Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления резьбы на метчиках.
Известен резьбонакатной станок модели А9518 1, содержащий станину, неподвижную и подвижную головки с установленными в них на шпинделях приводными резьбонакатными роликами, гидропривод.
Недостатки данного станка - сдож-. ность его конструкции и наладки для совмещения роликов по заходу резьбы, низкое качество накатываемой резьбы, зависящее от точности установки ножевой опоры, невозможность одновременного накатывания резьбы и затылования резьбового профиля.
Наиболее близким техническим решением является резьбонакатная головка 2, содержащя корпус с радиальными пазами, диск со спиральной нарезкой на торцовой поверхности, установленный в корпусе с возможностью вращения, сухари с резьбонакатными роликами, размещенные в радиальных пазах корпуса с возможностью зацепления со спиральной ларезкой диска, и механизм для регулировки межосевого расстояния роликов. Головку монтируют на суппорте токарно-винторезнрго станка, а заготовку устанавливают в его шпинделе.
сНедостатком данного устройства
является невозможность одновременного накатывания резьбы и затылования резьбового профиля.
Целью настоящего изобретения ляется расширение номенклатуры обрабатываемых изделий.
Поставленная цель достигается тем, что станок для накатывания резьбы на метчикаос, содержащий станину,
15 приводной шпиндель, суппорт и.смонтированную на суппорте резьбонакатную головку, имеющую корпус с резьбонакатными пазами, диск со спиральной нарезкой на торцовой поверхнос20 ти, установленный в корпусе с возможностью вращения, а также сухари с резьбонакатными роликами, размещенные в радиальных пазах корпуса с возможностью зацепления со спи25 ральной нарезкой диска, и механизм для регулировки межосевого расстояния роликов, согласно изобретению, снабжен, кулачком, закрепленным на шпинделе, зубчатым колесом, закреп30 ленньам на диске, и рычажно-зубчатой
передачей, связывающей кулачок с зубчатым колесом.
Механизм для регулировки межосевого расстояния роликов выполнен в виде червячной пары, червяк которой установлен на суппорте, а червячное колесо выполнено задело с корпусом.
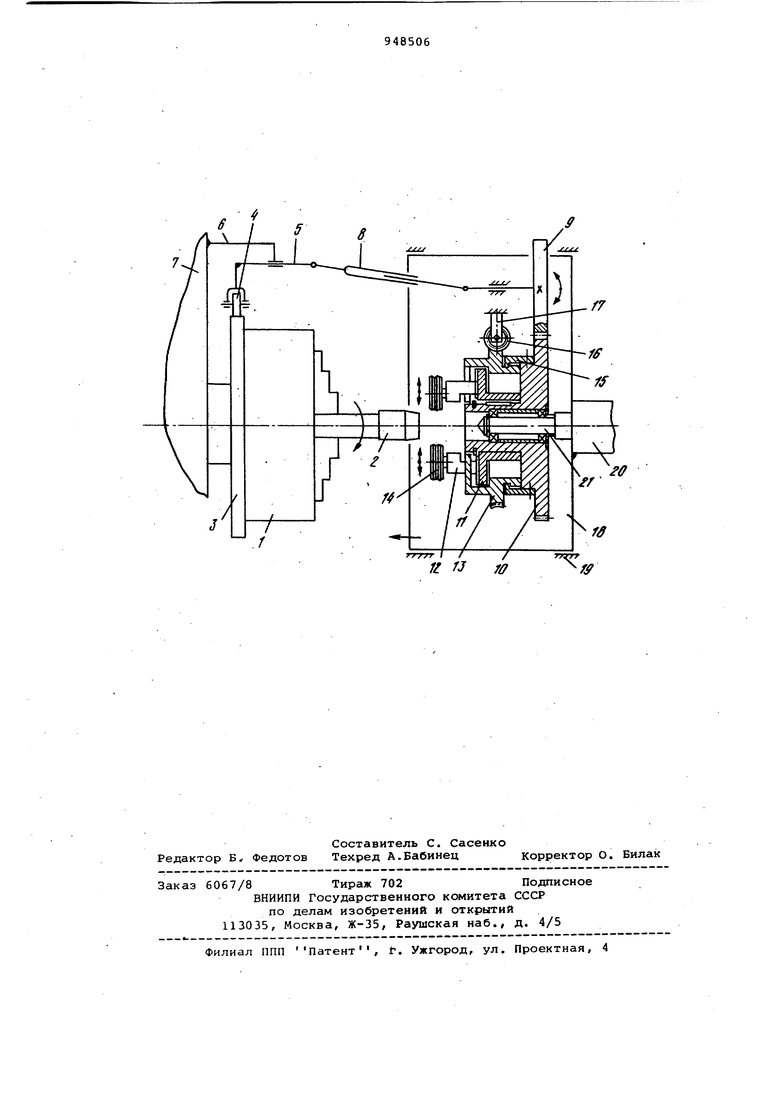
На чертеже показана принципиальная схема предложенного станка для накатывания резьбы на метчиках.
Станок для накатывания резьбы содержит шпиндель 1, в которсм закрепляют заготовку метчика 2. На шпинделе установлен дисковый кулачок 3, связанный посредством ролика 4 на рычаге 5, установленном в кронштейне 6, закрепленном на передней бабке 7, и шарнирно-телескопической передачи 8 с шестерней 9 и зубчатьлм колесом 10. На ступице зубчатого колеса 10 установлен диск 11, на торцовой поверхности которого выполнена спирадьная , в зацепление с которой входят сухари 12, установленные с возможностью радиального перемещения в пазах корпуса 13. На сухарях
12установлены резьбонакатные ролики 1.4. .На корпусе 13 с возможностью вращения установлена втулка 15,. закрепленная на зубчатом колесе 10.
На наружной поверхности корпуса
13выполнен зубчатый венец, в зацепление с которым входит червйк 16, установленный в опоре 17, закрепленной на суппорте. 18 станка. Суппорт 18 установлен с возможностью продольного перемещения в направляющих станины 19 и связан с задней бабкой 20, на ОСИ 21 которой на подшипника установлено зубчатое колесо 10.
Станок работает следующим образом
Предварительно вращением червяка 16 корпус 13 поворачивают, и сухари 12 с резьбонакатными роликами 14 устанавливаются на заданный размер обработки. Шпинделю 1 с заготовкой метчика 2 сообщают вращательное движение, а суппорту 18 - согласованно с ним осевое перемещение (за один оборот заготовки метчика - на величину шага обрабатываемой резьбы).Пр вращении шпинделя 1 рычаг 5 с. роликом 4 получает от дискового кулачка возвратно-качательное движение, передающееся посредством шарнирно-телескопичёской передачи 8, шестерни 9 зубчатому колесу 10 и диску 11 со спиральной нарезкой на торцовой поверхности. Взаимодействующие с этой нарезкой сухари 12 с резьбонакатньми роликами 14 совершают
возвратно-поступательное движение в радиальном направлении в пазах корпуса 13. Амплитуда этого движения соответствует величине затылования обрабатываемого бесстружечного
метчика. Таким образом, одновременно с накатыванием резьбового профиля осуществляется затылование на заданную величину, настройка на которую обеспечивается установкой соответствующего сменного дискового кулака 3. После накатывания затылованной резьбы на всей рабочей части заготовки метчика движение реверсируют .
Использование предлагаемого станка позволяет расширить технологические возможности и накатывать затылованную резьбу на метчиках, что повышает производительность их
изготовления, снижает себестоимость, повышает качество.
Формула изобретения
1.Станок для накатывания резьбы на метчиках, содержащий станину, приводной шпиндель, суппорт и смонтированную на суппорте резьбонакатную головку, имеющую корпус с радиальными пазами, диск со спирально нарезкой на торцовой поверхности, установленный в корпусе с возможностью вращения, а также сухари с резьбонакатными роликами, размещенные в радиальных пазах корпуса с возможностью зацепления со спиральной нарезкой диска, и механизм для регулировки межосевого расстояния роликов, отличающийся тем, что, с целью расширения номенклатуры обрабатываемых изделий, он снабжен кулачком, закрепленным на шпинделе,- зубчатым колесом, закрепленным на диске, и рычажно-зубчатой передачей, связывающей кулачок
с зубчатым колесом,
2.Станок ПОП.1, отличающийся т&л, что механизм для регулировки межосевого расстояния роликов выполнен в виде червячной пары, червяк которой установлен на суппорте, а червячное колесо выполнено зацело с корпусом.
Источники информации, принятые во внимание при зкспертизе
1. Миропольский Ю.А., Луговой Э. Накатывание резьб и профилей,. М.,
1976, с. 65-70,
Машиностроение
табл. 20, рис. 48. .
2. Авторское свидетельство СССР № 426734, кл. В 21 Н 3/04,24.02.72 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьбы на метчиках | 1981 |
|
SU965579A1 |
| Головка для накатывания резьбы на метчиках | 1981 |
|
SU969393A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Станок для изготовления резьбы на резьбонакатном инструменте | 1981 |
|
SU1022772A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Устройство для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU827231A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |