I
Изобретение относится к обработке металлов давлением и касается, в частности, устройств для правки полых и сплошных фасонных профилей.
Известно устройство для правки проката, содержащее расположенные на станине направляющие ролики и механизм правки в виде нескольких установленных по ходу технологического процесса обойм, смонтированных с возможностьк возвратно-поступательного перемещения по оси подачи заготовки, при этом на каждой из обойм размещены обмотки переменного тока Cl.
Однако с помощью известного устройства невозможно править стальной фасонный прокат, имеющий большую жесткость, т.к. электромагнитные обоймы расположены концентрично,что определяет нецелесообразность увеличения электромагнитных сил путем приближения обмоток к исправляемому материалу из-за неизбежного уменьшения внутреннего.диаметра обоймы и, как следствие, уменьшения возможного прогиба исправляемого материала, что приводит к ухудшению качества правки.
Цель изобретения - повышение качества правки.
Поставленная цель достигается тем, что в устройстве для правки, содержащем направляющие ролики и механизм правки в виде обойм с обмотками переменного тока,обойми расположены эксцентрично относительно оси подачи заготовки и снабжены контактныьм втулками, размещенными на их внутренних поверхностях, а обмотки переменного тока смонтированы с возможностью возвратно-поступательного окружного перемещения относительно обойм.
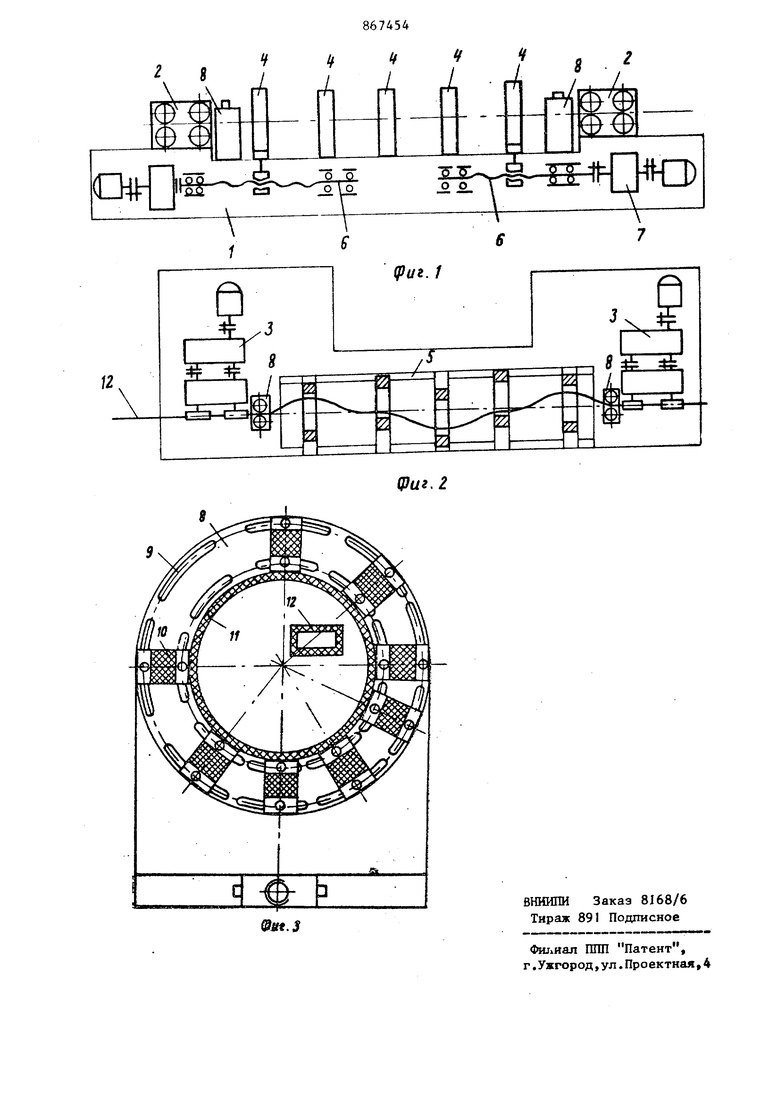
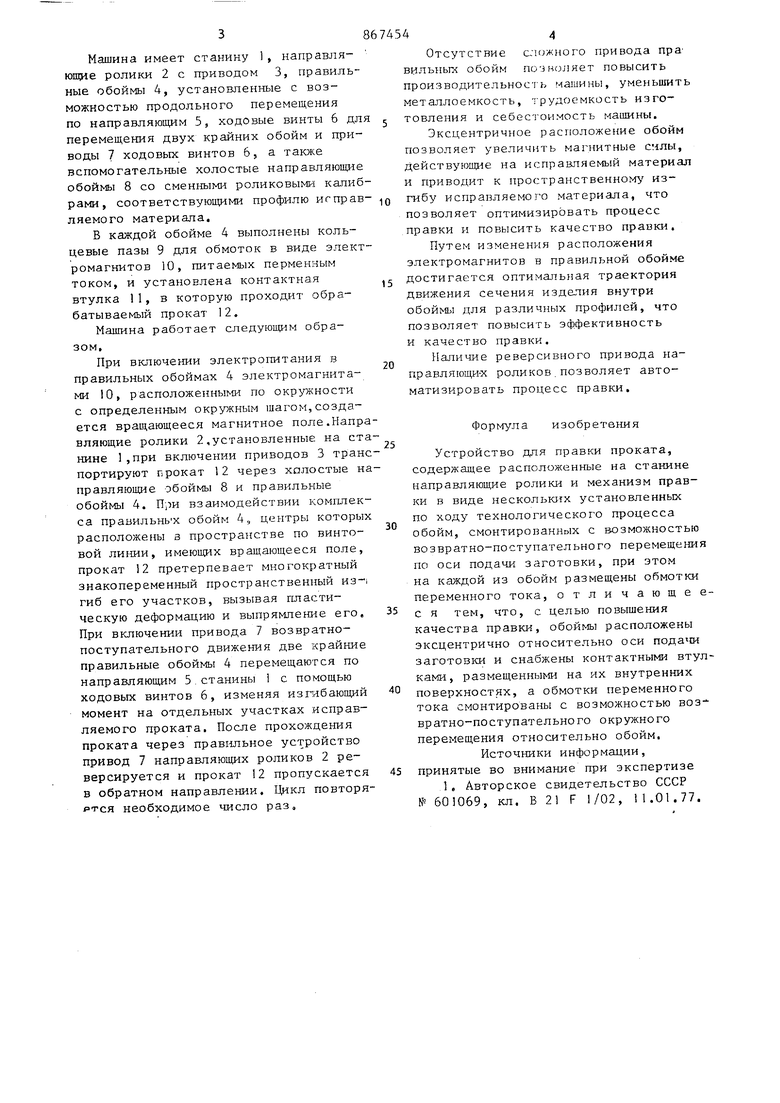
На фиг,1 изображена кинематическая схема машины, вид сбоку; на 4яг.2то же, вид сверху; на фиг.З - конструкция правильной обоймы. Машина имеет станину 1, направляroiDjie ролики 2 с приводом 3, правильные обоймы 4, установленные с возможностью продольного перемещения по направляющим 5, ходовые винты 6 дл перемещения двух крайних обойм и приводы 7 ходовых винтов 6, а также вспомогательные холостые направляющие обоймы 8 со сменными роликовымк калиб рами, соответствующими профилю игправ ляемого материала. В каждой обойме 4 выполнены кольцевые пазы 9 для обмоток в виде элект ромагнитов 10, питаемых перменньЕм током, и установлена контактная втулка 11, в которую проходит обрабатываемый прокат 12. Мапшна работает следующим образом. При включении электропитания в правильных обоймах 4 электромагнитами 0, расположенными по окружности с определенным окружным шагом,создается вращающееся магнитное поле.Напр вляющие ролики 2,установленные на ст нине 1,при включении приводов 3 тран портируют прокат 12 через холостые н правляющие обоймы 8 и правильные обоймы 4. При взаимодействии комплек са правильньх обойм 4, центры которы расположены а пространстве по винтовой линии, имеющих вращающееся поле, прокат 12 претерпевает многократный знакопеременный пространственный изгиб его участков, вызывая пластическую деформацию и выпрямление его, При включении привода 7 возвратнопоступательного движения две крайние правильные обоймы 4 перемещаются по направляющим 5,станины 1 с помощью ходовых винтов 6, изменяя изли;бающий момент на отдельных участках исправляемого проката. После прохождения проката через правильное устройство привод 7 направляющих роликов 2 реверсируется и прокат 12 пропускается в обратном направлении. Цикл повторя тся необходимое число раз. 44 Отсутствие сложного привода пра вильньгх обойм позноляет повысить производительность машины, уменьшить металлоемкость, трудоемкость изготовления и себестоимость машины. Эксцентричное расположение обоим позволяет увеличить магнитные силы, действую1цие на исправляемый материал и приводит к пространственном изгибу исправляемого материала, что позволяет оптимизировать процесс правки и повысить качество правки. Путем изменения расположения электромагнитов в правильной обойме достигается оптимальная траектория движения сечения изделия внутри обоймы для различных профилей, что позволяет повысить эффективность и качество правки. Наличие реверсивного привода направляю1ди-х роликов , позволяет автоматизировать процесс правки. Формула изобретения Устройство для правки проката, содержащее расположенные на станине направляющие ролики и механизм правки в виде нескольких установленных по ходу технологического процесса обойм, смонтированных с возможностью возвратно-поступательного перемещения по оси подачи заготовки, при этом на каждой из обойм размещены обмотки переменного тока, отличающеес я тем, что, с целью повышения качества правки, обоймы расположены эксцентрично относительно оси подает заготовки и снабжены контактными втулками, размещенными на их внутренних поверхностях, а обмотки переменного тока смонтированы с возможностью возвратно-поступательного окружного перемещения относительно обойм. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 601069, кл. В 21 F 1/02, П.01.77.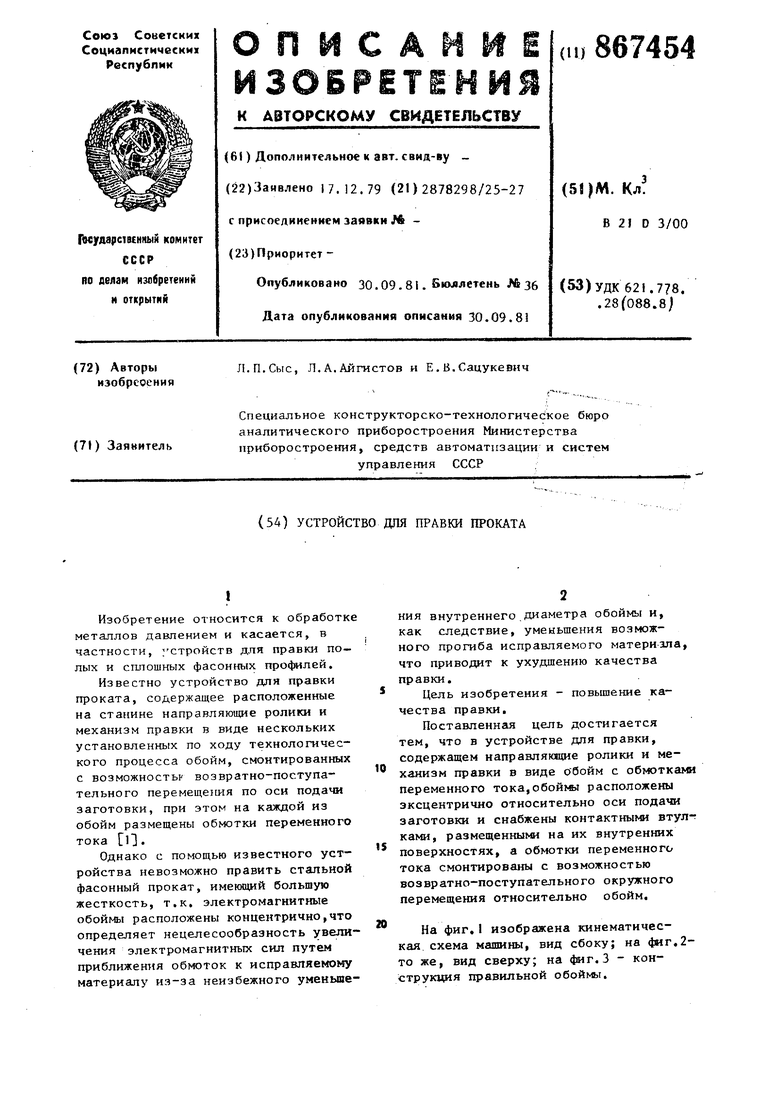
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Листоправильная машина | 1986 |
|
SU1362529A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| Устройство для правки фасонных профилей | 1982 |
|
SU1058669A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |
| Листоправильная машина | 1987 |
|
SU1574313A1 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| РОЛИКОВАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1080295A1 |