Известны устройства для обработки баз на отливках блоков цилиндров двигателей внутреннего сгорания с применением центрирующих шпилек, проходящих через цилиндры блока и позволяющих зафиксировать блок в строго горизонтальном положении.
Такого рода устройства требуют значительных затрат труда по центрированию блоков и не обеспечивают надежности центрирования.
В описываемом устройстве этот недостаток устранен тем, что центрирование блоков достигается автоматически.
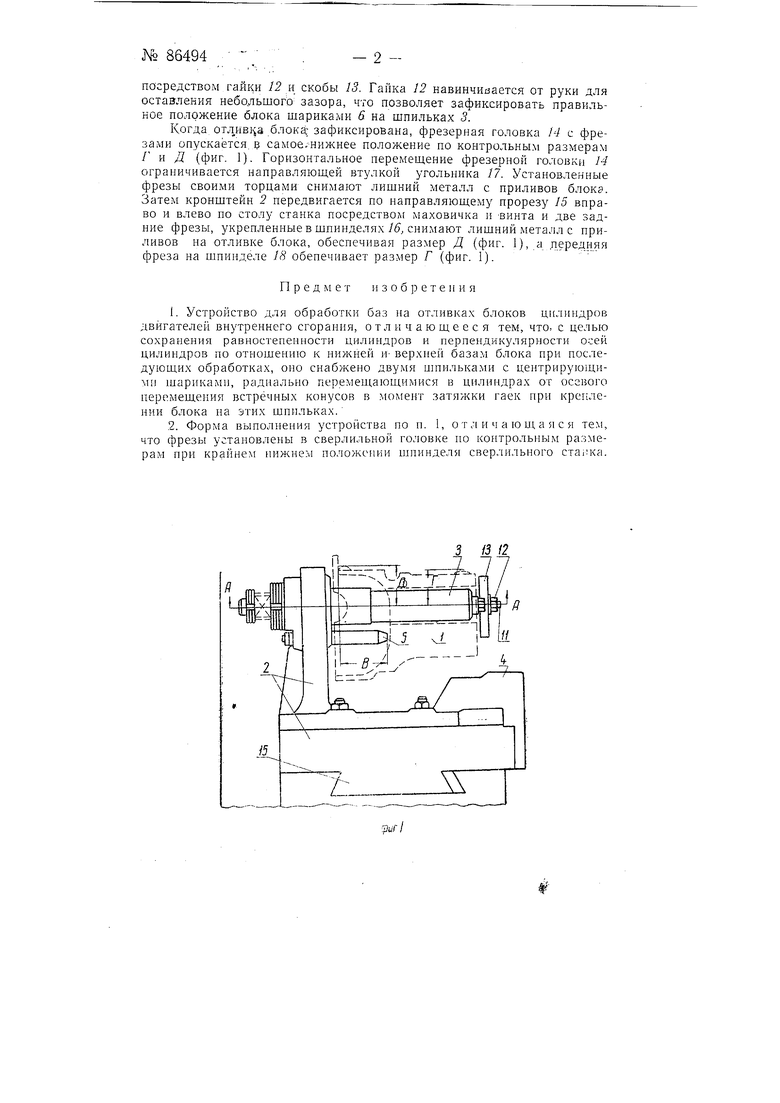
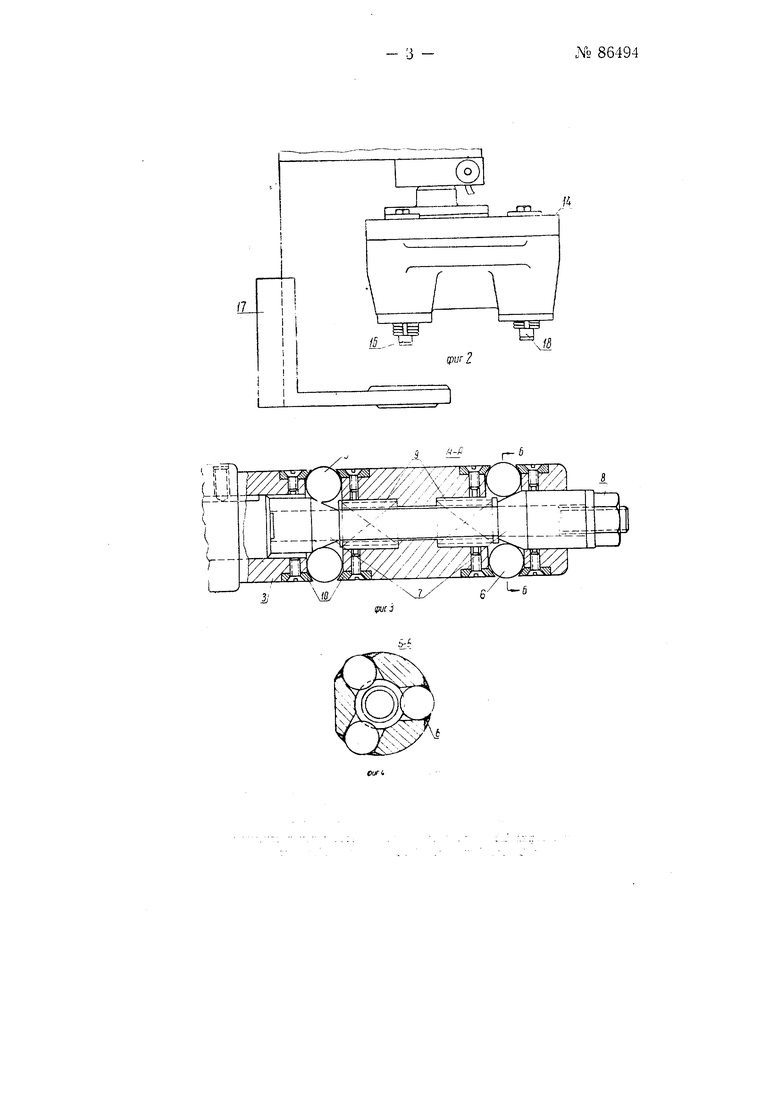
На фиг. 1 схематически изображена установка блока цилиндров на щпильки устройства расположенного на столе вертикально-сверлильного станка, вид сбоку; на фиг. 2 - установка фрезерной головки на щпинделе станка, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3.
Отливка блока / устанавливается на кронштейне 2 на двух горизонтальных шпильках 3 и перемещается по направляющим 4 до упора 5 по заданному размеру В. Каждая шпилька снабжена щариками 6, выдвигаемыми из шпилек конусами 7 при навинчивании гайки 8 на щпильку 3.
Шарики 6 прижимаются к стенкам цилиндров блока в шести точках в каждом цилиндре (по три точки в каждом из двух сечений цилиндра, перпендикулярных его оси). Отливка блока фиксируется при строго горизонтальном положении плоскости, проходящей через оси всех цилиндров блока.
Обратное вращение гайки 8 освобождает конуса 7, и они удаляются один от другого под действием пружин 9, позволяя шарикам 6 спрятаться внутрь шпильки 3. Выпадение шариков 6 из шпильки 3 предупреждается вкладышами 10.
Крепление блока 1 на месте обеспечивается простой шпилькой //, проходящей через один из свободных цилиндров блока и закрепляемой
Н Н ™ -5;;:
Когда отлив1 а блока: зафиксирована, фрезерная гоповка 14 с Ап
/Г я (Лиг П положен.е по контрольным и Л (фиг. 1). 1оризонтальное перемещение фрезерной го mivn w ограничивается направляющей втулкой угольника /9 Установленные фрезы своими торцами снимают лищний металл с приливов б о™ Затем кронштейн 2 передвигается по направляющему прорезу У5вппа во и влево по столу станка посредством маховичка и и две Sn ние фрезы, укрепленные в шпинделях/5, снимают лишний металл с при ЛИВОВ на отливке блока, обеспечивая размер Д (фиг 1) а передняя фреза на шпинделе 18 обепечивает размер Г (фиг. 1). - Радияя
Предмет и з о б ) е т е н и я
1. Устройство для обработки баз на отливках блоков цптиндров двигателей внутреннего сгорания, отличающееся тем что. с цепью сохранения равноетепенности цилиндров и перпендикулярности о:-ей цилиндров по отношению к нижней и- верхней базам блока при постедуюших обработках, оно снабжено двумя шпильками с центрнрующимп шариками, радиально перемещающимися в цилиндрах от осевого перемещения встречных конусов в момент затяжки гаек при крег;лении блока на этих шнпльках.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что фрезы установлены в сверлильной головке но контрольным размерам при крайнем нижнем положении шпинделя сверлильного ста,;ка.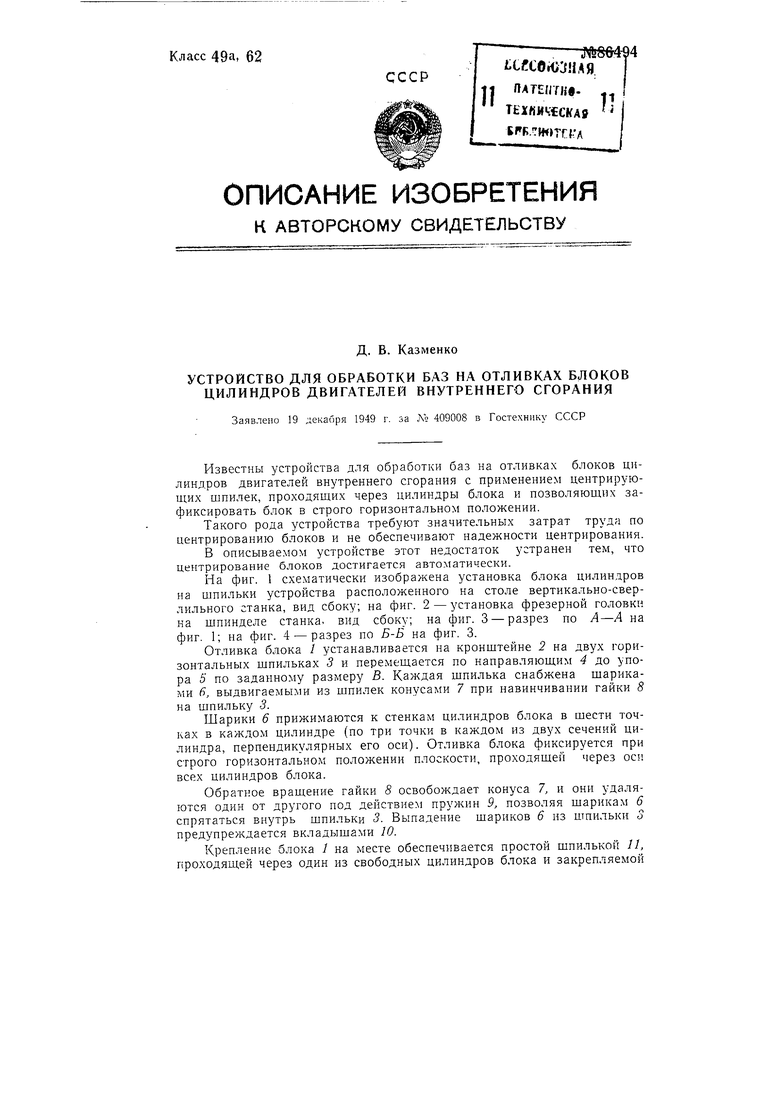
1
/4
Э
J
ipur2
