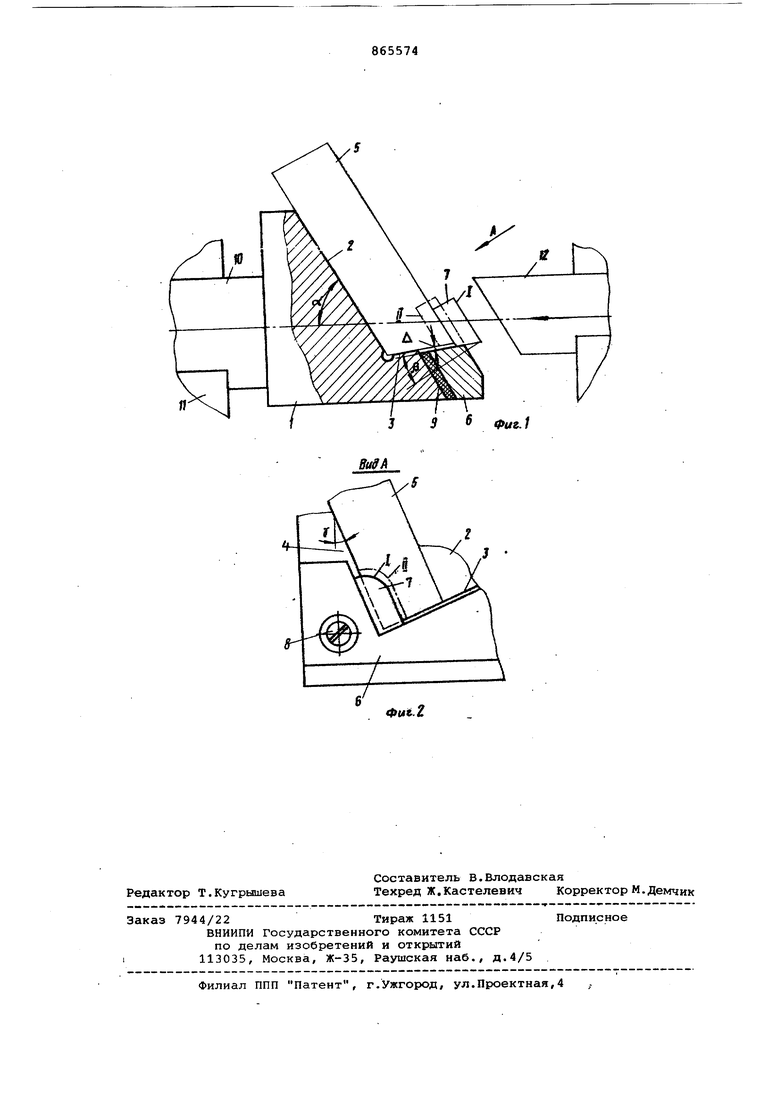
Изобретение относится к сварке, а именно к электроконтактной сварке сопротивлением и может быть использовано на машиностроительных заводах для изготовления резцов с твердосплав ными режущими пластинками. Известен электрод для контактной сварки, содержащий контактную поверхность для установки державки и фиксатор положения пластинки. Этот электрод предназначен для сварки плоских деталей. Он имеет горизонтальную контактную поверхность, на которую устанавливается деталь. Положение деталей фиксируется с помсадью упорных шпилек, (фиксаторов) И Недостатком этого электрода является постоянный контакт навариваемой детали с поверхностью фиксаторов во время сварки.Движение детали при свар ке и её нагрев вызывают износ упоров Этот износ резко увеличивается в слу чае наварки твердосплавных пластинок на державки резцов из-за высокого ра зогрева пластинок по всему объему, наличия на них задних углов и специфических условий наварки, вызываемых расположением пластинки с краю державки и способствующих сползанию пла тинки с державки в с.торону фиксатора Цель изобретения - повышение износостойкости конструкции. Эта цель достигается тем, что фиксатор выполнен в виде планки с выемкой для пластинки, а контактная поверхность электрода составлена тремя плоскостями, угол между которыми равен углу между опорными поверхностями державки, при этом одна из плоскостей наклонена в сторону выемки фиксатора под углом 15-25, а другая под углом меньше 90 -|i, где (4 величина заднего угла пластинки. При использовании этого электров машинах с горизонтальным направлением перемещения электродов, в связи с наклоном контактной поверхности. навариваемая пластинка -в начале сварки- отходит от фиксатора (в момент начала осадки), что предохраняет его от износа. На фиг.1 изображен электрод в момент установки на него державки резца и пластинки, вид сбоку; на фиг.2 то же, вид А на фиг.1. Электрод 1 содержит контактную поверхность, образованную тремя плоскостями 2, 3 и 4 для установки 5. Фиксатор б выполнен в виде планки с выемкой для пластинки 7.Он крепнтся к электроду 1 с помощью изолирова ных винтов 8. Фиксатор 6 преднаэначен для фиксирования положения пластинки 7 на державке 5. Для устранения шунтирования тока служит изоляционная прокладка 9 и зазор Д. Хвое-, товик 10 предназначен для крепления электрода в губках 11 сварочной маши ны. Второй электрод 12 снабжен скосом на рабочей поверхности в соответ ствии с положением пластинки. Контактная плоскость 2 электрода наклонена к оси электрода под углом в- 90° - р , где - величина заднег угла пластинки. Контактная плоскость 4 наклонена в сторону выемки на фиксаторе под уг лом , равным 15-25°. При этом все три плоскости образуют между собой угол, равный опорному углу державки. Электрод работйет следующим образом. Державку резца 5 устанавливают на поверхность 2 электрода и она под де ствием собственного веса фиксируется в определенном положении, опираяс на поверхность 4. Режущую пластинку 7 устанавливают на державку 5 и она фиксируется также под действием собственного веса, упираясь в выемку фи сатора 6. ,Во время наварки пластинка 7 вдавливается в державку 5 вторым электродом 12 с,варочной машины. Поскольку угол наклона контактной поверхности 2 электрода 1 выбран меньш величины р (.где (3 - задний угол пластинки), то нижняя поверхность пластинки 7 в начале движения вдавли вания отойдет от выемки фиксатора 6, и пластинка переместится в конце сва ки из положения 1 в положение И. Практически, с начала соприкосновения электрода 12 с пластинкой 7 фиксатор 6 выключается из работы, что обеспечивает уменьшение его износа и большую долговечность. Державка на контактной поверхности устанавливается под углом3, что обеспечивает отход от фиксатора обеих задних поверхностей пластинки. Предлагаемый электрод отличается простотой установки и фиксации детал (электрод обеспечивает самоустановку несамоустанавливакицихся деталей) и прост9той конструкции (отсутствие движущихся деталей). Основные параметры электрода еле ующие. Угол наклона d зависит от заднего угла пластинки /i , стандартное значение которого 20. Поэтому величина угла oL может быть равна . Угол Т может быть выбран равным 1525°. Материал., электрода и фиксатора - медь, изоляционной прокладки слюда. Размеры электрода зависят от размеров резцов и пластинок.Элект- родможет--применяться на стандартных машиных с горизонтальным расположением осей электродов, например типа МС802 и др. ТехникО-Экономическая эффективность обуславливается уменьшением износа фиксатора, что дает увеличение его долговечности в 5-10 раз. Кроме того, надежность и простота установки державки и фиксации пластинки сокращают вспомогательное время сварки, увеличивая производительность в 2-3 раза. Точность фиксации способствует уменьшению припусков на последующую заточку резцов, снижая ее трудоемкость в 2-3 раза. Формула изобретения Электрод для .контактной сварки, преимущественно для сварки твердосплавной режущей пластинки с державкой резца, имеющий контактную поверхность для установки державки и фиксатор положения пластинки, отличающийся тем, что, с целью повышения износостойкости конструкции, фиксатор выполнен в виде планки с выемкой для пластинки, а контактная поверхность электрода боставлена тремя плоскостями, угол между которыми равен углу между опорными поверхностями державки, при этом одна из плос-костей наклонена в сторону выемки фиксатора под углом 15-25 , а другая наклонена к оси электрода под углом меньше 1 , где р - величина заднего угла пластинки. Источники информации, принятые во внимание при экспертизе 1 1. Гиллевич В.А. Технология и оборудование рельефной сварки. Л., Машиностроение, 1976, с.144, р.92.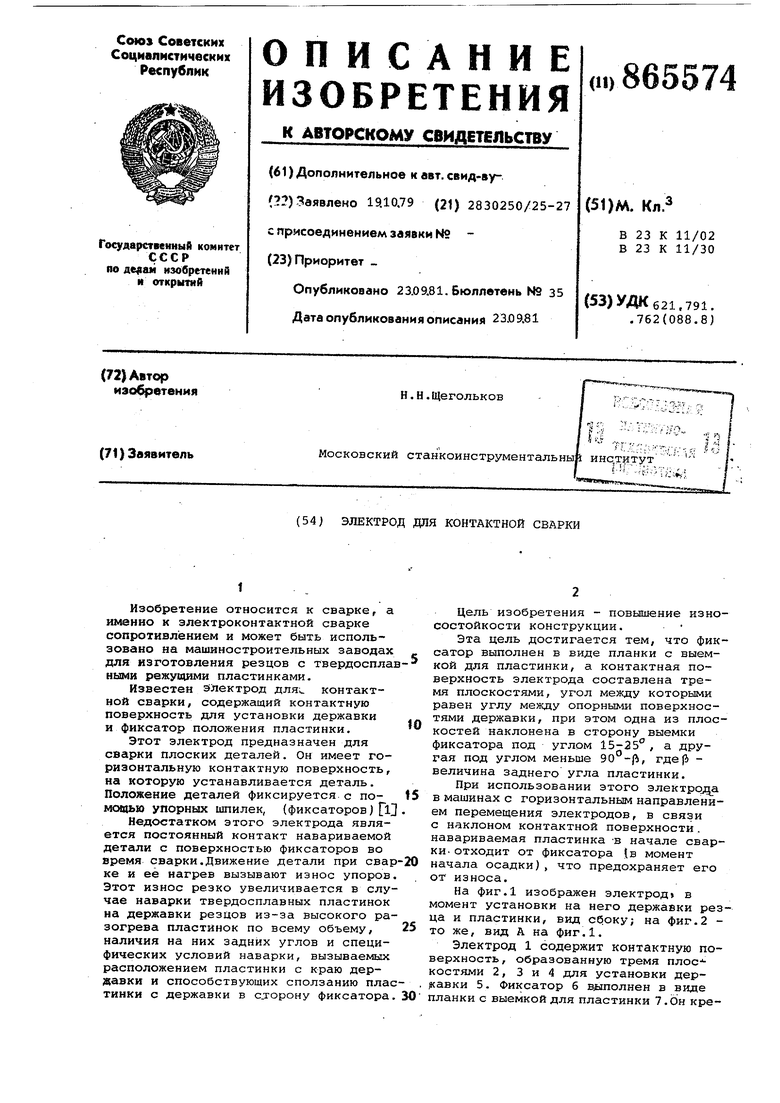
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной сварки | 1983 |
|
SU1147545A1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЖУЩАЯ СМЕННАЯ ПЛАСТИНА | 1992 |
|
RU2053045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2105637C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1997 |
|
RU2126086C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2083822C1 |
| ГОЛОВКА БУРИЛЬНАЯ | 2007 |
|
RU2342514C1 |