркой давлением плоских деталей из разнородных материалов | 1990 |
|
SU1745465A1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛОВ | 0 |
|
SU211303A1 |
| ВСЕСОЮЗНА И Iт^тит^'шм^"^Бж;1>&^тш.л '^ | 0 |
|
SU349525A1 |
| US 5273202, 28.12.1993 | |||
| US 5031823, 16.07.1991. | |||

