2. Электрод по п. 1, о т л и - плоскость и боковые плоскости паза ч а 10 щ и и с я тем, что, с целью облицованы электроизоляционньгми проустранения шунтирования тока, опорная. кладками.
1147545
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной сварки | 1979 |
|
SU865574A1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Токарный резец для финишной обработки деталей | 1987 |
|
SU1535673A1 |
| МЕТАЛЛОРЕЖУЩАЯ СИСТЕМА ДЛЯ ЭФФЕКТИВНОЙ ПОДАЧИ ОХЛАЖДАЮЩЕЙ ТЕКУЧЕЙ СРЕДЫ | 2007 |
|
RU2445189C2 |
| РЕЖУЩАЯ СМЕННАЯ ПЛАСТИНА | 1992 |
|
RU2053045C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| Способ контактной сварки твердосплавных элементов со стальными | 1982 |
|
SU1055605A1 |
| Способ изготовления составных машиностроительных изделий | 1989 |
|
SU1639930A1 |
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
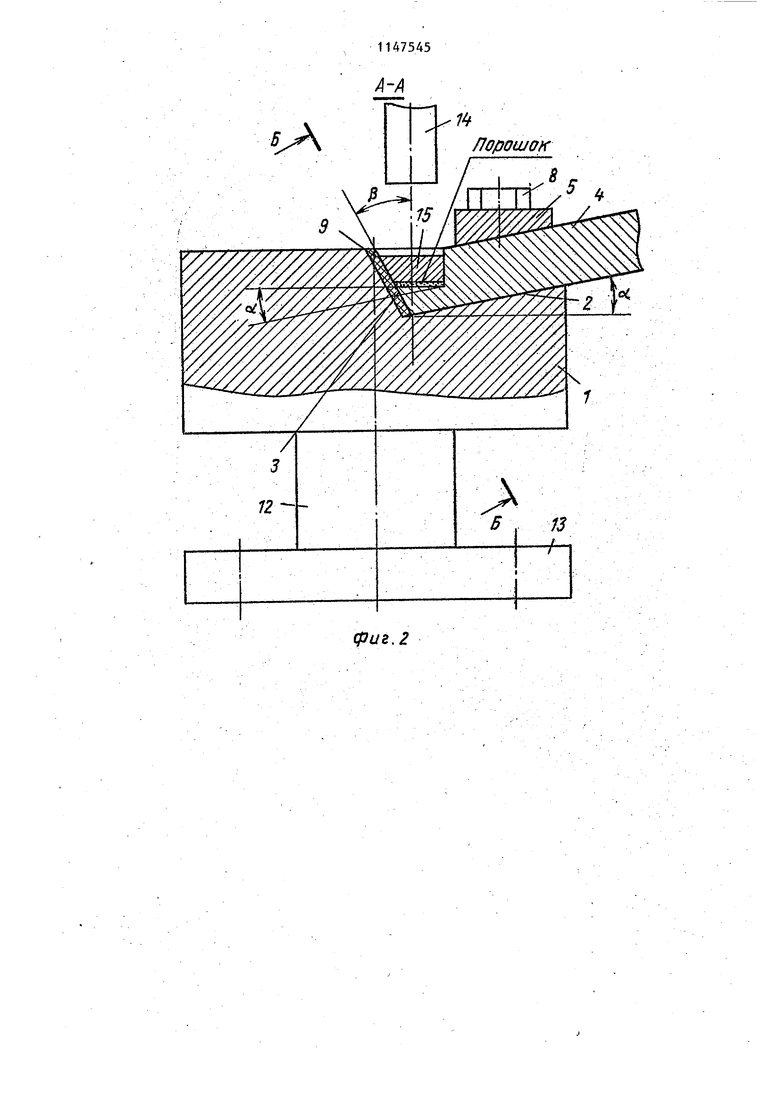
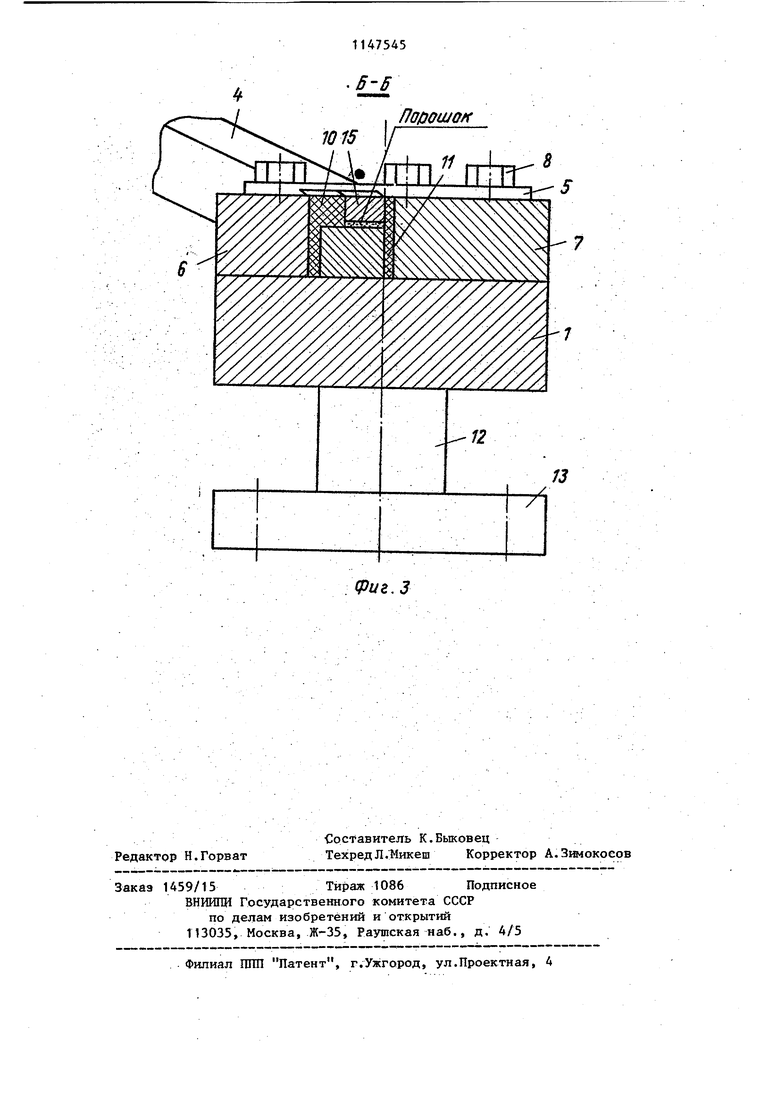
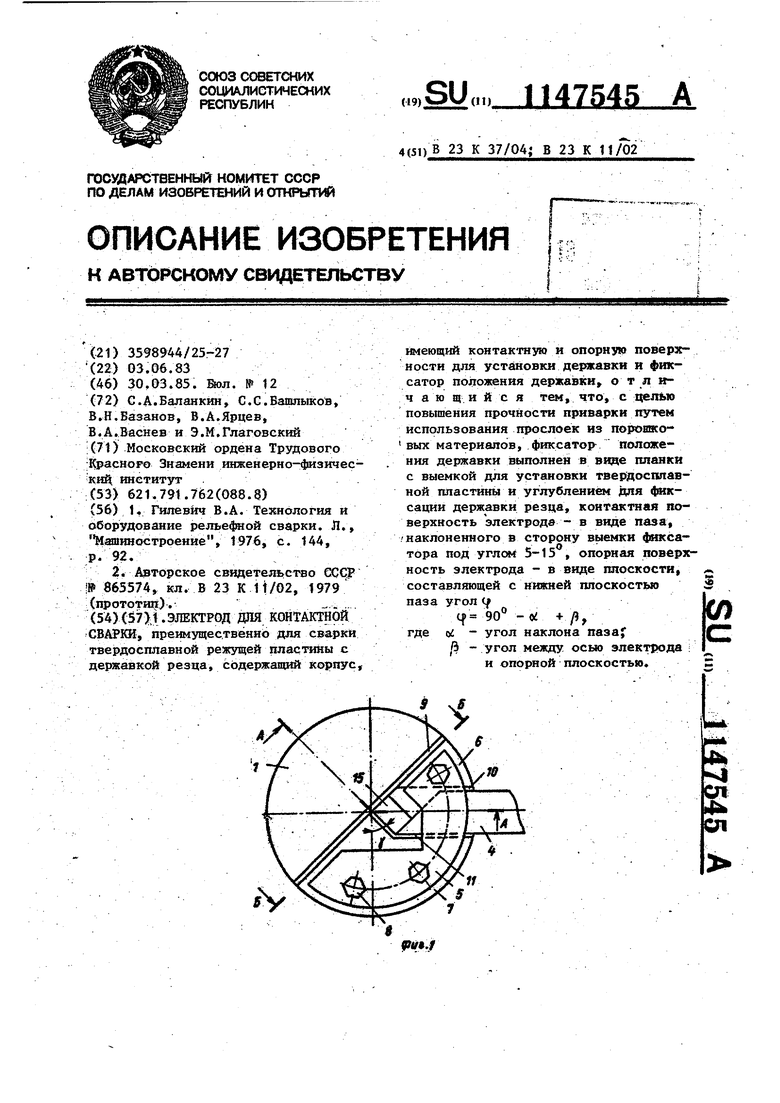
Изобретение относится к сварке, а именно к электроконтактной сварке сопротивлением, и может быть использовано при контактной сварке деталей на машиностроительных заводах для .изготовления рёзцой с твердосплавными режущими пластинами. Известен электрод для контактной сварки, содержащий контактную поверх ностьдпя.установки державки и фиксатор положения деталей. Электрод предназначен для сварки плоских деталей, имеет гор 1зонтальную контактную поверхность, на которую устанавливается деталь. Положение деталей фиксируется с помощью упорных шпилек р. Недостатком известного электрода является постоянньй контакт свариваемых деталей с поверхностью фиксаторов во время сварки. Наиболее близким к. предлагаемому по технической сущности и достигаемо му результату является электрод, име ющий контактную поверхность для установки державки резцы и фиксатор положения. Электрод предназначен для изготовления резцов с твердосплавными режущими пластинами, имеет фиксатор, выполненный в виде планки с выемкой для пластин, а его контактная поверхность составлена тремя плоскос тями, угол между которыми равен углу между опорными поверхностями державки, при этом одна из плоскостей наклонена в сторону выемки фиксатора по углом 15-25 С, а другая под углом меньше 90 - /3 , где j - величина заднего угла твердосплавных пластин. 2. Однако в силу свЬей конструкции данный эл ектрод не позволяет осущест влять сварку с применением прослоек из порошковьк материалов, что приводит к повышению прочности приварки. Кроме того, в процессе сварки твердосплавная пластина перемещается. а это приводит к увеличению припусков на заточку. Цель изобретения - повьш1ение прочности приварки путем использования прослоек из порошковьгк материалов. .Поставленная цель достигается тем, что в электроде для контактной сварки, преимущественно для сварки твердосплавной режущей пластины с державкой резца, содержащем корпус, имеющий контактную и опорную поверхности для установки державки и фиксатор положения державки, фиксатор положения державки выполнен в виде планки с выемкой для установки твердосплавной пластины и углублением для фиксации державки резца, контактная поверхность электрода - в виде паза, наклоненного в сторону выемки фиксатора под углом 5-15, опорная поверхность электрода - в виде плоскости, составляющей с нижней плоскостью паза угол if С| 90° - Об + /3 где о1 - угол наклона паза; . 1 угол между осью электрода и опорной плоскостью. С целью устранения шунтирования тока-, опорная плоскость и боковые плоскости паза облицованы электроизоляционными прокладками. На фиг. 1 представлен электрод для контактной сварки; на фиг. 2 разрез А-А на фиг. 1J на фиг. 3 разрез Б-Б на фиг. 1. Электрод 1 содержит контактную 2 и опорную.3 плоскости для установки державки 4. Фиксатор 5 выполнен в вкде планки, соединенной с опорами 6 и 7, например при помощи болтового соединения 8. Дляустранения шунтирования Тока опорная плоскость 3 электрода и боковые плоскости опор электроизолированы, например текстолитовыми прокладками 9, 10 и 11.
Основание 12 предназначено для установки электрода 1 на сварочный -СТОЛ 13. Второй электрод 14 является плоским. Позицией 15 обозначена режущая твердосплавная, пластина.
Контактная плоскость 2 электрода 1 наклонена к опорной плоскости основания 12 под углом об , равным углу между плоскостью резания и задней плоскостью резца. Опорная плоскость 3 образует с опорной плоскостью, основания 12 угол , где ft - угол, равный заднему углу твердосплавной пластины, а державка 4 резца прикреплена фиксатором 5 при помощи болтового соединения 8 к опорам 6 и 7, имеющим такие же плоскости 2 и 3, что и сам электрод 1, причем боковые поверхности опор 6,7 и опорная плоскость 3 элект роизолированы прокладками 9, 10 и 11, а боковая поверхность опоры 7 образована двумя плоскостями, угол между которьши равен углу 90 + V, где -у - угол установки твердосплазной пластины.
Устройство работает следующим образом.
Державку 4 резца устанавливают на контактную поверхность 2 злектрода t, между опорами 6 и 7 которые электрризолированы прокладками 10 и 115 и фиксируют в определенном положении, опираясь на опорную плоскость 3, которая также электро.изолирована прокладкой 9, причем такая трехсторонняя электроизоляция державки 4 резЦа необходима для того, чтобы ток проходил только через свариваемые детали. Затем державку 4 фиксируют фиксатором 5 при помощи болтового соединения 8.
Режущую твердосплавную пластину 15 устанавливают на державку 4, где она фиксируется под действием собственного веса, упираясь в выемку державки 4, образованную ее контактными плоскостями. Такая замкнутость контура и его электроизолированность позволяют применять при необходимоети порошок для повышения прочности приварки.
Во время сварки твердосплавная пластина 15 вдавливается в державку 4 вторым электродом 14 сварочной машины.
. Предлагаемое устройство отличается простотой установки и фиксации деталей, а также возможностью применения прослойки из порошковых материалов, что приводит к повышению прочности прлварки.
Точность фиксации сводит практически к нулю-припуски на заточку.
Предлагаемый электрод повышает прочность приварки путем использования прослойки из порошковых материалов.
Лорошок
ui,2
6В
П000ШOff
Пп/ tTJir,
fpuz.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л, аииностроенйе, 1976, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электрод для контактной сварки | 1979 |
|
SU865574A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
