Известна бездоводочиая штамповка плоских деталей с помощыс резинового пуансоиа, однако этот способ обладает тем недостатком, что при штамповке резиной плоских деталеГг на формблоках мощных прессов, е отбортовкой по контуру, неизбежно появляются на криволинейных участках контура скл.адкн (гофр;. Эти складки устраняют, например, обколачиванием вручную деревянным молотком, что увеличивает трудоемкость к зачастую приводит к браку.
Предлагаемый способ отличается от известных тем, что для штампования деталей применена вытяжная оправка со нтелью для заводки в нее кромки детали, что уменьшает трудоемкость рабочего пгоцесса и снижает брак нлтампуемых резиной плоских деталей.
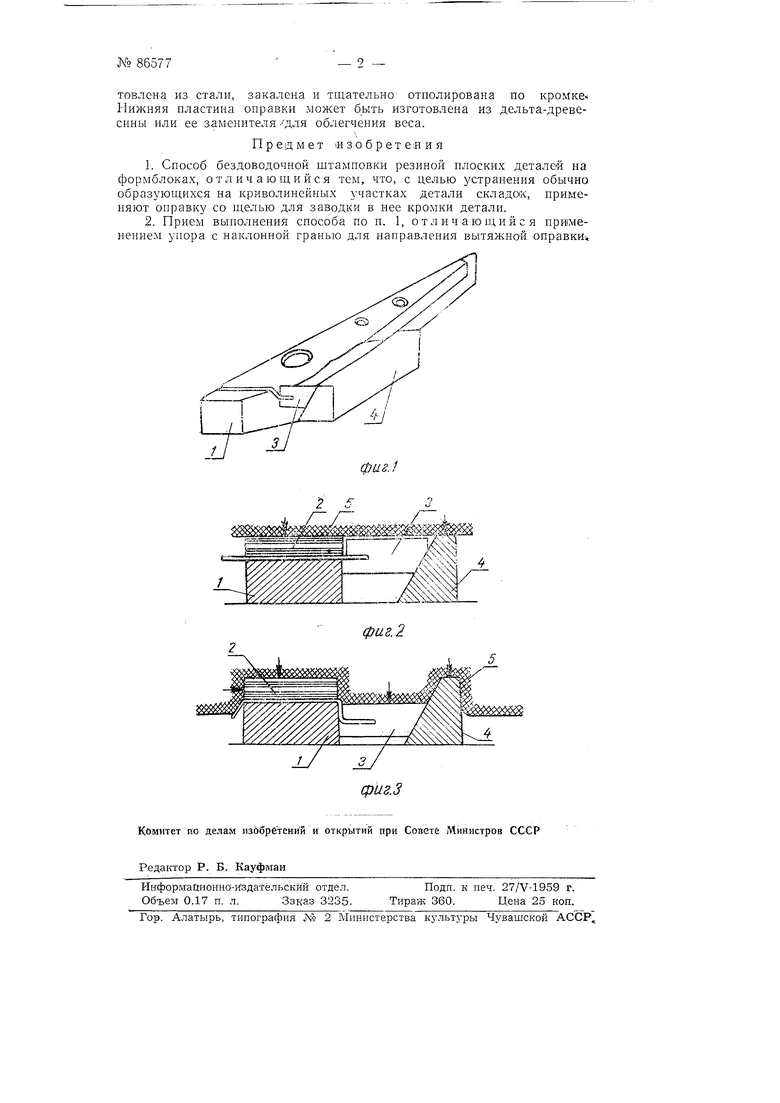
На фиг. 1 изобрал ены формблоки в рабочем положении; на фиг. 2-исходное положение деталей прп П тал1пов:-;е; на фнг. 3-.момент
ВЫТЯЖКИНа формблок / укладывают заготовку-развертку детали с приближенно вырезанным контуром и прил имают ее накладкой 2. удерживающей заготовку на формблоке в ироцеесе штамповки. На выступающую из-под форд;блока кромку детали на криволиней}юм частке контура надевается оправка 3 со ш,елью, обеспечиваюп ая устранение обычно образующихся складок. Под наклонную грань оправки вплотную подводят упор 4, после чего дают рабочий ход резиновоГ матрице и подушке 5, закрепленной в металлическом KOHTeiiHCoe. Заготовка прочно удерживается на формблоке, а оправка 3 движется вниз и производит местную принудительную вытяжку криволинейного участка контура, скользя наклонной гранью по упору 4. Упор при этом перемещается в сторону от формблока, скользя нижней гранью по столу пресса и оставаясь прижатым резиной к оправке, резина прижимает к фор мблоку и оправку. На прямолинейных участках контура отбортовка производится качественно самой резиной.
При движении оправки вниз листовой материал, вытягиваясь, выходит из щели оправки, упираясь в фигурную рабочую кромку верхней пластины оправки. Верхняя пластина поэтому должна быть изго