(54) ШТАМП ДЛЯ ПРАВКИ ПЛОСКИХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| ПРАВОЧНЫЙ ШТАМП КОНТАКТНОГО ДЕЙСТВИЯ | 1994 |
|
RU2090295C1 |
| Штамп для правки плоских заготовок | 1989 |
|
SU1754263A2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Штамп для правки плоских заготовок | 1984 |
|
SU1205964A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| Устройство для правки и калибровки кольцевых деталей | 1980 |
|
SU893305A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
I
Изобретение относится к обработке металлов давлением, а именно, к правильным устройствам и может быть использовано для исправления кривизны плоских заготовок в штампах прессов.
Известны штампы для правки листового или полосового проката, имеющие многоопорные рабочие поверхности, которые выполнены в виде гребенок LQ
Известен также штамп, содержащий две прижимные плиты с рабочими rtoвepxнocIЯ в в виде равномерно распределенных по ним выступающих элементов, представляющих собой четырехгранные пирамиды с углом профиля 60-90° и притупленной вершиной Г23.
Правку в этих штампах, получивших название вафельных, производят сжатием заготовки между рабочими штоскостями верхней и нижней плит.
Недостаток известных конструкций штампов - их низкая стойкость и
большая трудоемкость при изготовлении и ремонте.
Объясняются эти недостатки неравномерным износом боковых и торцовых граней выступающих элементов в процессе правки заготовок, а также труд-, ностями при их изготовлении и ремонте, обусловленными сложной формой указанных элементов, выполненных заодно с прижимными плитами.
Цель изобретения - повышение стойкости и снижение трудоемкости при изготовлении и ремонте штампа для , правки плоских заготовок.
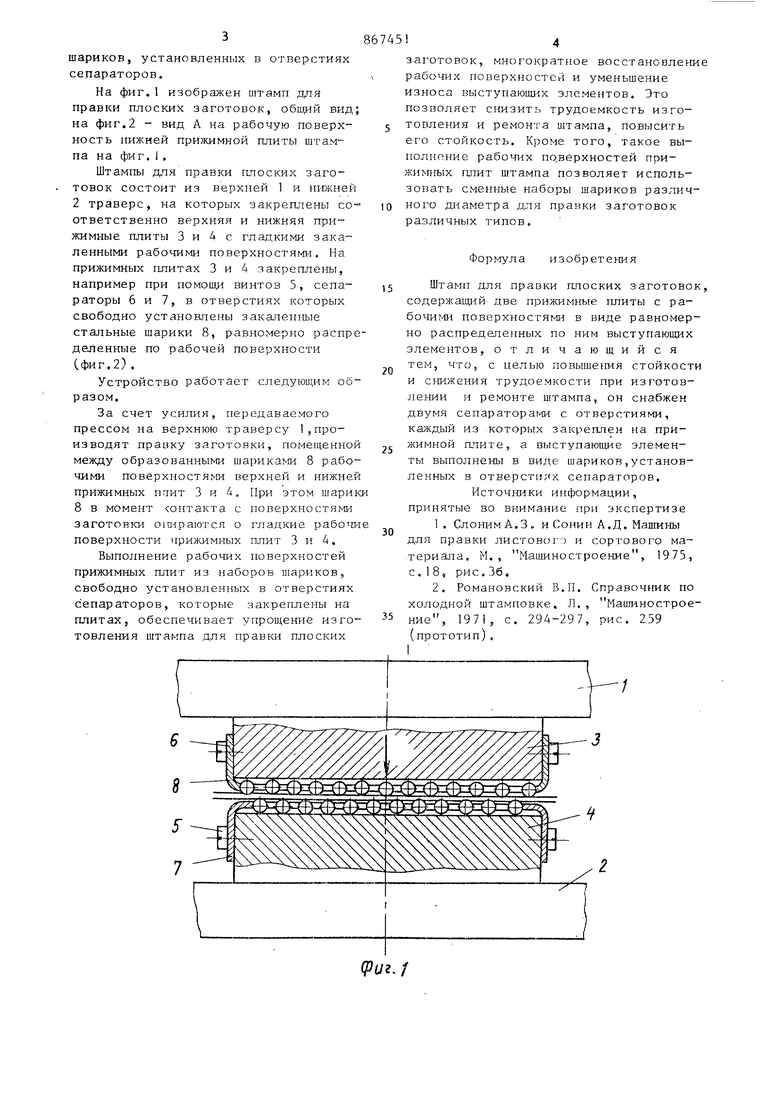
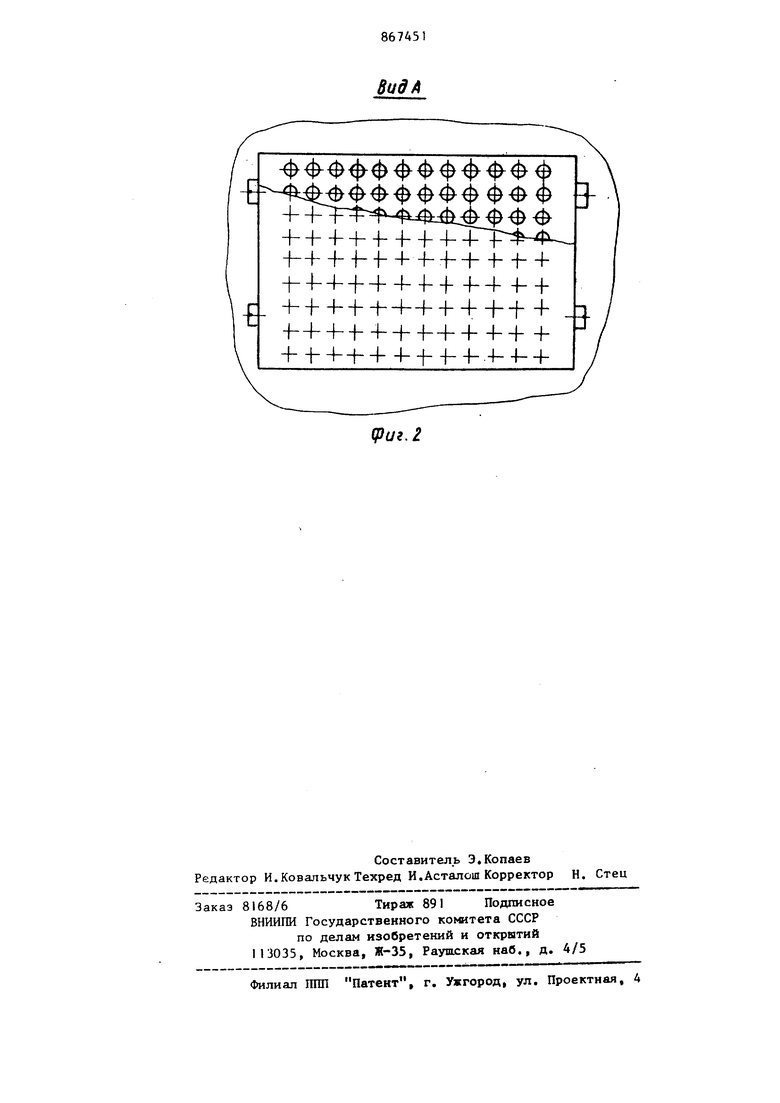
Указанная цель достигается за счет того,что известный штамп для правки плоских заготовок, содержащий две прижимные плиты с рабочими поверхностями в виде равномерно распределенных по ним выс.тупакяцих элементов, снабжен двумя сепараторами с отверстиями, каждый из которьгх закреплен на прижимной плите, а выступающие элементы выполнены в виде 3 шариков, установленных в отверстиях сепараторов. На фиг. 1 изображен и1тамп для правки плоских заготовок, общий вид на фиг.2 - вид А на рабочую поверхность нижней прижимной плиты штампа на фиг. 1 . Штампы для правки плоских заготовок состоит из верхней 1 и нижней 2 траверс, на которых закреплены со ответственно верхняя и нижняя прижимные плиты 3 и 4 с гладкими закаленными рабочими поверхностями. На прижимных плитах 3 и 4 закреплены, например при помощи винтов 5, сепараторы 6 и 7, в отверстиях которых свободно установлены закааениые стальные шарики 8, равномерно распр деленные по рабочей поверхности СФИГ.2) . Устройство работает следуюи им об разом. За счет усилия, передаваемого прессом на верхнюю траверсу ,производят правку заготовки, помещенно между образованными шариками 8 рабо чими поверхностями верхней и нижне прижимных ппит 3 и 4. При этом шари 8 в момент контакта с поверхностями заготовки О1п-1раются о гладкие рабош поверхности прижимных плит 3 и 4. Выполнение рабочих поверхностей прижимных плит из наборов шариков, свободно установленных в отверстиях сепараторов, которые закреплены на плитах, обеспечивает упрощение изго товления штампа для правки плоских
(Pui.1 заготовок, многократное восстановление рабочих поверхностей и уменьшение износа выступающих элементов. Это позволяет снизить трудоемкость изготовления и ремонта и1тампа, повысить его стойкость. Кроме того, такое выполнение рабочих поверхностей прижимных плит штампа позволяет использовать сменнь е наборы шариков различного диаметра для правки заготовок различных типов. Формула изобретения Штамп для правки плоских заготовок, coдepжaш й две прижимные плиты с рабочими поверхностями в виде равномерно распределенных по ним выступаюшз х элементов, отличающийся тем, что, с целью повышения стойкости и снижения трудоемкости при изготовлении и ремонте штампа, он снабжен двумя сепараторами с отверстиями, каждый из которых закреплен на прижимной плите, а выступающие элементы выполнены в виде шариков,установленных в отверстиях сепараторов. Источники информации, принятые во внимание при экспертизе 1.СлонимА.З, и Сонин А.Д. Мапшны для правки листового и сортового ма териала. М. , Машиностроение, 1975, с.18, рис. 36, 2.Романовский В.П. Справочник по холодной штамповке. Л,, Машиностроес. 294-297, рис. 259
Вид А
(pu.2
