Предложенный способ реализуется следующим образом.
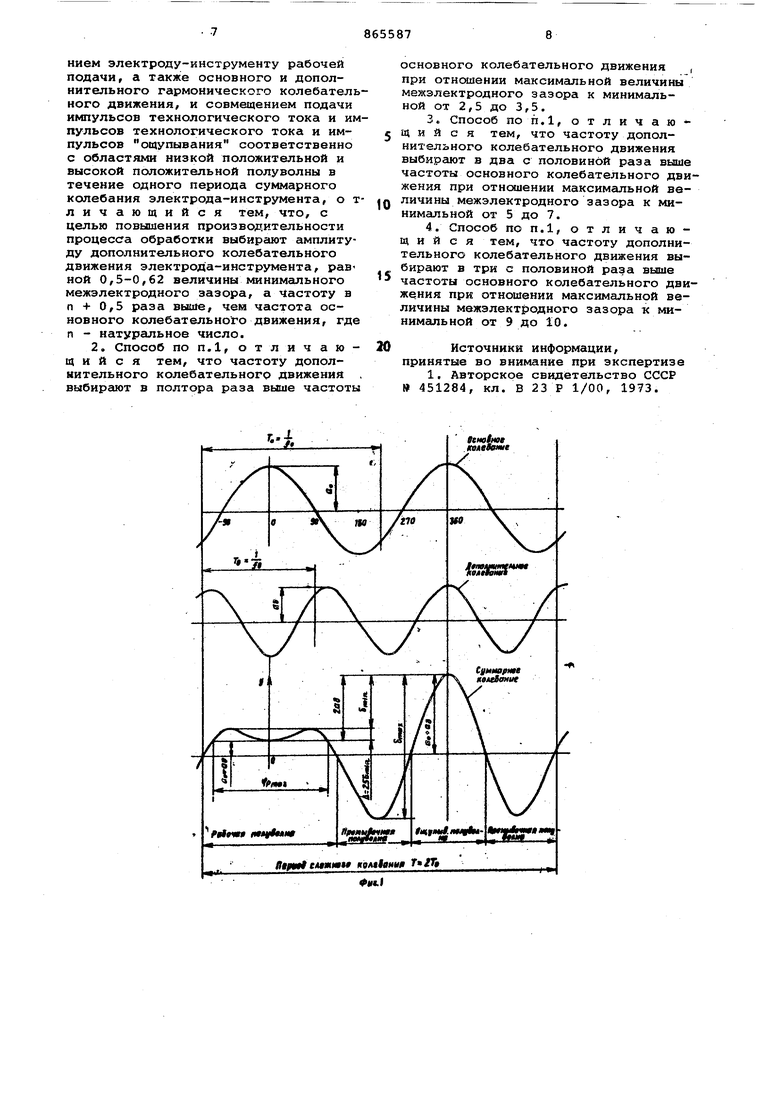
Выбрав вышеуказанные соотношения частот основного и дополнительного колебаний получают суммарное колебание СФИГ.1) с периодом в два раза большим, чем период основного колебания и имеющее широкую плоскую полуволну, на которой длительность рабочего импульса тока достигает максимально 30-35% от периода сложного колебания в 2 - 2,5 раза больше, чем в известном.
При увеличении отношения максимального межэлектродного зазора к минимальному (для улучшения промывк зазора) из-за ухудшения формы колебания приходится уменьшать длительность рабочего импульса тока. Чтобы ухудшение формы колебания при увеличении отношения максимального зазора к минимальному происходило менее интенсивно, переходят при определенных значениях этого отношения от частоты дополнительного колебания fj l,5fo к частоте f 2,5 и частоте f 3 ,5 fg
В общем виде соотнсяаение частот основного и дополнительного колебан имеет вид
fft (п + о, 5) fo
где частота дополнительного кол бания}
fg - частота основного колебания
п - натуральное число. Для получения суммарного колебания (фиг.1) с чередующимися по высоте положительными (ближайшими к детали) полуволнами к основнол у синусоидальному колебанию частоты fo прибавляют дополнительное синусоидально колебание с амплитудой равной (0,5-0,62) минимального межэлектродного зазора. и с частото (п + 0,5) fo. Фазу дополнительнго колебания выбирают так, чтобы пложительные вершины обеих, синусоид совпадали через два периода основных колебаний. Суммарное колебание содержит в одном периоде четыре полуволны: низкая положительная для рабочего импульса Tofta, высокая положительная для ощупывания и две отрицательные для промывки. Импульс рабочего тока подают в рабочу область низкой положительной полуволны. Под рабочей областью понимаю фазовый уголЧр , внутри которого межэлектродный зазор сЛрс15 отличается от своего минимального значения с. на величину не более 25%, что практически не влияет на точность обработки.
Таким образом, Цр соответствует условию
Cy мapнoe колебание выражается - ()4.(n+o,5)),. где Зр- амплитуда основного колебания j
Д
амплитуда дополнительного колебания натуральное число;
п ш - круговая частата основного .. колебания,oi-QjTfp,
t - время.
Математический анализ этого выражения показывает, что на каждой из частот дополнительного колебания
f (п + 0,5)f,
5 амплитуда основного колебания Эд должна быть больше амплитуды дополнительного колебания а, к №шимальА
io
нов отношение - определяется из условия, что величина прогиба вниз Л в середине рабочей полуволны равна
й 0, .
(Фиг.1) Из фиг,1 видно, что
+ 025aVi n отсюда
а 0,
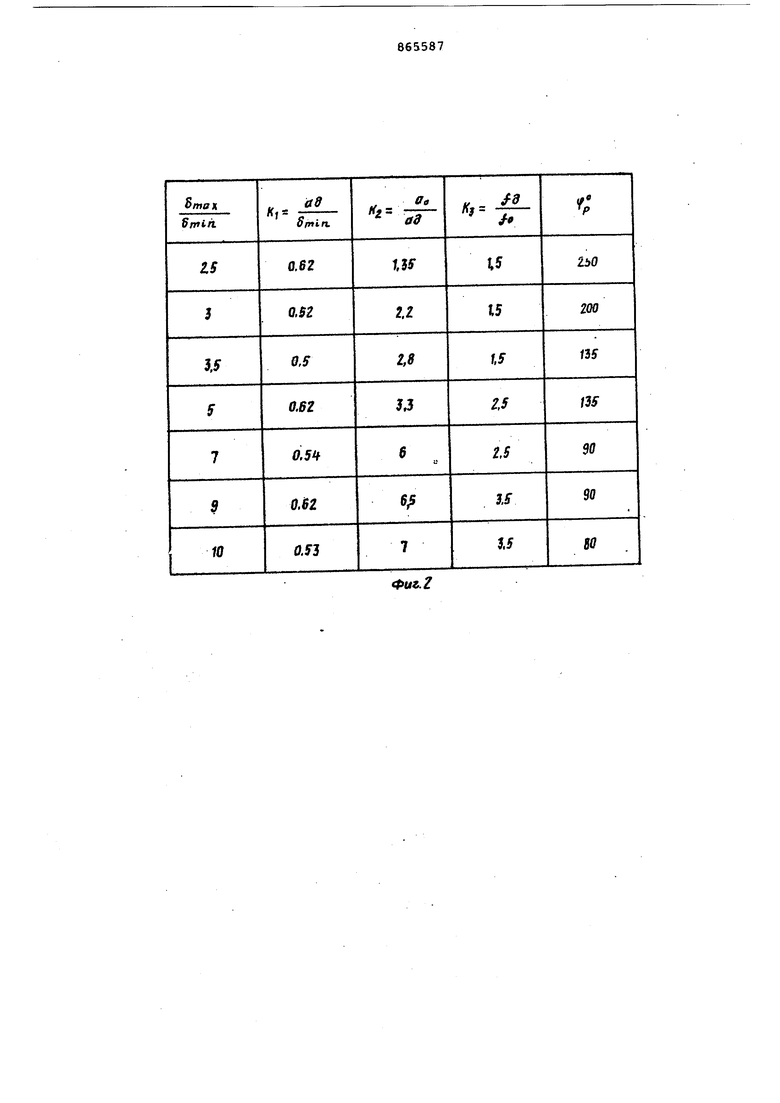
Этому минимальному отношению соответствует минимальное отношение гей и максимальный уголЧгпох( п 1, т.е. fA l,5f. Минимальные отношения
d
п, ,л . I
Яд
,
m-in
а максимальный УГолЧр д 250 (отсчет, угла р производят по основному колебанию) .
При п 2., т.е. fд 2,5РО .
Минимальные отношения
«JL „.,
«JA
a максимальный 135. При ,т.е, f 3,5fp. Минимальные отношения
«о,е,5„ 9. Яд
V о
а максимальный 90.
Использовать дополнительные колег Iбания на более высоких частотах (п 3) не целесообразно, так как г этом случае минимальное отношение
5 igf iO P 80-, T.e
2ja2lu. in le- J anO
производительность резко падает.
По мере увеличения отношения на каждой из перечисленных частот дополнительного колебания мвеличивается и отношение , а прогиб t в середине рабочей полуволны уменьшат; ется, и когда он исчезает, амплитуда дополнительных колебаний ад 0,. Таким образом, амплитуда
дополнительных колебаний при различных соотношениях частот составляет (0,5 4 0,62).in-. - .. Увеличение отношения-| приводи к уменьшению угла Чр (фиг.2; и при определенном значении этого соотношения он становится равным максимаш ному углу р д.,для следующей более высокой частоты, и на этом угле целесообразно перейти на эту частоту так как при этом увеличивается соотношение j т.е. улучшаются условия промывки межэлектродного зазора (при той же длительности рабочего импульса тока) . Так, при частоте f l,5fo ( ) при отношении И ,5, угол ff 135 и paвeнЧo,J,д,для частоты 2,5 но . Следо Следовате ль но, отношение 3,ь 5 5 использовать нецелесообразно, ак как вну ри, этого диапазона уголЧр ISS и следовательно, производительность внутри этого диапазона ниже, а про мывка хуже, чем 5 и f/v 2,5fo. При частоте f 2,5fp (п 2) при от ношен ИИ 7, угол ifp 90° и равенЧр(для частоты f(j 3,5f. но ,. Следовательно, отношение использовать нецелесообразно, гак как внутри этого диапазона Чр 9СР Таким образом, имеется три диапа зона отнсялений максимгьльного минимгшьного межэлектродного зазора и соответствующие этим диапазонам соотношения частот 2,6 - 3,5, частота f l,5fo cf-ma i- -, частота Рд 2,5fo cAniln Э - 9 - 10, частота f 3,5fo При таком соответствии достигает ся наилучшая форма суммарного колебания, при котором низкая положительная полуволна имеет при выбранном отношении J 12i-наибольшую рабочую область и н и%олее крутые участки перехода на промывочные полуволны, что улучшает условия промывки межэлектродного зазора. , С увеличением, соотношения уменьшается t(5 , т.е. длительность рабочего импульса тока, но увеличивается время промывки и величина промывочного зазора по отношению к рабочему межэлектродному зазору, т улучшается качество промывки. В зависимости от обрабатываемого материала и режимов обработки выбирают такое соотношение при котором достигается качественная проюлвка межэлектродного зазора при возможно большей длительности рабочего импульса, т.е. обеспечиваются оптимальные условия обработки. Выбор параметров колебаний производят следукхцим образом. Из условий обработки и материала заготовки выЬирают минимальный(сЛ«Ап рабочий межэлёктродный зазор. Из этих же соображений выбирают отношение . , Из строки таблицы (.фиг. 2) соответствующей этому отношению, берут К и определяют амплитуду дополнительных колебаний ад . Так же берут соответствующее K-j. и определяют амплитуду основных колебаний 3 . Затем берут соответствующее Кз и определяют частоту дополнительного колебания АОП Затем - соответствующий угол7р включения источника рабочего тока. В качестве примера приведены графики перемещений инструмента-электрода и напряжений на нем (фиг.З) Пусть из условий обработки выбран минимальный межэлектродный зазор 0,05 мм, отношение 3. В этом случавРтЛп KfO,52 ,52«0,,026 мм ,2 а, К..,,,057 мм fl,5 fA K,,fo l,5xf ЦР 200 Процесс обработки происходит следующим образом. Инструменту-электроду сообщают основное синусоидное колебание с амплитудой ао 0,057 мм (кривая а) . Кроме этого, инструменту придают допол;нительное синусоидальное колебание в соответствующей фазе с амплитудой 0,026 мм .и частотой в полтора раза вьвяе, чем у основного колебания (кривая S), Добавив к этим колебаниям рабочую подачу инструмента-эпектрода 0,002 - 0,004 мм за двойной период основного колебания (кривая t) , получают суммарную кривую т. , изображающую закон движения инсарументаэлекз)рода. На этой кривой имеются чередующиеся области обработки, промывки,, ощупывания. Импульс рабочего напряжения подают на инструмент-электрод в области обработки в пределах фазового угла Чр 200 (кривая Э). В области ощупывания на инструмент-электрод подают низкое напряжение 1-1,5 В (кривая е и производят регулирование рабочей подачи. Обработка указанным способом повьяаает производительность в 2-2,5 раза за счет увеличения длительности импульса рабочего тока по отношению к периоду колебания инструмента-электрода. Формула изобретения 1. Способ электрохимической размерной обработки металлов с сообщанием электроду-инструменту рабочей подачи, а также основного и дополнительного гармонического колебательного движения, и совмещением подачи импульсов технологического тока и импульсов технологического тока и импульсов ощупывания соответственно с областями низкой положительной и высокой положительной полуволны в течение одного периода суммарного колебания электрода-инструмента, о тличающийся тем, что, с целью повышения производительности процесса обработки выбирают амплитуду дополнительного колебательного движения электрода-инструмента, рав ной 0,5-0,62 величины минимального межэлектродного зазора, а частоту в п +0,5 раза выше, чем частота основного колебательного движения, где п - натуральное число.
2. Способ ПОП.1, отличающийся тем, что частоту дополнительного колебательного движения выбирают в полтора раза выше частоты
основного колебательного движения при отношении максимальной величины межэлектродного зазора к минимальной от 2,5 до 3,5.
3.Способ ПОП.1, отличаю 5 Щ и и с я тем, что частоту дополнительного колебательного движения выбирают в два с половиной раза выше частоты основного колебательного движения при отнсхиении максимальной веQ личины межэлектродного зазора к минимальной от 5 до 7.
4.Способ ПОП.1, отличающийся тем, что частоту дополнительного колебательного движения выбирают в три с половиной раза выше частоты основного колебательного движения при отношении максимальной величины межэлект|зодного зазора к минимальной от 9 до 10.
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 451284, кл. В 23 Р 1/00, 1973.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической размерной обработки | 1980 |
|
SU965692A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| Способ электроэрозионной обработки | 1989 |
|
SU1664483A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |