Изобретение относится к обработке металлов давлением, а именно к устройствам для правки фасонного проката.
Известно устройство для правки фасонных профилей, содержащее последовательно установленные на станине направляющие ролики, подающие ролики и тянущие ролики с горизонтальными осями вращения и смонтированную между подающими и тянущими роликами правильную обойму с приводом ее качательного движения в виде кривошипно-рь1чажного механизма 1.
Недостатком данного устройства является Невозможность исправления на нем отдельных элементов поперечного сечения изделий, в частности полок незамкнутых фасонных профилей..
Цель изобретения - повыщение качества правки фасонного проката путем исправления продольной кривизны и искажений формы элементов поперечного сечения профилей.
Поставленная цель достигается тем, что устройство для правки фасонных профилей, содержащее последовательно установленные на станине Направляющие ролики с горизонтальными осями вращения и смонтированную между подающими и тянущими роликами правильную обойму с приводом ее качательного движения в виде кривощипнорь1чажного механизма, снабжено установленным между направляющими и подающими роликами с возможностью поворота относительно горизонтальной оси, параллельной осям роликов, двуплечим рь1чагом, на одном плече которого выполнены вертикальные пазы по размеру полок исправляемого профиля, а второе плечо подпружинено относительно станины, а также входящими в зацепление двумя зубчатыми секторами, а правильная обойма выполнена в виде двух кулачков, установленных оппозитно один к другому в горизонтальной плоскости с возможностью качательного движения относительно их вертикальных осей, на которь1х смонтированы входящие в зацепление один с другим зубчатые секторь, при этом один из Них связан с приводом качательного движения обоймы, а в каждом из кулачков выполнен вертикальный паз по размеру полки исправляемого профиля.
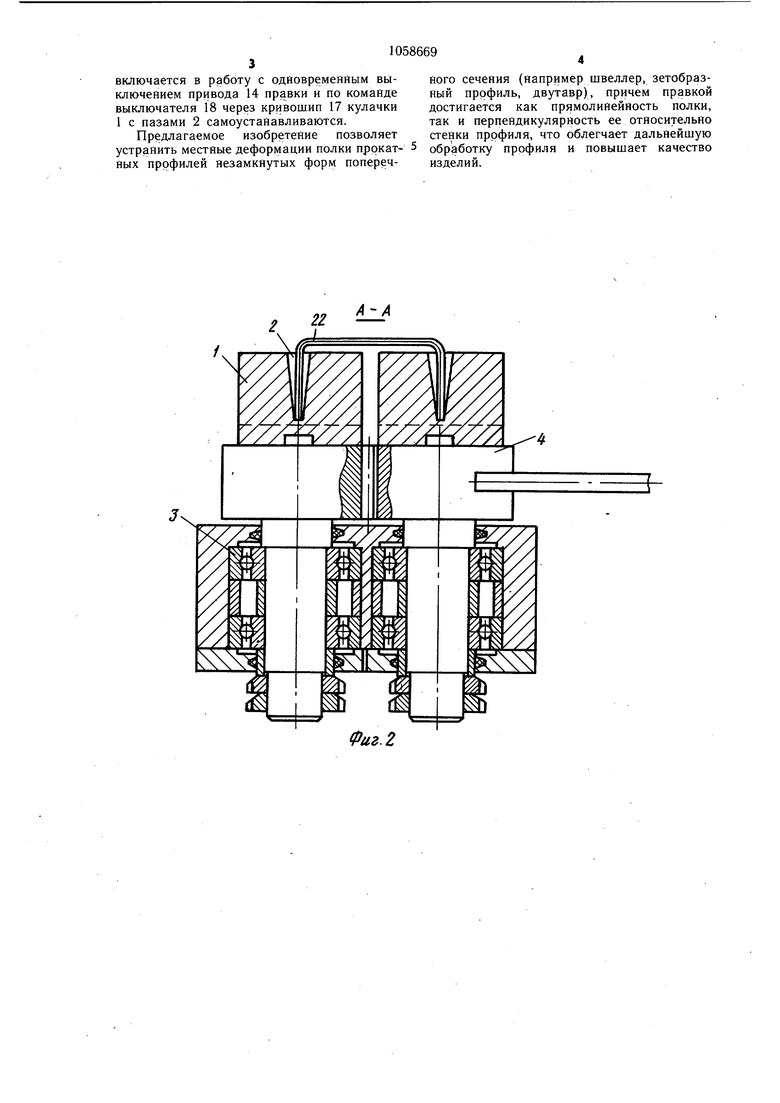
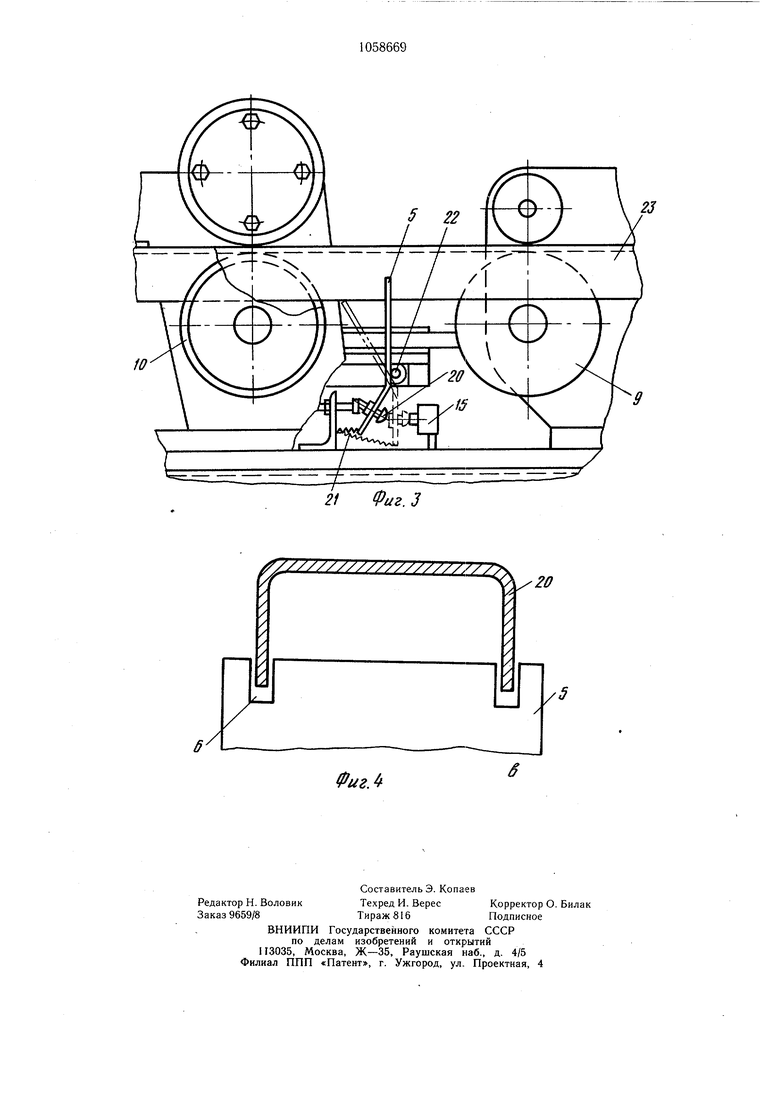
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - правильная обойма; на фиг. 3 - поворотная планка (пунктиром изображено прохождение деформированного участка); на фиг. 4 - взаимодействие планки с профилем.
Устройство содержит правильную обойму в виде двух кулачков 1, в верхней части KOTopbix выполнены пазы 2, а оси кулачков установлены в подшипниковых опорах 3 и снабжены зубчатыми секторами 4. Рычаг 5 с пазами 6 и прижимной ролик 7 смонтированы на станине 8, на которой установлены также направляющие ролики 9, подающие 10 с кольцевыми канавками 11, тянущие
ролики 12, привод 13 подачи, привод 14 качания обоймы, конечный выключатель 15, кррнщтейн 16, кривощип 17, выключатель 18, тормоз 19 привода, регулировочный винт 20, пружину 21 и ось 22.
Устройство работает следующим образом.
Нажатием кнопки включают привод 13 подачи, которьш приводит в движение подающие ролики 10 с кольцевыми канавками 11 и тянущие ролики 12. На направляющие ролики 9 устанавливают профиль 23, которьш, проходя через пазы 6 рьшага 5, входит в кольцевые канавки 11. При прохождении деформированного участка профиля 23 он изогнутой своей частью упирается в край паза 6, тем самым действует на рь1чаг 5, поворачивая его На оси 23 и регулировочным винтом 20 нажимает на концевой выключатель 15, которьш в свою очередь через реле времени (не показано) включает в работу привод 14 правки и кулачки 1, KOTOpbie совершают качательное движение навстречу друг другу. Изгибу подвергается часть полки профиля, расположенная между осью качения кулачков 1 и подающими роликами 10. Причем часть полки профиля, расположенная в непосредственной близости к стенке профиля 23, изгибу не подвергается. Проходя через пазы 2 -(паз в плане и в поперечном сечении имеет форму усеченного конуса, чем достигается уменьщение угла перегиба полки в направлении к оси качения кулачка, а также в направлении к стенке профиля) кулачков 1 деформированный участок полки профиля 23 получает многократные знакопеременные изгибы и выправляются. Величина изгиба регулируется. После прохождения деформированного участка рьшаг 5 под действием пружины 21 занимает исходное положение, как бы надеваясь на прямой участок профиля 23, в это время отключается привод 14 правки и прямолинейный профиль 23 свободно проходит через пазы 6 рь1чага 5 и пазы 2 кулачков 1. Причем привод 14 правки отключается через реле времени установленное в электрической цепи между концевыми выключателем 15 и приводом 14 правки. Реле времени настраивается на время прохождения любой точки профиля 23 расстояния между рь1чагом 5 и осью качения кулачков 1. Далее выпрямленный профиль выходит на тянущие ролики 12. Недеформированный участок профиля свободно проходит через пазы 6 рычага 5 и через пазы 2 кулачков 1 и входит на тянущие И.
При этом привод 14 правки не включается.
В связи с тети, что кулачки 1 с пазами 2 после пррхождения деформиррванного участка пррфиля 23 и их остановки могут занять положение, которре в дальнейшем может препятствовать пррхождению недеформиррванного участка пррфиля, на валу привода 14 правки устанрвлен тормоз 19, который
включается в работу с одновременным выключением привода 14 правки и по команде выключателя 18 через кривошип 17 кулачки 1 с пазами 2 самоустанавливаются.
Предлагаемое изобретение позволяет устранить местные деформации полки прокатных профилей незамкнутых форм поперечного сечения (например швеллер, зетобразный профиль, двутавр), причем правкой достигается как прямолинейность полки, так и перпендикулярность ее относительно стенки профиля, что облегчает дальнейшую обработку профиля и повышает качество изделий.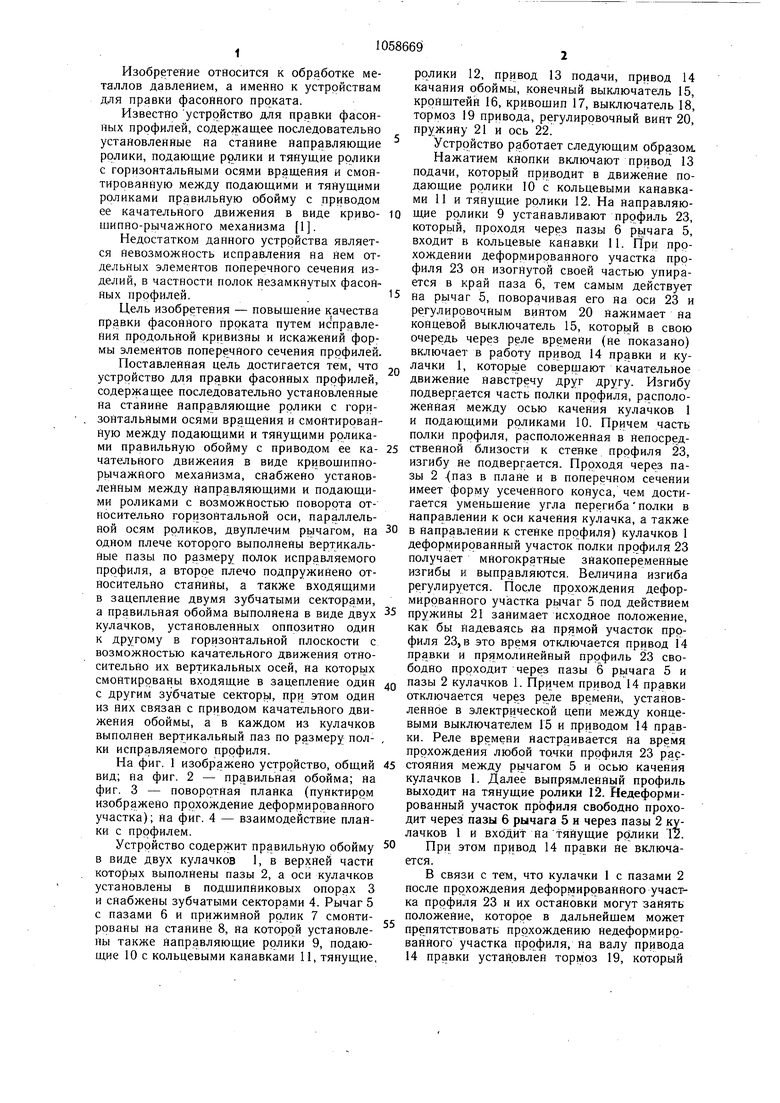
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для правки | 1978 |
|
SU763019A1 |
| Устройство для правки проката | 1979 |
|
SU867454A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| УСТАНОВКА ДЛЯ УПАКОВКИ В БУМАГУ ШТУЧНЫХ СТЕРЖНЕВЫХ ИЗДЕЛИЙПАТ[НТНО-ТЕХ1иГ^ГНАЯБИьЛИС':-~КА | 1970 |
|
SU280303A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ОБОДОВ ДИСКОВ | 2012 |
|
RU2492954C1 |
УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННЫХ ПРОФИЛЕЙ, содержащее последовательно установленные на станине направляющие ролики, подающие ролики и тянущие ролики с горизонтальными осями вращения и смонтированную между подающими и тянущими роликами правильную обойму с приводом ее качательного движения в виде кривошипно-рычажного механизма, отличающееся тем, что, с целью повыщения качества правки, оно снабжено установленным между направляющими и подающими роликами с возможностью поворота относительно горизонтальной оси, параллельной осям роликов, двуплечим рычагом, на одном плече которого выполнены вертикальные пазы по размеру полок исправляемого профиля, а второе плечо подпружинено относительно станины, а также входящими в зацепление двумя зубчатыми секторами, правильная обойма выполнена в виде двух кулачков, установленных оппозитно один к другому в горизонтальной плоскости с возможностью качательного движения относительно их вертикальных осей, на которых смонтированы входящие в зацепление один с другим зубчатые секторы, при этом один из них связан с приводом качательного движения обоймы, а в каждом из кулачков СП выполнен вертикальный паз по размеру полки исправляемого профиля. СП оо 05 О5 со . 10 и Фиг.1 1 S °
А-А
Фиг. 2
/ - //////( /iл/
ФигЛ
20
Е
б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для правки стесненным кручением | 1974 |
|
SU579070A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
