Известны резьбонакатные головки, устанавливаемые на суппорте станка и работающие резьбовыми свободно вращающимися роликами. Недостатком этих резьбонакатных головок является их непригодность для накатывания резьбы на тонких и длинных изделиях, так как при незначительных усилиях прижима роликов к изделию происходит неодинаковое проскальзывание роликов относительно изделия, что вызывает повреждение резьбы.
В предлагаемой резьбонакатной головке этот недостаток устранен применением двух роликов, связанных между собой синхронизирующей цепной или шестеренчатой передачей.
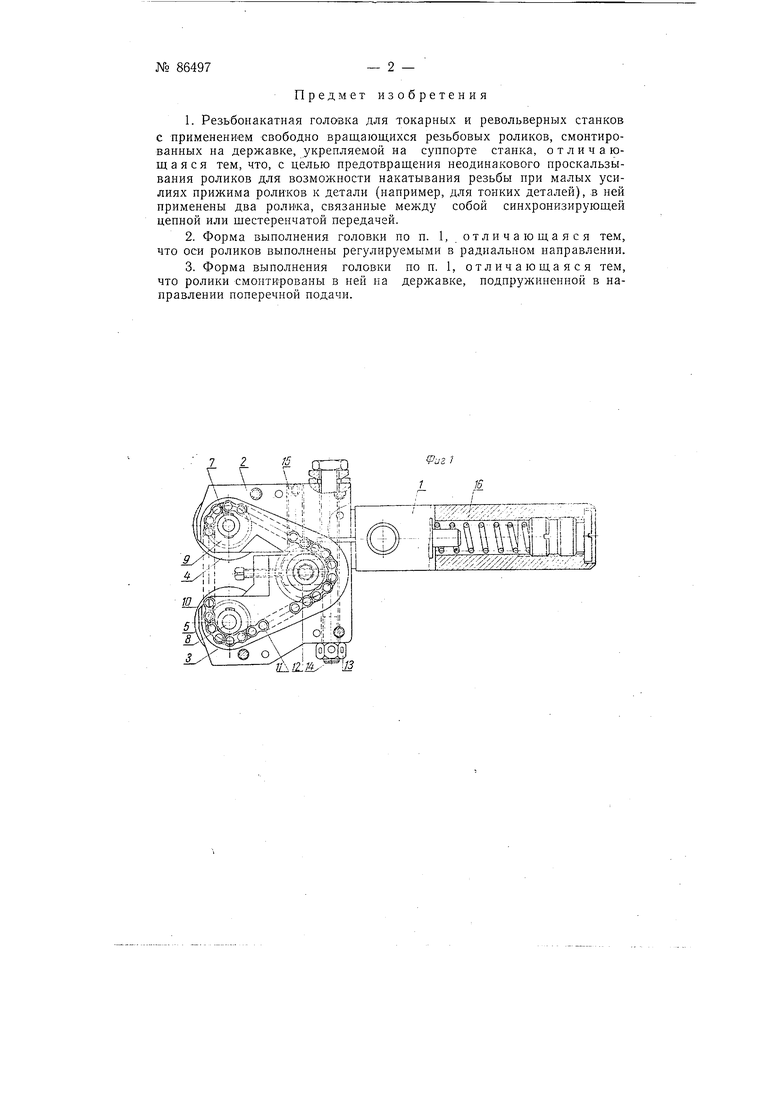
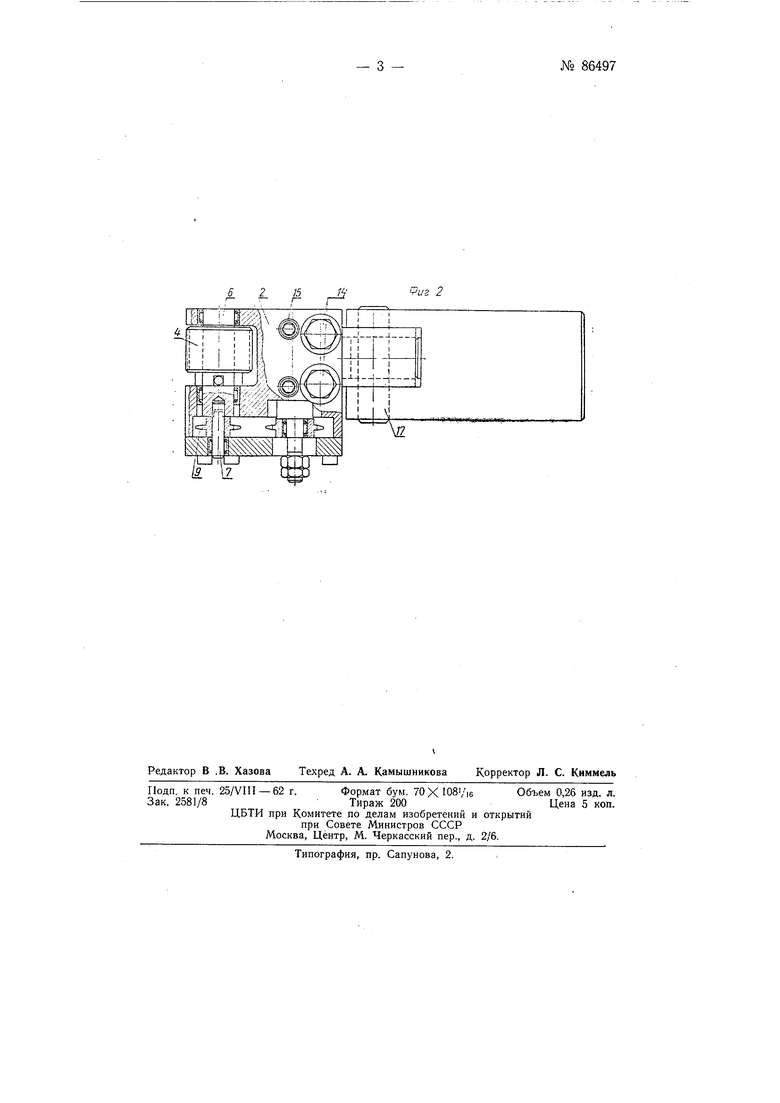
На фиг. 1 изображена резьбонакатная головка, вид сбоку с частичным разрезом; на фиг. 2 - то же, вид сверху с частичным разрезом.
Резьбонакатная головка состоит из державки / и вставленных в нее двух -вилок 2 н 3, несущих накатные ролики 4 н 5, насаженные на 6, соединенные с осями 7 и 8, синхронизирующих звездочек 9 и JO, которые связаны между собой цепью //. Для натяжения цепи служит передвижная звездочка 12. Расстояние между роликами 4 и 5 регулируется смещением вилок 2 w 3 посредством гаек 13, стяжных болтов 14 и упорных винтов J5.
Вилки с роликами смонтированы на державке, поджатой пружиной /б, и закреплены пальцем 17, входящим в паз хвостовиков вилок.
При накатывании резьбы оба ролика 4 и 5, связанные синхронизирующей передачей, вращаются с одинаковой скоростью независимо от усилия прижатия к изделию, чем устраняется возможность повреждения или искажения профиля резьбы. Пружина 16 обеспечивает постоянное усиление накатывания и компенсирует радиальное биение накатываемого изделия.
Предмет изобретения
1.Резьбонакатная головка для токарных и револьверных станков с применением свободно вращающихся резьбовых роликов, смонтированных на державке, укрепляемой на суппорте станка, отличающаяся тем, что, с целью предотвращения неодинакового проскальзывания роликов для возможности накатывания резьбы при малых усилиях прижима роликов к детали (например, для тонких деталей), в ней применены два ролика, связанные между собой синхронизирующей цепной или щестеренчатой передачей.
2.Форма выполнения головки по п. 1, отличающаяся тем, что оси роликов выполнены регулируемыми в радиальном направлении.
3.Форма выполнения головки по п. 1, отличающаяся тем, что ролики смонтированы в ней на державке, подпружиненной в направлении поперечной подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Головка для тангенциального накатывания резьб | 1972 |
|
SU487699A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| Тангенциальная резьбонакатная головка | 1986 |
|
SU1310085A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
ihlLVL.
,f а П
ЭММ
A1 ц|
k 2.
иг 2
