Устройство для штамповки эластичной средой относится к обработке металлов давлением, конкретнее к листовой штамповке, и может быть использовано для получения деталей с криволинейным бортом из тонколистовых материалов.
Известно устройство для изготовления деталей гибкой-формовкой, состоящее из жесткого формблока и эластичной, жидкостной или газовой, матрицы (Исаченков Е.И. Штамповка резиной и жидкостью. - М.: Машиностроение, 1967, с.33).
Данное устройство имеет следующие недостатки: применение к деталям исключительно с прямолинейным бортом, недостаточная жесткость и прочность полученных деталей.
Наиболее близким к предлагаемому является устройство для штамповки эластичной средой, содержащее контейнер с эластичной средой, матрицу, расположенную на подштамповой плите, и вкладыш из эластичной среды (RU патент № 2173230, МПК В 21 D 22/10, 12.01.2000).
Недостатком известного устройства является низкая производительность и низкое качество получаемой детали.
Поставленная задача - разработать устройство, позволяющее повысить экономическую эффективность процесса штамповки и качество деталей с криволинейным бортом. Технический результат заключается в получении номинальной толщины детали в зоне края борта, что повышает жесткость и прочность детали.
Поставленная задача решается за счет того, что в предлагаемом устройстве, содержащем контейнер с эластичной средой, матрицу и установленный в ней вкладыш, согласно изобретению устройство снабжено вырубным пуансоном, установленным внутри матрицы, и вкладышем, выполненным в виде кольца из фторопласта и установленным на вырубной пуансон, а высота матрицы, равная высоте вырубного пуансона, определяется по формуле:

где D - диаметр отбортовки по средней линии;
d - диаметр вырубного пуансона;
S - толщина материала;
r - радиус закругления матрицы.
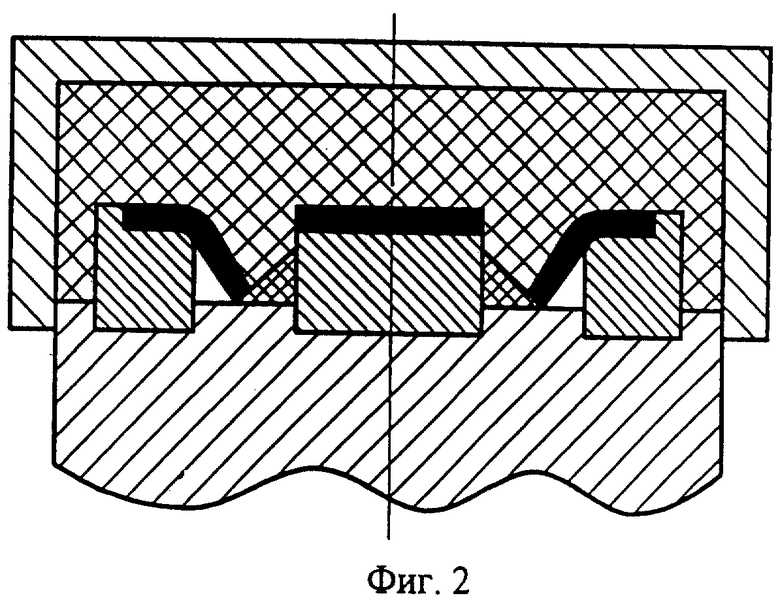
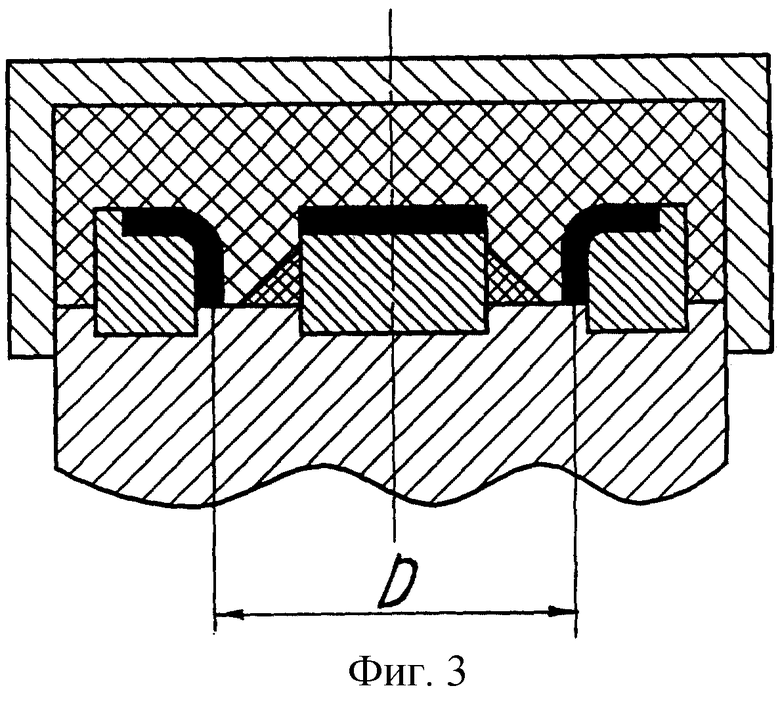
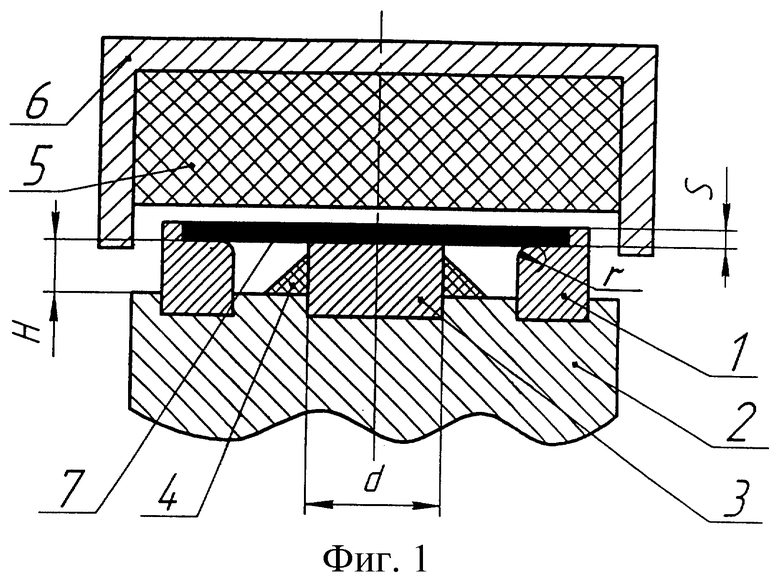
Сущность изобретения поясняется чертежами, где на фиг.1 изображен вид устройства на начальной стадии в разрезе; на фиг.2 - в промежуточной стадии; на фиг.3 - на конечной стадии штамповки.
Предлагаемое устройство состоит из жесткой матрицы 1, установленной на подштамповой плите 2. Вырубной пуансон 3 устанавливается на подштамповой плите 2 внутри матрицы 1. Высота вырубного пуансона 3 равна высоте матрицы 1. Вкладыш из фторопласта 4, выполненный в виде кольца, находится на подштамповой плите 2 внутри матрицы 1 и установлен на вырубной пуансон 3. Эластичная среда 5 размещена в контейнере 6. Заготовка 7 установлена на матрице 1.
Принцип работы устройства. Заготовку 7 устанавливают на матрицу 1 таким образом, чтобы торец заготовки упирался в бортик матрицы 1 (фиг.1). Производится штамповка с помощью эластичной среды 5. В процессе штамповки происходит пробивка отверстия. Кромка борта под действием эластичной среды 5 прижимается к подштамповой плите 2 и начинает скользить по ней в сторону матрицы 1 (фиг.2), при этом вкладыш 4 служит как для увеличения давления штамповки на борт детали, так и для уменьшения трения скольжения кромки борта по вкладышу 4. Край заготовки 7 прижимается к матрице 1 эластичной средой 5, а торец борта прижимается эластичной средой 5 к подштамповой плите 2 (фиг.3). Во время скольжения кромки борта по подштамповой плите 2 происходит утолщение материала в зоне края борта. При несоблюдении геометрических размеров матрицы 1, например при уменьшении ее высоты, произойдет потеря устойчивости, и кромка борта загнется, что приведет к браку в изделии.
Следовательно, при штамповке в предлагаемом устройстве за один ход пресса получаем деталь с номинальной толщиной детали в зоне края борта, что повышает прочность, жесткость детали с криволинейным бортом и дает возможность сваривания с другими деталями. При этом повышается надежность и ресурс полученного соединения, а это позволяет использовать данное устройство для изготовления деталей из более тонких листовых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173230C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089312C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛАСТИЧНОЙ СРЕДОЙ ЛИСТОВЫХ ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ТИПА "ПОДСЕЧКА" | 2017 |
|
RU2684130C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2175585C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
Изобретение относится к обработке металлов давлением, конкретнее к листовой штамповке. Устройство для штамповки эластичной средой деталей с криволинейным бортом содержит контейнер с эластичной средой, матрицу и установленный в ней вкладыш. При этом оно снабжено вырубным пуансоном, установленным внутри матрицы, и вкладышем, выполненным в виде кольца из фторопласта и установленным на вырубной пуансон. Высота матрицы равна высоте вырубного пуансона и определяется по представленной в формуле изобретения зависимости. Достигается получение номинальной толщины детали в зоне края борта, что повышает жесткость и прочность детали. 3 ил.
Устройство для штамповки эластичной средой деталей с криволинейным бортом, содержащее контейнер с эластичной средой, матрицу и установленный в ней вкладыш, отличающееся тем, что оно снабжено вырубным пуансоном, установленным внутри матрицы, и вкладышем, выполненным в виде кольца из фторопласта и установленным на вырубной пуансон, при этом высота матрицы равна высоте вырубного пуансона и определена по формуле

где D - диаметр отбортовки по средней линии;
d - диаметр вырубного пуансона;
S - толщина материала;
r - радиус закругления матрицы.
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173230C1 |
| Способ вырубки деталей из тонколистового материала | 1975 |
|
SU659244A1 |
| Штамп совмещенного действия | 1988 |
|
SU1547923A1 |
| US 4111024 А, 05.09.1978. | |||

