(54) НАКЛАДНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Переносный станок для торцевой обточки и расточки отверстий | 1956 |
|
SU106508A1 |
| НАКЛАДНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1970 |
|
SU262583A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |

I
Изобретение относится к области станкостроения и предназначено для использования в крупнокорпусном производстве.
Известен переносной станок, содержащий кольцевую станину с круговыми направляющими для вращающейся планшайбы. Планшайба снабжена двумя резцовыми суппортами. Станина несет механизм минутных подач резцовых суппортов, TOJCOсъемиик для передачи электропитания вращающейся планшайбе и приспособление для замера диаметров обработанных отвер- |« стий непосредственно на станке. Управление станком осуществляется с пульта, установленного на станине. Приспособление для замера выполнено в виде линейки штангенциркуля с нониусным отсчетным устройством и установлено на станине станка. Оснаще- 55 иие станка этим приспособлением позволяет выполнить замер диаметров одним оператором 1 .
Недостатками станка являются неудобт ство работы на станке и значительные затраты времени, связанные с работой по из- jO мерению диаметров обработанных отверстий; отсутствие вертикального перемещения приспособления для замера не позволяет производить замер ряда диаметров ступенчатого отверстия; невысокая точность измерения, вызванная самой конструкцией приспособления для замера и погрешностью установки его на станину станка.
Цель изобретения - обеспечение удобства, работы на станке и одновременное сокращение вспомогательного времени за счет автоматизации процесса измерения в широком заданном диапазоне диаметров в разных направлениях и в разных сечениях по высоте.
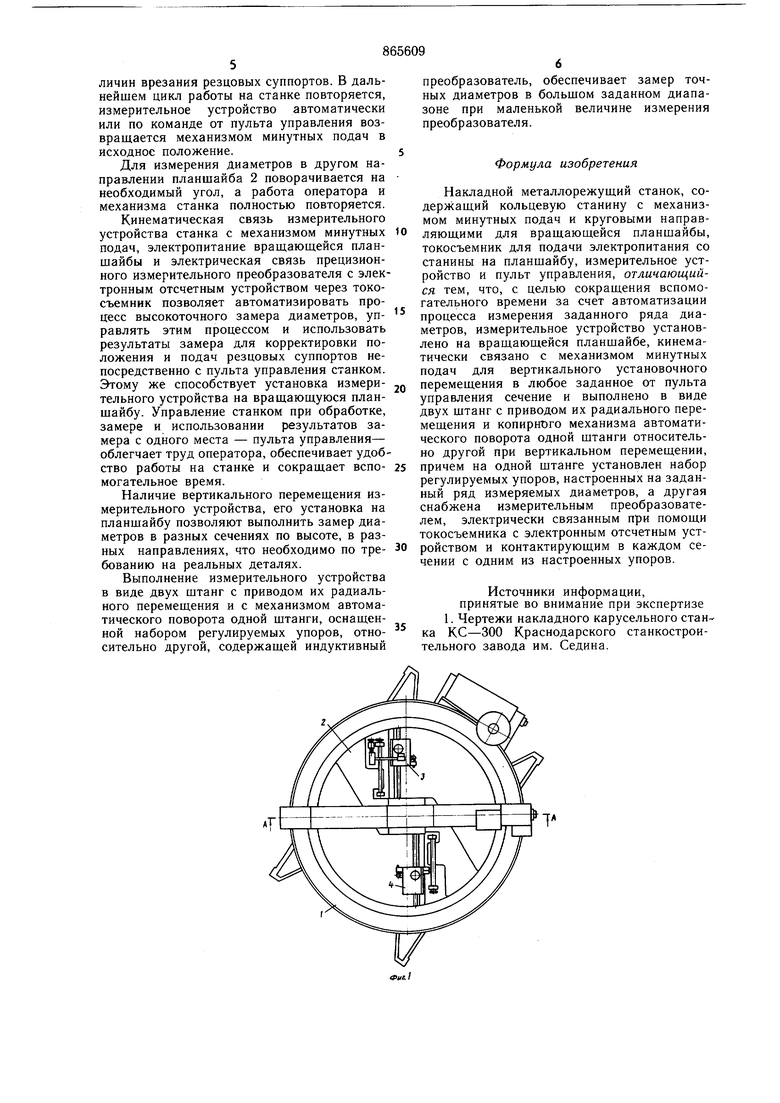
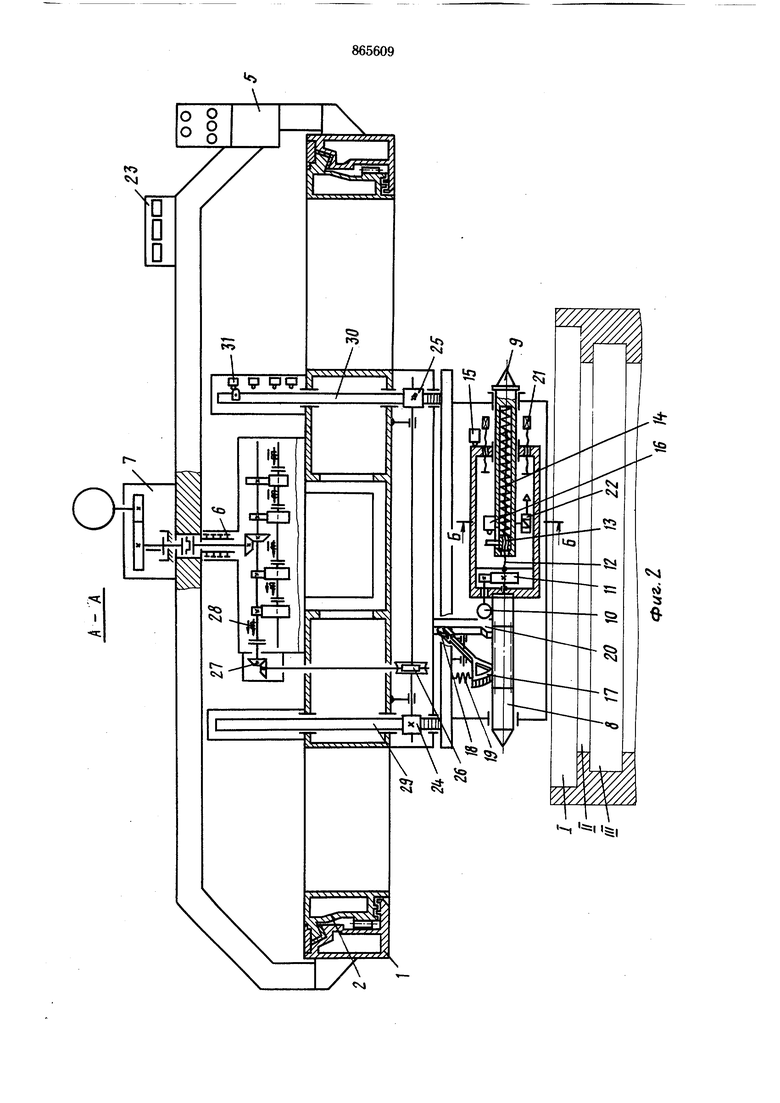
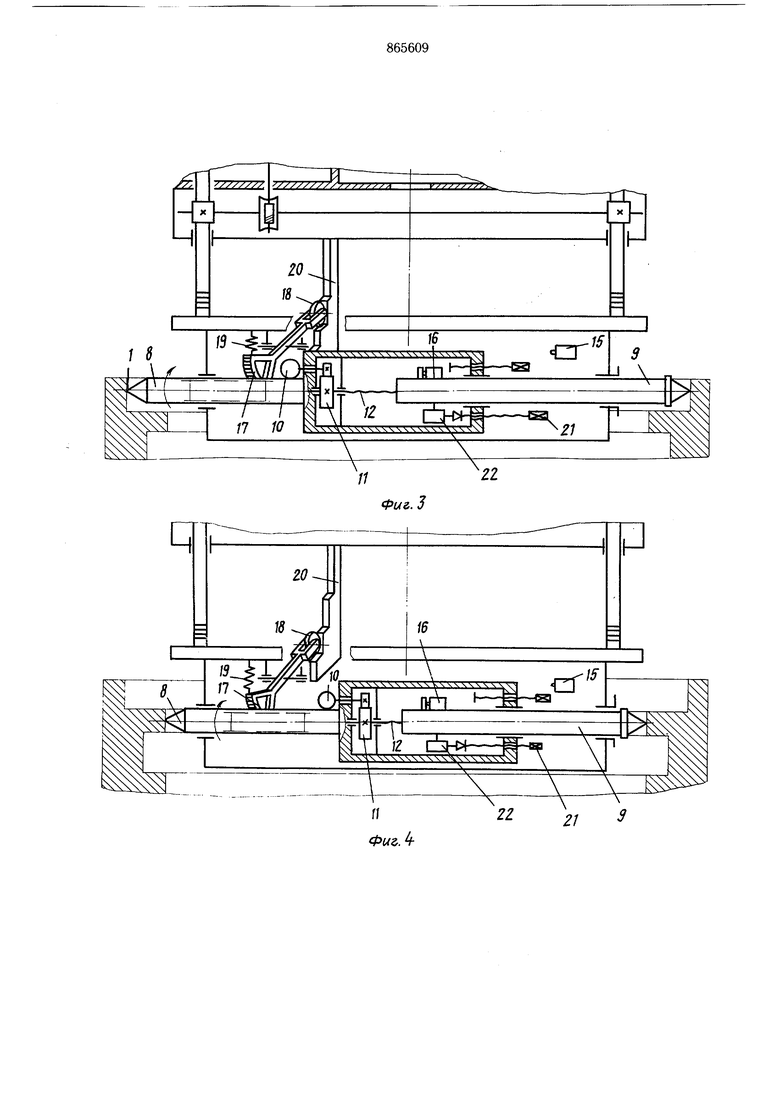
Указанная цель достигается тем, что, в известном станке, имеющем кольцевую станину с круговыми направляющими для вращающейся планшайбы, снабженную механизмом минутных подач, токосъемником для передачи электропитания планшайбе, измерительным устройством и пультом управления, измерительное устройство установлено на вращающейся планщайбе и кинематически связано с механизмом минутных подач для вертикального перемещения от пульта управления станком в любое заданное сечение по высоте. При этом измерительное устройство выполнено в виде двух щтанг с приводом их радиального перемещения и копирным механизмом автоматического поворота одной штанги относительно другой при вертикальном перемещении измерительного устройства. Одна штанга несет набор регулируемых упоров, настроенных на заданный ряд диаметров, другая снабжена прецизионным измерительным преобразователем, электрически связанным при помощи токосъемника с электронным отсчетным устройством и контактирующим в каждом сечении с одним из настроенных упоров. На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - измерение в 1-ом сечении на фиг. 2; на фиг. 4 - измерение во И-ом сечении на фиг. 2; на фиг. 5 - измерение в 111-ем сечении на фиг. 2; на фиг. 6 - разрез Б-Б на фиг. 2; на фиг. 7 - разрез на фиг. 6. Станок содержит кольцевую станину 1 с круговыми направляющими для вращающейся планшайбы 2. На планшайбе установлены два резцовых суппорта 3 и 4. Управление станком осуществляется от пульта 5 управления. Станина несет токосъемник 6 для передачи электропитания вращающейся планщайбы и механизм 7 минутных подач для ускоренного перемещения резцовых суппортов 3 и 4 и осуществления вертикального перемещения измерительного устройства. Измерительное устройство, установленное на вращающейся планшайбе 2, выполнено в виде двух раздвижных штанг 8 и 9 с приводом 10 радиального перемещения их из исходного положения в положение «измерение и наоборот и с копирным механизмом углового поворота одной штанги относительно другой. Привод 10 связан при помощи зубчатого колеса 11 с винтом 12, находящемся в гайке 13. Из мерительное усилие создается пружиной 14, которая одним кольцом упирается в штангу 9, другим концом - в тайку 13. Конечные выключатели 15 и 16 контролируют исходное положение и положение «измерение измерителнеых штанг 8 и 9. Рычаг 17 копирного механизма своим зубчатым венцом связан со штангой 8, а роликом 18 с помошью пружины 19 контактирует с копиром 20. Штанга 8 нес Гнабор регулируемых упоров 21, настроенных на заданный ряд диаметров. Количество упоров соответствует количеству заданных сечений по высоте, например три сечения. Штанга 9 снабжена индуктивным преобразователем 22. Индуктивный преобразователь 22 в каждом сечении по высоте при измерении находится в контакте с одним из настроенных упоров и электрически связан через токосъемник 6 с электронным отсчетным устройством 23. Для вертикального перемещения измерительного устройства зубчатые колеса 24 и 25 кинематически связаны при помощи червячной пары 26, конических зубчатых колес 27 и электромагнитной муфты 28 с механизмом 7 минутных подач, Зубчатые колеса 24 и 25 находятся в зацеплении с рейками направляющих скалок 29 и 30. В корпусе планшайбы установлены конечные выключатели 31 для остаНовкн и контроля положений нзмерительного устройства в каждом сеченнн. Станок работает следующим образом. После установки и выверки станка от пульта 5 управления включается вращение планшайбы 2. При этом автоматнчески включается оборотная подача резцовых суппортов 3 и 4. Происходит обработка изделия. По окончании обработки автоматически отключается оборотная подача, механизм 7 минутных подач ускоренно возвращает суппорты 3 и 4 в исходное положение. По команде от пульта 5 управления станком включается электромагнитная муфта 28. Механизм 7 минутных подач с помощью конических KOjjec 27, червячной пары 26 зубчатых колес 24 и 25 и направляющих скалок 29 и 30 перемещает измерительное устройство до Выбранного сечения, определяемого одним из -конечных выключателей 31, например в сечение 1, как показано на фиг. 3. При перемещении измерительного устройства рычаг 17 (фиг. 3) копирного механизма от копира 20 автоматически поворачивает штангу 8 относнтельно штанги 9, как показано стрелкой. При этом один из упоров 21, настроенный на диаметр в выбранном сечении, устанавливается соосно с индуктивным преобразователем 22, как показано на фиг. 7. По достижении измерительным устройством выбранного сечения включается привод 10. Измерительные штанги 8 и 9 от привода 10 с помощью вийта 12 и гайки 13 раздвигаются радиально и самоустанавливаются по поверхности измеряемого диаметра, как показано на фиг. 3. Дальнейшая работа привода 10 приводит к перемещению гайки 13 относительно штанги 9 до конечного выключателя 16. При этом сжимается пружина 14, создавая измерительное усилие на штангах 8 и 9. В данном положении, как показано на фиг. 3, отключается привод 10 и стержень измерительного преобразователя 22 контактирует с одним из упоров 2. Результат измерения от преобразователя 22 через токосъемник отражается на электронном отсчетном устройстве 23. По окончании измерения привод 10 возвращает щтанги 8 и 9 в исходное положение до конечного выключателя 15. Работа по измерению во П-ом, 111-ем сечениях аналогичны работе в 1-ом сечении. Сведения о результатах измерения, отраженные в электронном отсчетном устройстве 23, используются для ручной или автоматической корректировки положений, величин врезания резцовых суппортов. В дальнейшем цикл работы на станке повторяется, измерительное устройство автоматически или по команде от пульта управления возвращается механизмом минутных подач в исходное положение. Для измерения Диаметров в другом направлении планшайба 2 поворачивается на необходимый угол, а работа оператора и механизма станка полностью повторяется. Кинематическая связь измерительного устройства станка с механизмом минутных подач, электропитание вращаюш,ейся планшайбы и электрическая связь прецизионного измерительного преобразователя с электронным отсчетным устройством через токосъемник позволяет автоматизировать процесс высокоточного замера диаметров, управлять этим процессом и использовать результаты замера для корректировки положения и подач резцовых суппортов непосредственно с пульта управления станком. Этому же способствует установка измерительного устройства на вращающуюся планшайбу. Управление станком при обработке, замере и использовании результатов замера с одного места - пульта управления- облегчает труд оператора, обеспечивает удобство работы на станке и сокращает вспомогательное время. Наличие вертикального перемещения измерительного устройства, его установка на планщайбу позволяют выполнить замер диаметров в разных сечениях по высоте, в разных направлениях, что необходимо по требованию на реальных деталях. Выполнение измерительного устройства в виде двух штанг с приводом их радиального перемещения и с механизмом автоматического поворота одной щтанги, оснащенной набором регулируемых упоров, относительно другой, содержащей индуктивный преобразователь, обеспечивает замер точных диаметров в большом заданном диапазоне при маленькой величине измерения преобразователя. Формула изобретения Накладной металлорежущий станок, содержащий кольцевую станину с механизмом минутных подач и круговыми направляющими для вращающейся планшайбы, токосъемник для подачи электропитания со станины на планшайбу, измерительное устройство и пульт управления, отличающийся тем, что, с целью сокращения вспомогательного времени за счет автоматизации процесса измерения заданного ряда диаметров, измерительное устройство установлено на вращающейся планшайбе, кинематически связано с механизмом минутных подач для вертикального установочного перемещения в любое заданное от пульта управления сечение и выполнено в виде двух щтанг с приводом их радиального перемещения и копирнтэго механизма автоматического поворота одной штанги относительно другой при вертикальном перемещении. причем на одной штанге установлен набор регулируемых упоров, настроенных на заданный ряд измеряемых диаметров, а другая снабжена измерительным преобразователем, электрически связанным при помощи токосъемника с электронным отсчетным устройством и контактирующим в каждом сечении с одним из настроенных упоров. Источники информации, принятые во внимание при экспертизе 1. Чертежи накладного карусельного станка КС-300 Краснодарского станкостроительного завода им. Седина.
